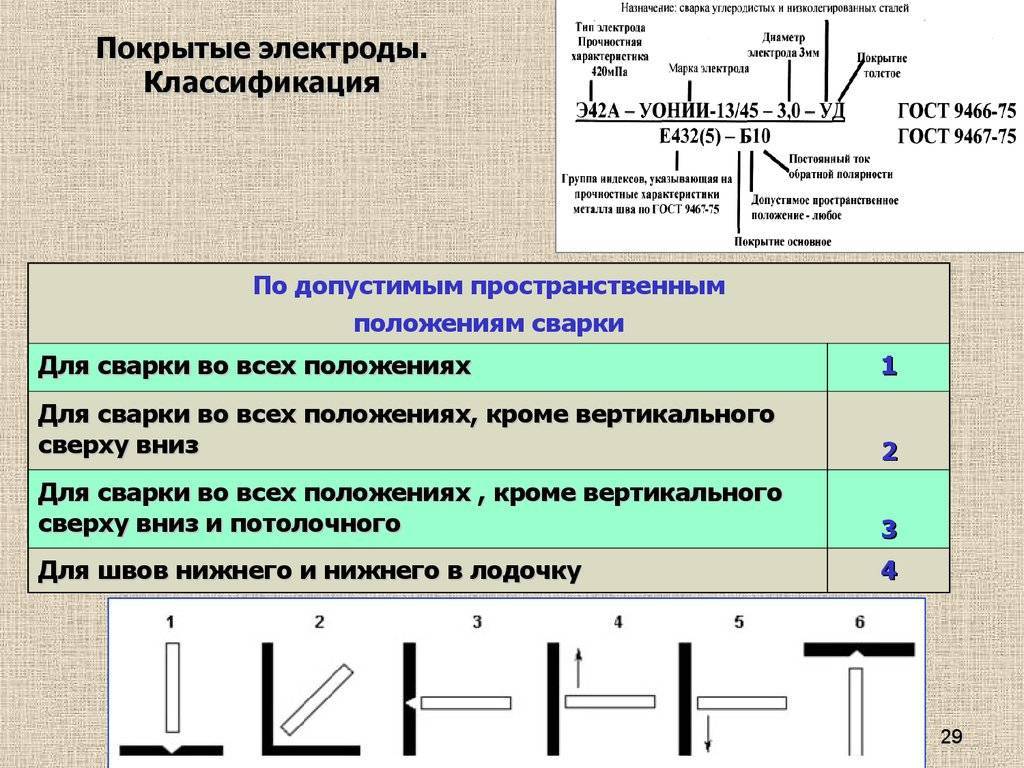
Значение маркировки
Обозначение электродов на упаковке стандартизировано для всех производителей.
Показателей много, поэтому нужно разобраться хотя бы с основными из них:
- Первым проставляется тип стержня. Буква Э означает предназначенные для ручной сварки с помощью дуги, А — пластичность шва, а цифра — предел механической прочности.
- Далее печатают марку электрода. Это название предписывается ГОСТом или патентуется производителем самостоятельно.
- Диаметр стержня указывается в мм.
- Назначение маркируется заглавными литерами У, Л, Т, В, Н.
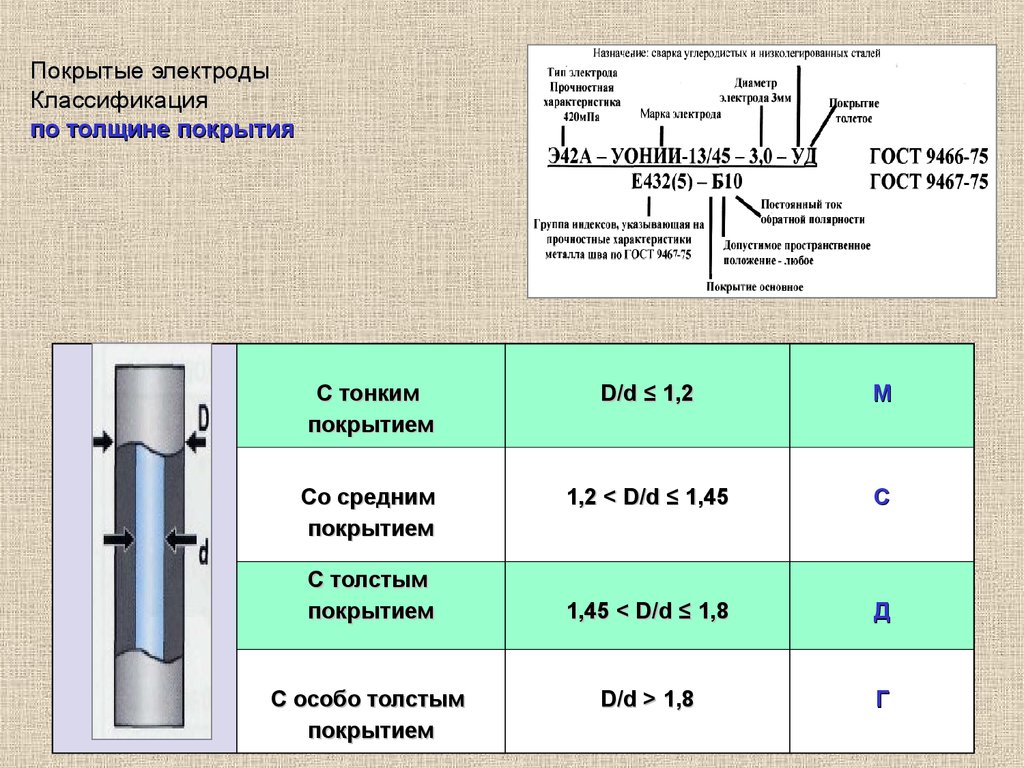
- Толщина покрытия (обмазки) -толстое Д, тонкое М, среднее С, максимальное Г.
- Групповой индекс включает показатели стойкости шва к коррозии, его жаропрочность, максимальную рабочую температуру и прочие характеристики для специалистов
- Химический состав обозначен буквами по названию основного элемента и их комбинаций.
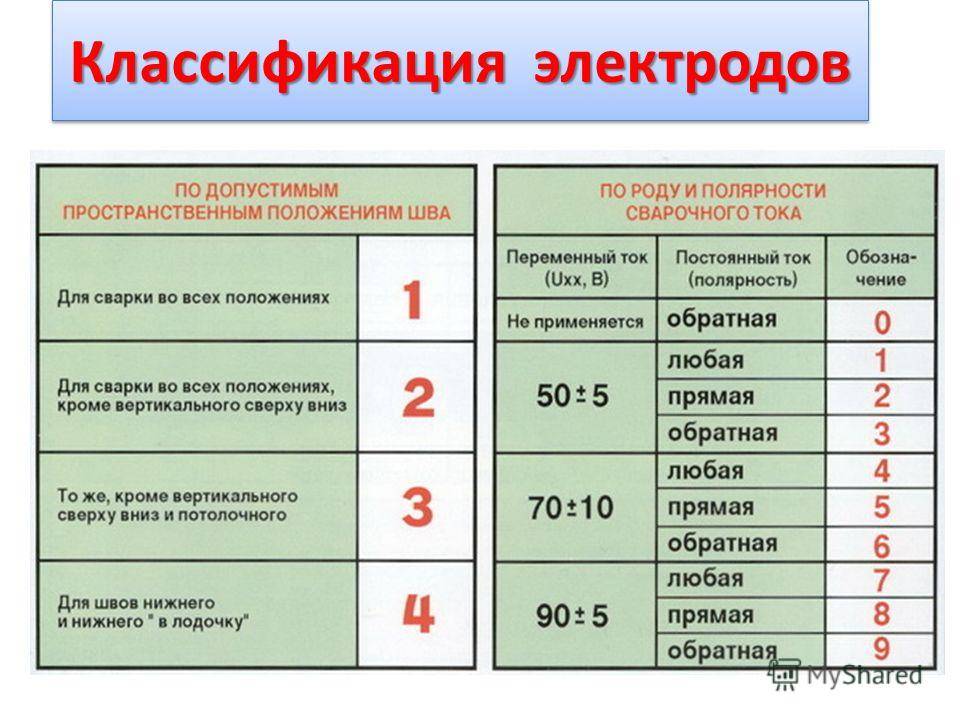
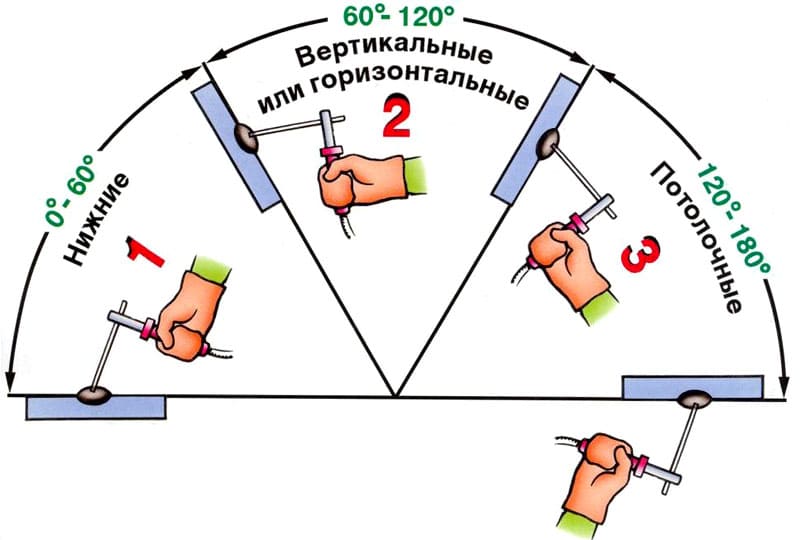
- Положение, в котором надо работать с электродом, имеет 3 варианта. Вертикальное указано цифрой 2, универсальное — 1, горизонтальное в вертикальной плоскости — 3, для сварки нижних углов — 4. Это международный стандарт маркировки.
Процесс охлаждения

Для охлаждения электрода в ходе такой сварки применяют воду, которая поступает по трубкам, либо через отверстия в нем самом. Это необходимо, так как на электроды идет серьезное температурное воздействие и необходимо своевременное охлаждение.
И наружное или внутреннее охлаждение водой используют потому, что воздуха для этого недостаточно.
При использовании сложных изделий, качественному охлаждению необходимо уделять особое внимание. Именно из-за особенностей их конструкции, охлаждение таких моделей может привести к появлению трудностей
Не столь важно, прямую или фигурную модель вы используете, но если электрод достаточно большого размера, то вдоль корпуса можно припаять две медные трубки для оперативной подачи воды
Это нужно помнить, если вы используете модель непростой конфигурации
Не столь важно, прямую или фигурную модель вы используете, но если электрод достаточно большого размера, то вдоль корпуса можно припаять две медные трубки для оперативной подачи воды. Это нужно помнить, если вы используете модель непростой конфигурации. Это нужно помнить, если вы используете модель непростой конфигурации
Это нужно помнить, если вы используете модель непростой конфигурации.
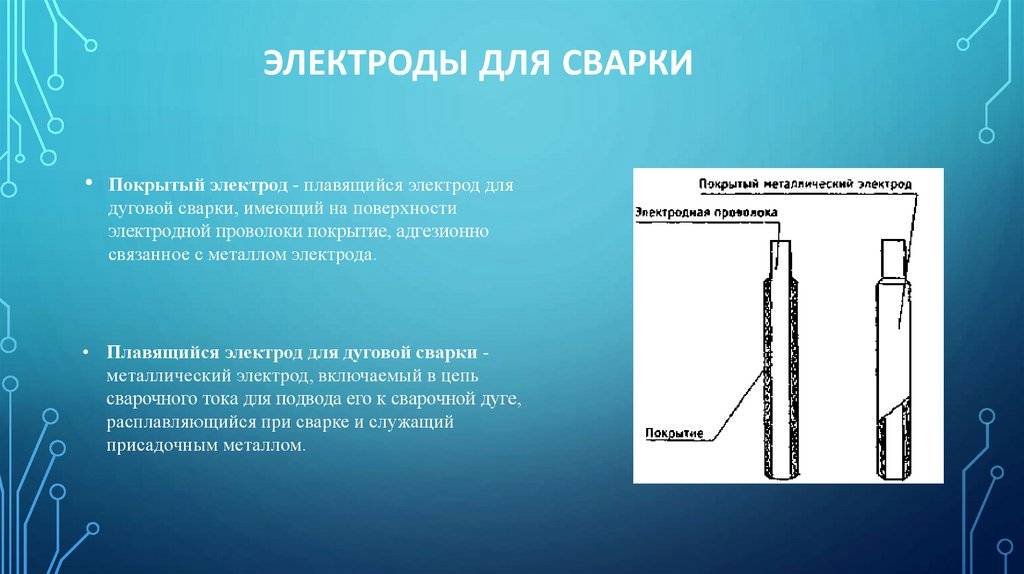
Электроды и их особенности
Сварочная проволока и электроды, тая под действием высокой температуры, наполняют сварочную ванну присадочным металлом. Однако, в отличие от проволоки, электрод может быть не только неплавким, но даже и неметаллическим. Подробности ниже по тексту.
Плавкие электроды
Все плавкие электроды используются в процессе ММА сварки. Они производятся в форме прутка, покрытого спрессованным, порошкообразным флюсом. Причем сам пруток изготовляется из легированной стали.
И в зависимости от состава присадок к железоуглеродистому сплаву, прутки (а равно и сами плавкие электроды) разделяются на:
- Высоколегированные сорта (содержание присадок до 20-25 процентов).
- Легированные сорта (содержание присадок до 5-7 процентов).
- Низкоуглеродистые сорта (содержат до одного процента легирующих присадок и состоят из конструкционной стали).
Диаметры электродов измеряются по диаметру прутка, и может равняться и 0,3 миллиметра и 12 миллиметрам. Однако в бытовой сварке и типовом промышленном производстве чаще всего используют электроды диаметром от 1 до 4-5 миллиметров. Все меньшие и большие размеры используются в достаточно специфичных условиях.
Неплавкие электроды
Неплавкие электроды используются в процессе сварки в среде защитного газа, то есть при TIG и MIG технологии. Неплавкий электрод не является источником присадочного материала – он работает как проводник электрического тока, а с его торца «стекает» электрическая дуга.
Поэтому неплавкие электроды классифицируют не только по материалу, но и по форме наконечника (рабочего торца). Основным конструкционным материалом для неплавких электродов является вольфрам, из которого производят прутки диаметром от 0,5 до 10 миллиметров. Основной формой торца является конус с углом при вершине 60-70 градусов.
Причем, из технически чистого вольфрама состоит только один тип электродов (ЭВЧ серия), а еще пять типов состоят из вольфрама с присадками, в качестве которых используется лантан или торий. А на конус затачивают только некоторые электроды, ведь кроме него торец можно сточить на цилиндр или на полусферу.
Неметаллические
Основа неметаллических электродов – технически чистый графит, из которого делают прутки диаметром до 18 миллиметров и длиной до 0,7 метра. Этот тип является частным случаем неплавких электродов. Поэтому его используют в процессе резки, наплавки, сварки под флюсом.
Причем графитовые электроды разогревают сварочную ванну до 3,5 тысяч градусов, поэтому тонкие листы «варят» такими прутками даже без присадочной проволоки.
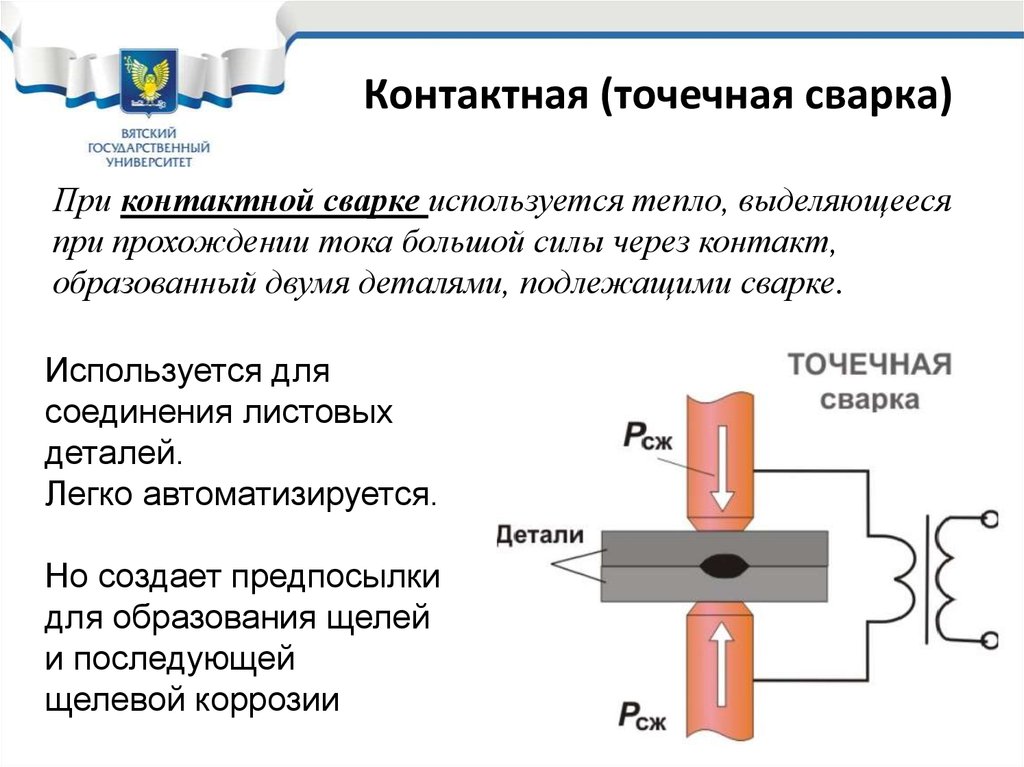
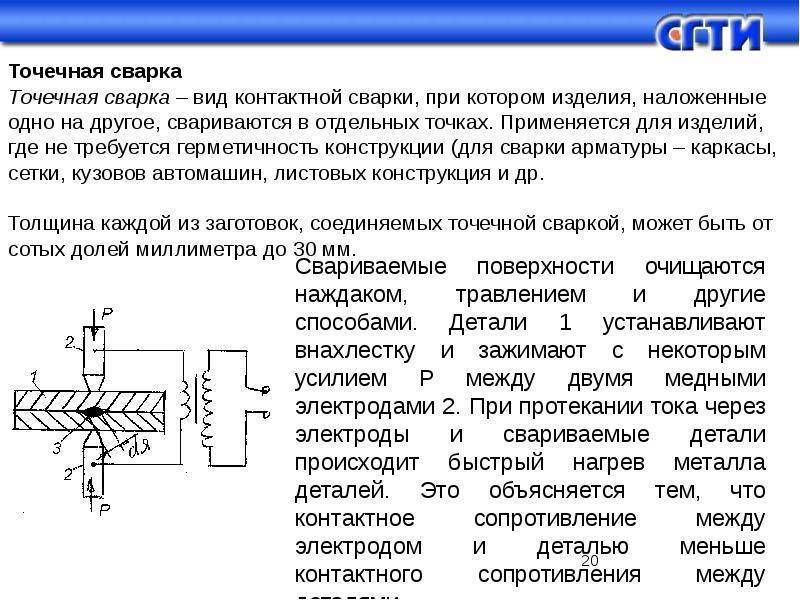
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
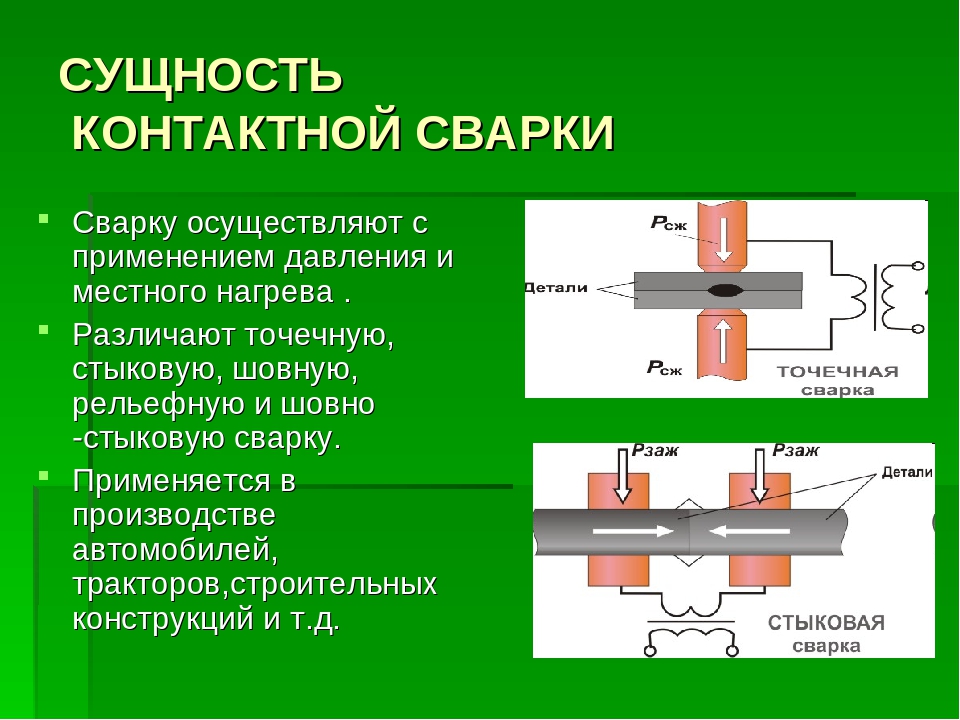
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
 Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
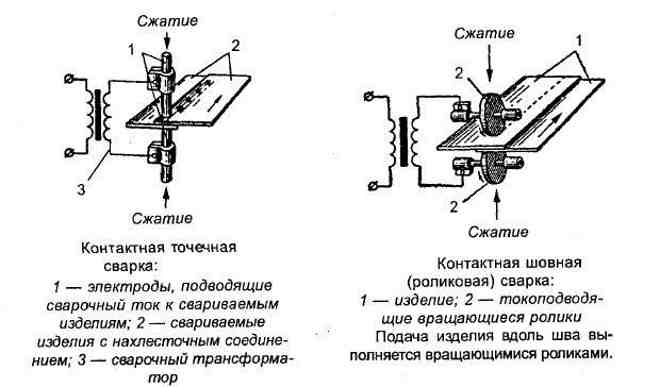
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.

 Оборудование может быть как стационарным, так и переносным
Оборудование может быть как стационарным, так и переносным
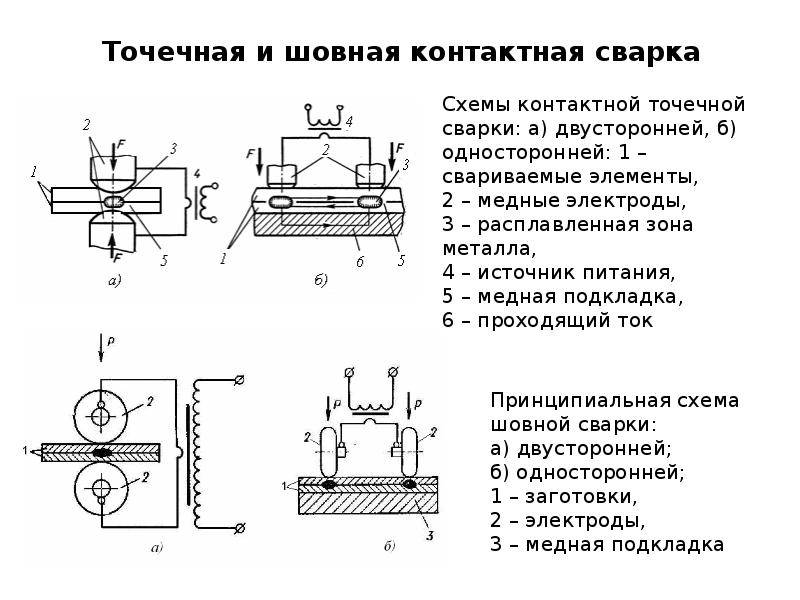
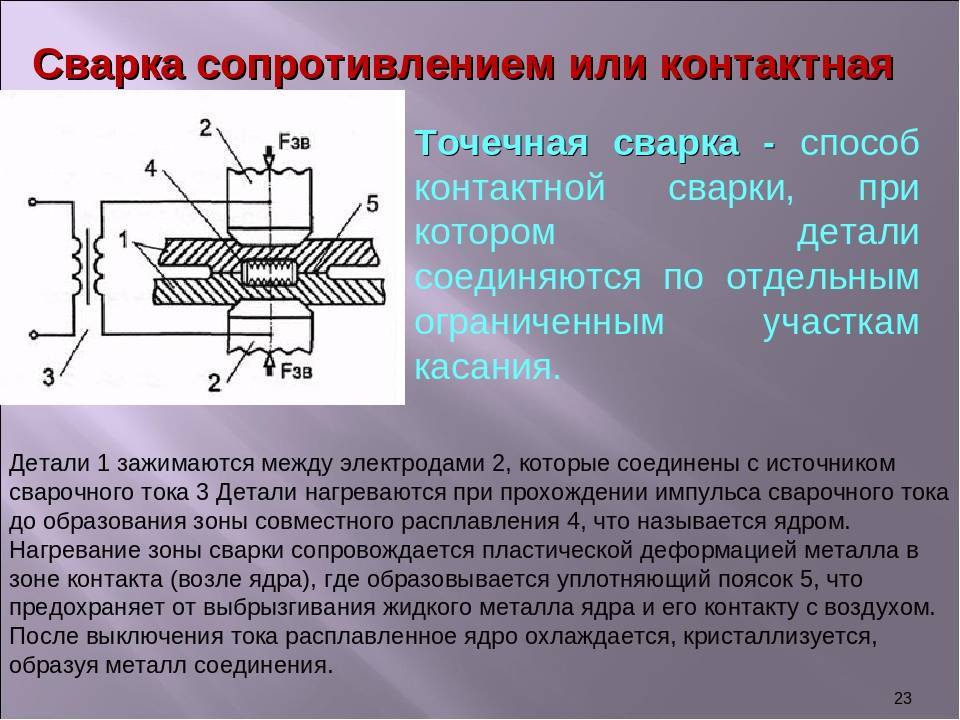
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
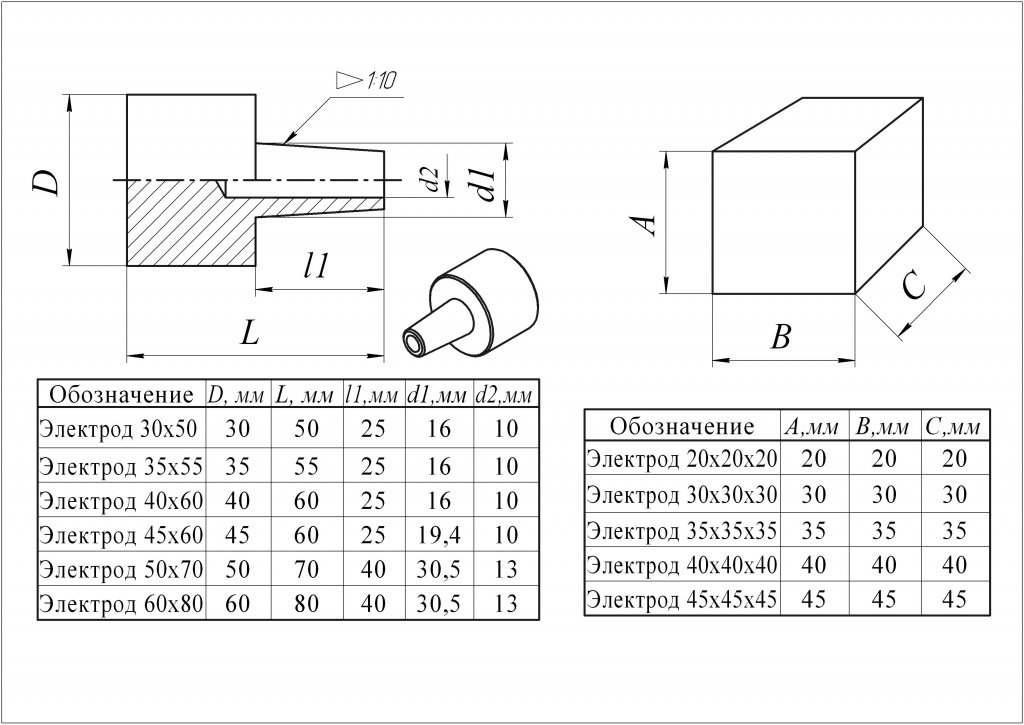
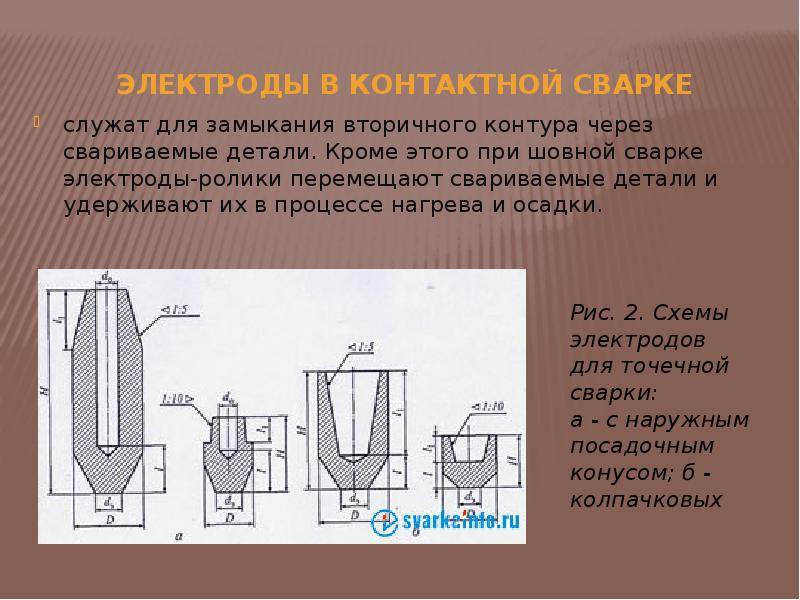
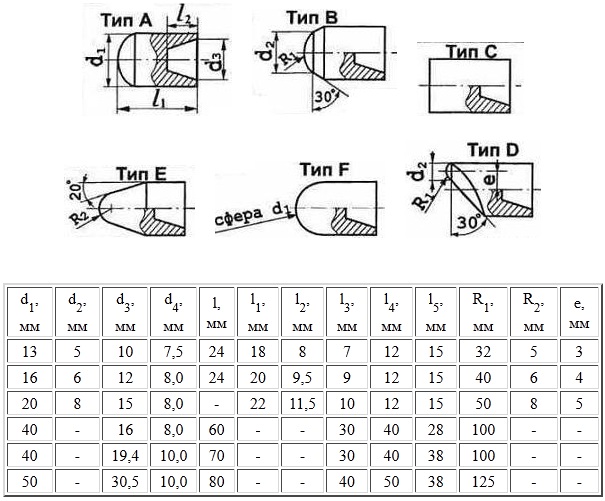
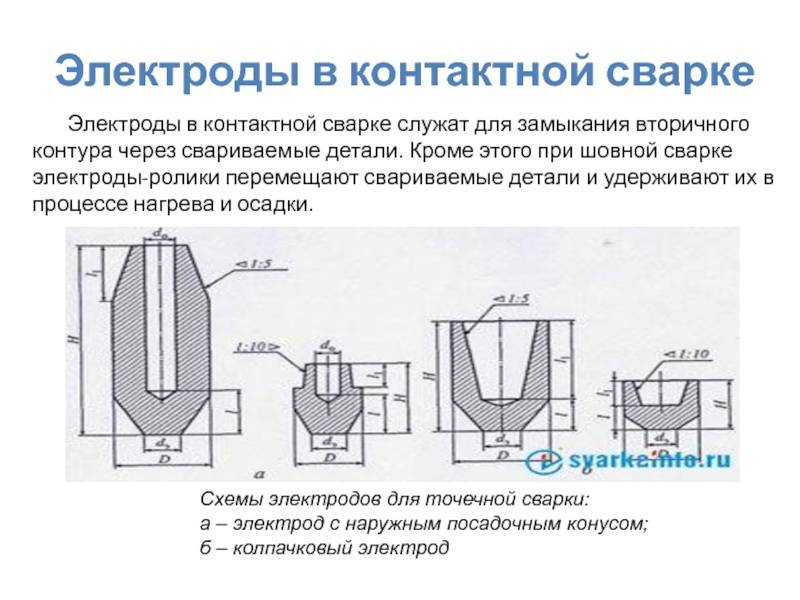
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
 Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Расшифровка маркировки на электродах – что скрывают таинственные буквенные и цифровые коды
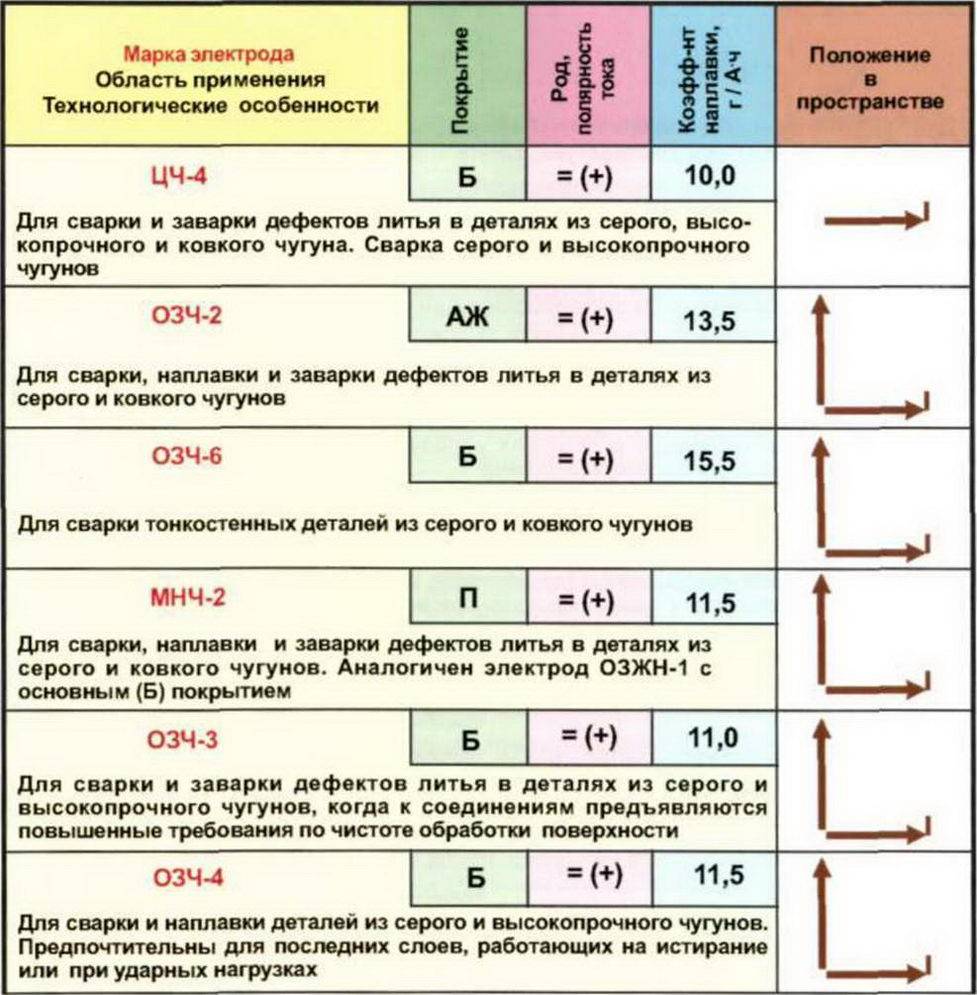
Благодаря предыдущему разделу, вы сможете определиться, какую модификацию лучше приобрести для конкретных потребностей – более подробно эту тему рассматривать не имеет смысла. Но давайте представим картину: приходите вы в магазин, обращаетесь к продавцу, он приносит продукцию марок МР-3, УОНИ-13/55 и ЦЧ-4. Какие из них брать? Профессионал быстро определит необходимый вариант, но что использовать новичкам? Всё просто – нужно знать расшифровку кодов, заложенных производителем. Давайте же без промедления разберёмся в этом тонком вопросе.
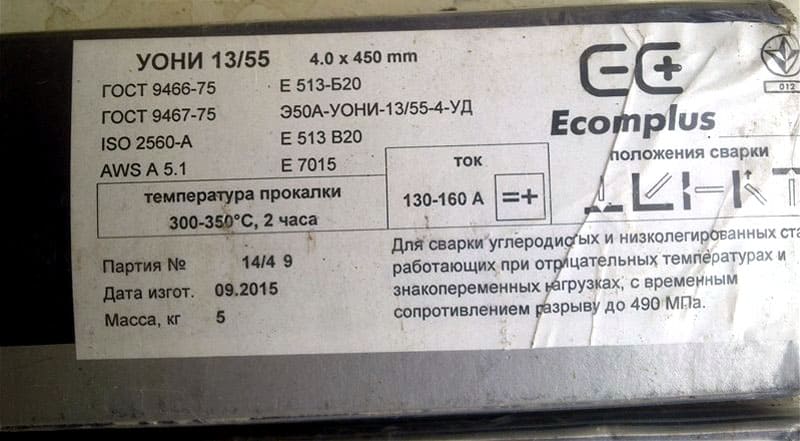
Для образца возьмём вышеупомянутую марку УОНИ и на её примере рассмотрим наиболее популярные коды, присутствующие на большинстве упаковок.
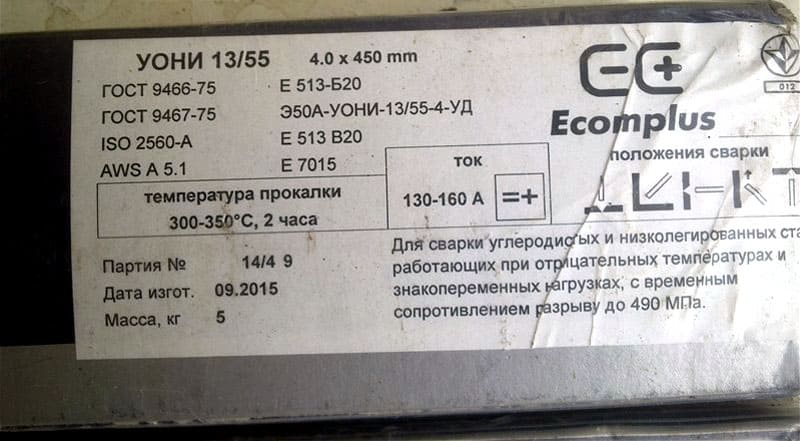 Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Итак, смотрим на маркировку, показанную на скриншоте, и расшифровываем всё по порядку.
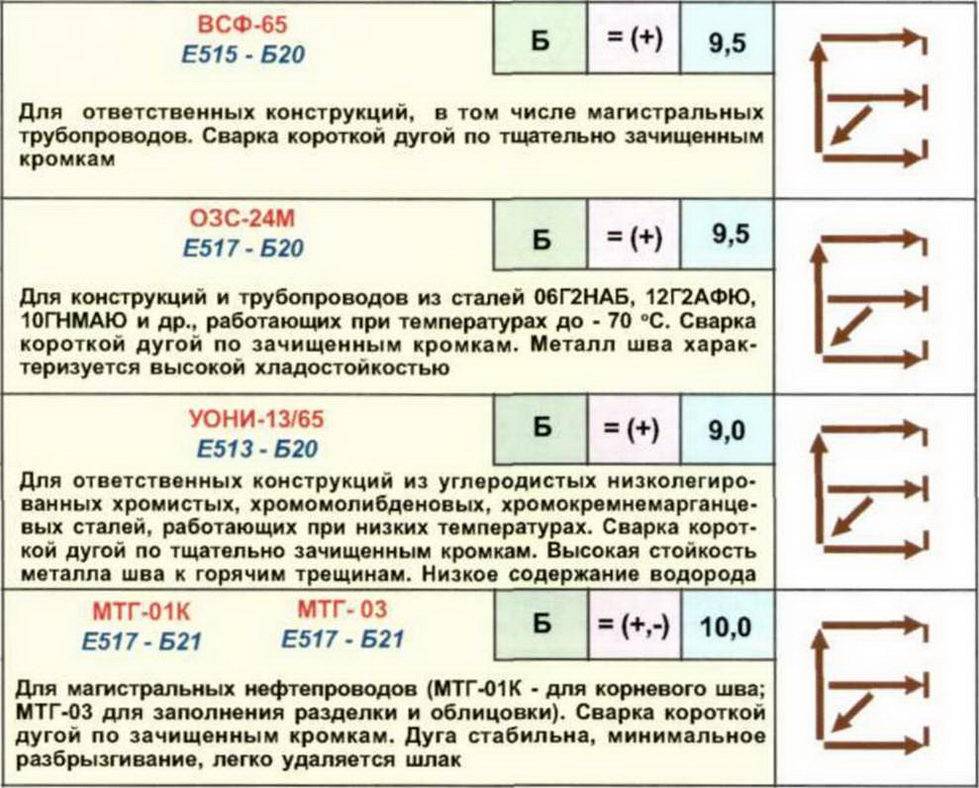
Сначала мы видим надпись Е513. Буквой Е обозначают едкие электроды. Цифра 513 скрывает сразу несколько параметров. 5 – это сопротивление готового шва коррозии. 1 – указывает на жаропрочность, а 3 – на рабочую температуру стыка. Значения для каждой цифры разные, поэтому лучше ориентироваться по таблице, приложенной ниже.
Обратите внимание, в последней колонке указывается содержание ферритной фазы, в коде цифра указывается в скобках ФОТО: tamerlan-pmk.ru
Следующий блок (Б20) также указывает на ряд параметров. Литера «Б» говорит нам о наличии определённого покрытия на электроде. Расшифровку смотрите в таблице ниже.
| Буквенный код | Покрытие |
| А | Кислое |
| Б | Основное |
| Р | Рутиловое |
| Ц | Целлюлозное |
| П | Нестандартное |
 На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
Цифра 2 в блоке рассказывает покупателю о положении электрода в пространстве:
| Шифр | Расположение |
| 1 | Универсальное |
| 2 | Любое, кроме вертикального |
| 3 | Горизонтальное |
| 4 | Нижнее угловое |
Переходим к следующей строчке, содержащей массу важной информации. Кодом «Э» обозначается принадлежность к ручной дуговой сварке (полуавтомат лучше сочетается с проволокой)
Последующей цифрой указывается значение предела прочности шва. Наконец, шифр «А» говорит нам о высокой ударной вязкости соединения, а следовательно, и пластичности.
Следующий ряд знаков обозначает марку (в нашем случае УОНИ-13/55) – наименование зависит от производителя. Следом идёт обозначение диаметра.
Предпоследняя буква в строке рассказывает покупателю о соответствии продукта определённому типу металла, либо возможности выполнять особые работы (например, наплавку).
 Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Последним кодом указывают толщину покрытия на стальном сердечнике:
| Шифр | Расшифровка |
| М | Тонкий слой |
| С | Средний слой |
| Д | Толстый слой |
| Г | Очень толстый слой |
Вот и все тонкости. Теперь вы без труда определите необходимую для своих задумок марку электродов.
Также существуют и профилактические меры. О них – в приложенном ниже видео:
Watch this video on YouTube
Расшифровка маркировки на электродах – что скрывают таинственные буквенные и цифровые коды
Благодаря предыдущему разделу, вы сможете определиться, какую модификацию лучше приобрести для конкретных потребностей – более подробно эту тему рассматривать не имеет смысла. Но давайте представим картину: приходите вы в магазин, обращаетесь к продавцу, он приносит продукцию марок МР-3, УОНИ-13/55 и ЦЧ-4. Какие из них брать? Профессионал быстро определит необходимый вариант, но что использовать новичкам? Всё просто – нужно знать расшифровку кодов, заложенных производителем. Давайте же без промедления разберёмся в этом тонком вопросе.
Для образца возьмём вышеупомянутую марку УОНИ и на её примере рассмотрим наиболее популярные коды, присутствующие на большинстве упаковок.
 Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Итак, смотрим на маркировку, показанную на скриншоте, и расшифровываем всё по порядку.
Сначала мы видим надпись Е513. Буквой Е обозначают едкие электроды. Цифра 513 скрывает сразу несколько параметров. 5 – это сопротивление готового шва коррозии. 1 – указывает на жаропрочность, а 3 – на рабочую температуру стыка. Значения для каждой цифры разные, поэтому лучше ориентироваться по таблице, приложенной ниже.
Обратите внимание, в последней колонке указывается содержание ферритной фазы, в коде цифра указывается в скобках ФОТО: tamerlan-pmk.ru
Следующий блок (Б20) также указывает на ряд параметров. Литера «Б» говорит нам о наличии определённого покрытия на электроде. Расшифровку смотрите в таблице ниже.
| Буквенный код | Покрытие |
| А | Кислое |
| Б | Основное |
| Р | Рутиловое |
| Ц | Целлюлозное |
| П | Нестандартное |
 На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com



Цифра 2 в блоке рассказывает покупателю о положении электрода в пространстве:
| Шифр | Расположение |
| 1 | Универсальное |
| 2 | Любое, кроме вертикального |
| 3 | Горизонтальное |
| 4 | Нижнее угловое |
Переходим к следующей строчке, содержащей массу важной информации. Кодом «Э» обозначается принадлежность к ручной дуговой сварке (полуавтомат лучше сочетается с проволокой). Последующей цифрой указывается значение предела прочности шва
Наконец, шифр «А» говорит нам о высокой ударной вязкости соединения, а следовательно, и пластичности
Последующей цифрой указывается значение предела прочности шва. Наконец, шифр «А» говорит нам о высокой ударной вязкости соединения, а следовательно, и пластичности.
Следующий ряд знаков обозначает марку (в нашем случае УОНИ-13/55) – наименование зависит от производителя. Следом идёт обозначение диаметра.
Предпоследняя буква в строке рассказывает покупателю о соответствии продукта определённому типу металла, либо возможности выполнять особые работы (например, наплавку).
 Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Последним кодом указывают толщину покрытия на стальном сердечнике:
| Шифр | Расшифровка |
| М | Тонкий слой |
| С | Средний слой |
| Д | Толстый слой |
| Г | Очень толстый слой |
Вот и все тонкости. Теперь вы без труда определите необходимую для своих задумок марку электродов.
Также существуют и профилактические меры. О них – в приложенном ниже видео:
Watch this video on YouTube
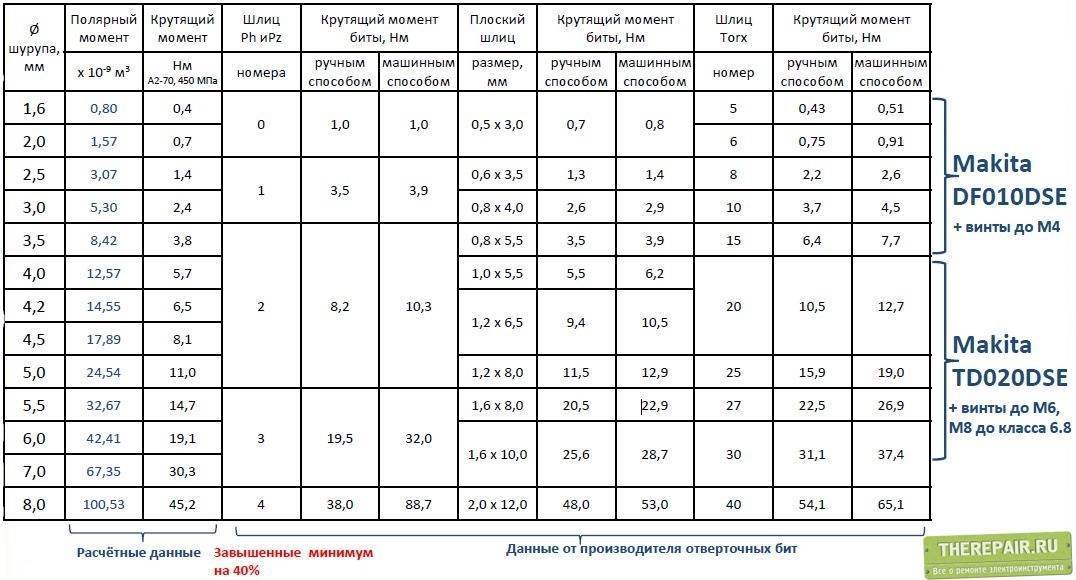
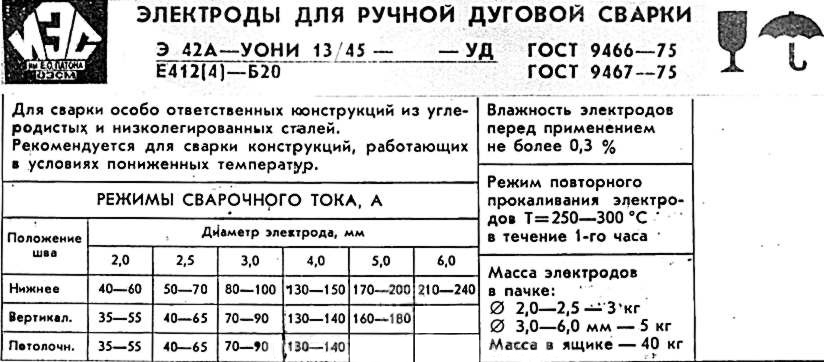
Каким током варить электродами или какого диаметра выпускают расходные материалы
На прочность образуемого соединения влияет не только диаметр расходника, но еще и значение сварочного тока. Подбирать силу тока требуется по толщине используемых стержней. Если неправильно выбрать ток, то при работе инверторной или дуговой сваркой возникнут неприятные последствия в виде проваривания или прилипания шва.
 Таблица выбора электродов по току
Таблица выбора электродов по току
Чем больше диаметр используемого стержня, тем соответственно выше должна быть сила тока. Если раньше значение тока высчитывалось вручную, то сегодня существуют нормативные документы. На сварочных устройствах предусмотрены регуляторы, посредством которых можно установить необходимую величину тока, поэтому далее рассмотрим, как выбрать его необходимое значение.
Для бытовых сварочных аппаратов, рассчитанных на работу с электродами от 1 до 2 мм, применяется диапазон токов от 30 до 45 Ампер. Выбор тока следует настраивать путем плавного изменения положения регулятора.
Для стержней 2 мм, которые используют для сварки металлов 2-3 мм, выставляется ток в пределах от 30 до 80 Ампер. Причем в большую сторону нужно перемещать регулятор только в случае, если осуществляется работа с толстым металлом. Точное значение следует выставлять самостоятельно, ориентируясь на качество сварочного процесса.
Для стержней 3 мм выставляются токи в диапазоне от 65 до 130 Ампер.
Для устройств диаметром 4 мм — такие материалы предназначены для работы не только с толстыми металлическими заготовками, но и более тонкими. Используя такие изделия, следует выставлять для них ток в диапазоне от 110 до 200 Ампер.
Для стержней 5 мм выбирается сила тока от 160 до 250 Ампер
Для работы с такими расходными материалами важно использовать мощное оборудование.
Для электродов от 6 до 8 мм выставляется ток от 300 Ампер. Верхнее значение может достигать 400 Ампер, но важную роль здесь играет не только размер стержня, но и толщина стали.
Начинающим сварщикам не рекомендуется сразу же начинать работать с электродами большого диаметра. Для домашнего использования вполне хватает расходников от 1 до 3 мм. Ниже представлена таблица, которая обязательно поможет правильно выбрать подходящий ток в зависимости от диаметра используемого изделия и толщины свариваемого металла.

Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу – периодическому прерыванию дуги. При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
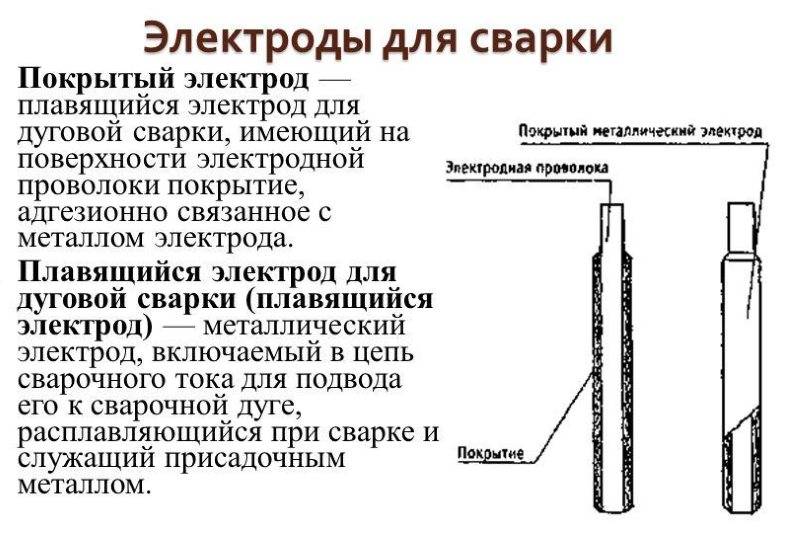
Виды электродов для сварки металлов и сплавов по различным характеристикам
Каждый сварщик обязан чётко знать отличительные черты различных видов электродов. Чтобы эти знания были максимально систематизированными и понятными, мы собрали героев нашего обзора в отдельные группы по различным показателям. Именно эти критерии позволят выбрать наиболее оптимальный вариант.
 Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Классификация по типу плавления
По этому признаку принято деление на два характерных вида – плавящиеся и неплавящиеся.
К первым относится изделия, которые в процессе сварки превращаются в расплавленный металл, а после отвердевания становятся единым целым с обеими кромками, выступая своеобразным «клеем».
 Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Представители неплавящегося типа, наоборот, имеют сопротивляемость высоким температурам и износу. Их основная цель – стабилизировать дугу. Для наплавки придётся использовать специальную сварочную проволоку.
 В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
Классификация по виду покрытия
Не менее значимым и показательным критерием является тип защитного покрытия на сердечнике. Превалирующее большинство производителей предпочитает использовать следующие варианты в своих продуктах:
- основное покрытие (горячая смесь из углекислого магния, кальцита и щепотки флюорита), отлично подходящее к работе с углеродистыми и нержавеющими сталями любого уровня сложности и нагрузки;
- рутиловая обмазка, состоящая из двуокиси титана. Это решение идеально для новичков, поскольку не создаёт большого количества искр и предотвращает разбрызгивание проволоки;
- целлюлозная «оболочка», наоборот, характеризуется образованием массы брызг, но при этом позволяет надёжно «запечатывать» самые требовательные и сложные швы, не боясь в некоторых ситуациях даже чугуна;
- кислые покрытия (в составе присутствует оксид марганца либо железа) лучше использовать только на крупных предприятиях или специальных комплексах ввиду высокой токсичности. Тем не менее, они позволяют достигнуть максимальной скорости при сварке.
 Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru
Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru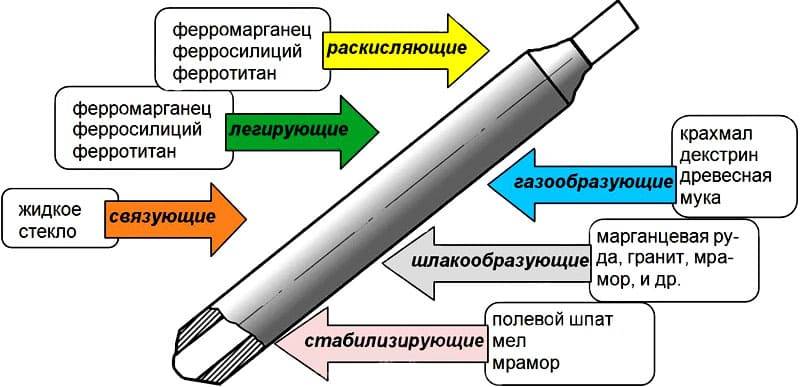 Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Классификация по диаметру электрода
Диаметр сварочного стержня также имеет значение. Измеряется он исключительно в миллиметрах и зависит от толщины стали. Вот наиболее распространённые значения, встречающиеся на сегодняшний день:
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-20 |
| Оптимальный диаметр электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и выше |
 Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Классификация по положению в пространстве
Наконец, производители и сварщики классифицируют героев нашего обзора по их расположению в процессе сварки. Данный критерий разделяет всю продукцию на пять положений: горизонтальное, вертикальное, нижнее, потолочное либо универсальное. Какое из них выбрать – каждый, в соответствии с поставленными задачами, решает сам.




 Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Лучшие электроды для сварки в 2019 году – выбор настоящих мастеров
Если вы не хотите тратить много времени на выбор оптимального компонента надёжной сварки, наша редакция к вашим услугам. Специально для своих читателей мы отобрали пять наиболее интересных и практичных решений, которые подойдут как новичкам, так и профессионалам.
Электроды СВЭЛ МР-3 3 мм 1 кг
Простейший вариант, к основным достоинствам которого можно отнести чрезвычайно демократичную цену и возможность сварки во всех положениях. Тем не менее, качество шва вряд ли подойдёт для основательной работы. Сфера применения — практика или неответственные конструкции.
 ФОТО: krsk.au.ru
ФОТО: krsk.au.ru
Оценка редакции Homius: 6,2 / 10
Электроды СВЭЛ МР-3 3 мм 1 кг
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Следующий номинант хорошо проявляет себя среди низкоуглеродистых сталей, которые активно применяются как в повседневном быту, так и в промышленности. Да, их стоимость в два раза выше по сравнению с предыдущим образцом, но и качество на голову выше.
 ФОТО: vilka220.ru
ФОТО: vilka220.ru
Оценка редакции Homius: 7,6 / 10
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Электроды СЗСМ МР-3С 1,6 мм 1 кг
По характеристикам этот сварочный стержень не уступает лучшим продуктам именитых брендов, но главное его достоинство – универсальность. С помощью этой модели можно сваривать любые углеродистые и нержавеющие стали (только алюминий и чугун не поддадутся жару данной модификации).
 ФОТО: gotti-expert.ru
ФОТО: gotti-expert.ru
Оценка редакции Homius: 8,4 / 10
Электроды СЗСМ МР-3С 1,6 мм 1 кг
Электроды РЕСАНТА МР-3 3 мм 1 кг
Отечественный производитель Ресанта известен производством не только расходных материалов, но и сварочных аппаратов различного уровня. Многие сварщики по всей России отдают предпочтение именно этому бренду из-за доступной стоимости и соответствующего качества. И МР-3 диаметром 3 мм будет наглядным тому примером, хотя и у них есть недостатки.
 ФОТО: mir-resanta.ru
ФОТО: mir-resanta.ru
Оценка редакции Homius: 9,2 / 10
Электроды РЕСАНТА МР-3 3 мм 1 кг
Электроды ESAB OK 46.00 3 мм 5,3 кг
Как можно обойти стороной продукцию компании ESAB? Качество их марки широко известно, а многие крупные предприятия отдают предпочтения именно их моделям. Да, стоимость в два с лишним раза превышает любые стандартные решения, но оно того стоит. Выбранный нами образец справится практически с любой бытовой задачей, будь то мелкий ремонт или серьёзное строительство.
 ФОТО: vseinstrumenti.ru
ФОТО: vseinstrumenti.ru
Оценка редакции Homius: 9,7 / 10
Электроды ESAB OK 46.00 3 мм 5,3 кг