Виды дорновых трубогибов
Трубогиб может быть автоматизированный или полуавтоматический. Полуавтоматические трубогибы стоят намного дешевле. Но часть работы выполняется ручным способом, а это часто просит немалых усилий. Управление автоматическим рабочим процессом создает машина ЧПУ, оборудованная компьютером. Заранее в него заносят схему сгиба со всеми параметрами и числами. Для обслуживания всего процесса хватит одного человека.
Трубогиб может давать трубе всевозможные углы загиба. Но радиус не должен быть больше 2-ух радиусов самой трубы. Если убрать изгибание и дать необходимую форму конструкции при помощи элементов для соединений (соединителей), то крепость и прочность конструкции будет намного ниже, чем у её монолитного аналога.
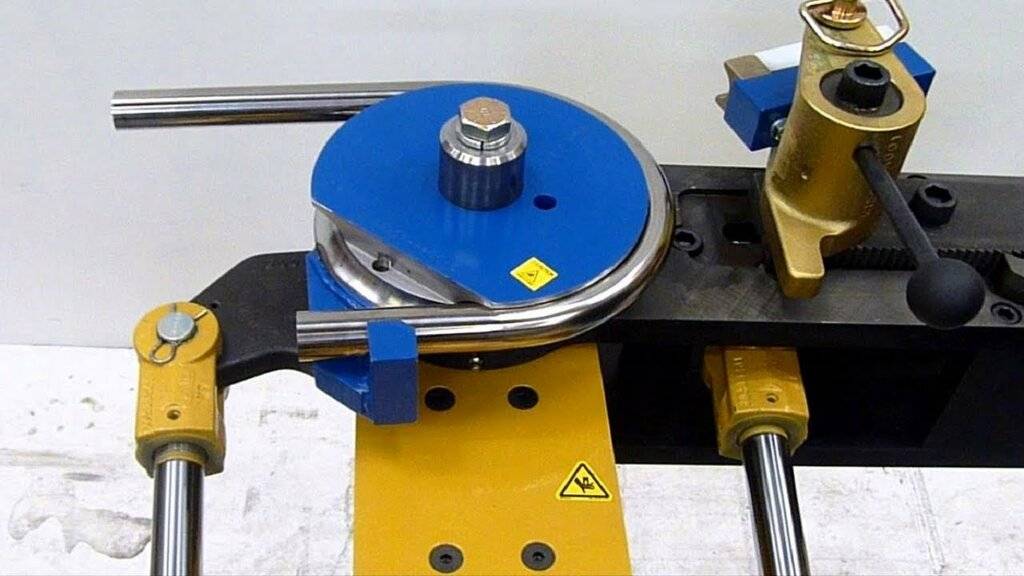
- арбалетный — рама в форме буквы «Т». В себя включает держатель трубы и подвижной рычажок, размещенный перпендикулярно. Ручной аппарат применяется как правило при монтаже отопительных и водопроводных систем. Способен загибать трубы, образовывая угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначаются для сгиба труб с меньшим диаметром, а стационарного типа применяются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб делает угол аж до 90°;
- электрический — данный тип используется в широкопрофильном смысле. Делает сгибы фактически разной сложности. Его работа полностью находится под контролем автоматикой, благодаря этому точность сгиба детали выходит образцовой.
Трубогибы — бездорновые и дорновые
При гибке любых труб, в большей или меньшей степени, образуются гофры и меняется форма отверстия на овал. Причём, чем больше угол гиба, тем крупнее величина дефектов. Для их уменьшения, а в некоторых случаях и исключения, применяется дорнование.
Для реализации этой операции применяются дорновые трубогибы. Прежде, чем рассмотреть и сравнить дорновый и бездорновый трубогибы, давайте разберёмся: что же такое «дорнование»?
Дорнование
Дорнованием (или дорнированием) называется вид обработки металлической заготовки без снятия стружки. Суть дорнования состоит в перемещении с натягом жёсткого рабочего инструмента (дорна) сквозь отверстие в заготовке. Размеры поперечного сечения дорна несколько больше аналогичного размера отверстия в обрабатываемой детали (как правило, в мягком металле труб на 0,5..2 мм). Величина превышения зависит от требований к конечному результату.
За счёт натяга в процессе обработки заготовки в ней происходят следующие изменения:
- упрочняется поверхностный слой металла в отверстии;
- сглаживаются исходные шероховатости;
- изменяются форма и размер поперечного сечения отверстия и всей заготовки в целом.
Дорнование делят на:
- поверхностное. При этом виде обработки пластически деформируется поверхностный слой металла в отверстии, что позволяет получать отверстия с точностью 6…9 квалитетов и шероховатостью до Ra = 0,32…0,04 мкм. Такое дорнование называют поверхностным пластическим деформированием (ППД);
- объёмное. Происходит деформирование по всему поперечному сечению.
Нас интересует поверхностное дорнование.
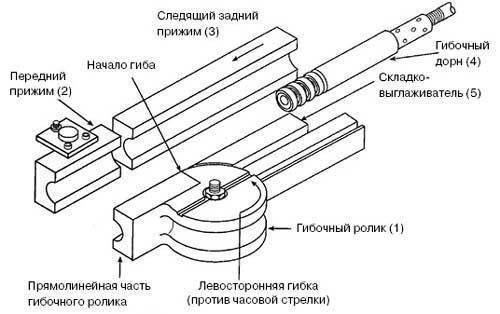
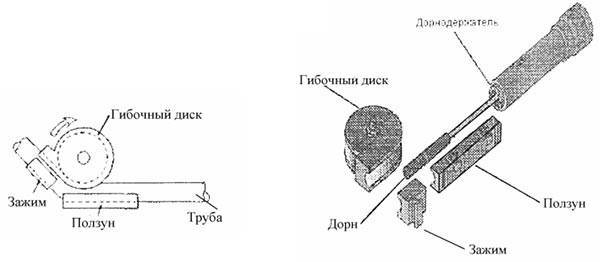
Принцип действия дорнового трубогиба
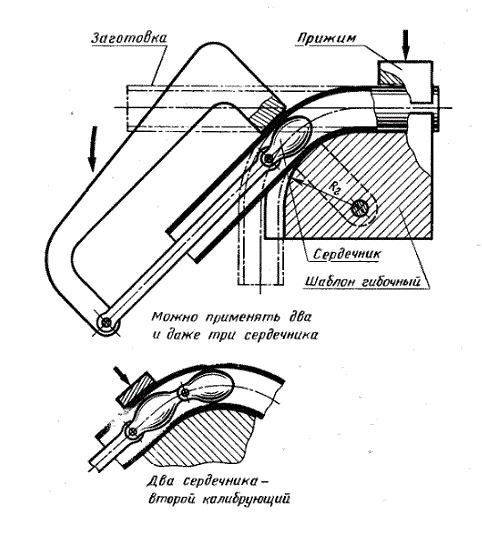
Принцип действия отражён на приведённом ниже рисунке.
Принцип действия дорнового трубогиба.
Дорн может иметь несколько сердечников: всё зависит от исходного состояния трубы и от того, до какого состояния её необходимо обработать. Сердечник должен иметь достаточное количество консистентной смазки. В некоторых случаях сердечник вращается на штоке
Очень важно правильно рассчитать размеры сердечника, так как при ошибке не только падает производительность труда, но может произойти разрушение заготовки

Трубогиб бездорновый «T — 50».
Бездорновые и дорновые трубогибы. Разница между ними.
Основная разница в наличии или отсутствии дорна и всего, что с этим связано.
Обе конструкции имеют свои достоинства и недостатки. Преимущества бездорнового трубогиба:
- простота конструкции;
- невысокая стоимость;
- возможность быстро менять оснастку на другой типоразмер;
- небольшой вес. Станок имеет массу не более 250 кг и высокую мобильность.
Недостатки бездорнового станка:
- нет возможности устранить гофру;
- отсутствие дорна не даёт возможности бороться с овальностью.
Преимуществом дорнового трубогиба является отсутствие этих недостатков. Но эти станки более массивны, для эффективной работы оснащены ЧПУ и имеют значительно более высокую стоимость.
Достоинства и недостатки установок
Очевидными преимуществами использования дорновых машин являются:
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
Принцип действия трубогиба
Трубогиб – специальный инструмент для быстрого и эффективного формирования различных трубных заготовок. С его помощью можно загибать трубы на любой угол и радиус поворота. Как правило, ограничения касаются только радиусов загиба, что меньше 2 радиусов самой трубы. То есть по сути их можно гнуть практически под углом в 90 градусов.
Это ли не показатель полезности гибочных станков. Ведь в противном случае системы пришлось бы собирать из фитингов. А это лишняя морока и формирование потенциально опасного участка (если прямые муфтовые соединения хорошо сопротивляются нагрузками, то в угловых участках они серьезно возрастают)
Современные трубогибы собирают из самых разнообразных материалов.
- арбалетного типа;
- гидравлические;
- электрические;
- самодельные;
- ручные.
И это только группировка по типу. А ведь есть еще деление по способу приложенных усилий. Вариантов, как видите, масса.
Все они используют одну и ту же схему гибки изделий, внося мелкие коррективы. Труба всегда загибается посредством ее фиксации на станке, а затем давления на один из участков.
Некоторые модели трубогибов, например, арбалетные и гидравлические, имеют одну единственную насадку, что воздействует на трубу точечно. Другие же пользуются специальными роликами, наматывающими часть изделия на себя, тем самым загибая его на нужный радиус.
Трубогибочный станок с дорном относится к последним. Но он отличается от стандартных электрических станков, так как имеет, специальное приспособление – дорн.
О применении дорновых трубогибов
Прежде чем прояснить назначение дорна и его преимущества, разберемся в процессах, что происходят внутри трубы, в момент ее изгибания. Разобравшись, вам станет проще понять, зачем же дорн собственно нужен, и почему без него иногда просто не обойтись.

Стационарный дорновый трубогиб
Итак, любая труба, как мы уже говорили, загибается посредством приложения к одной из ее частей механических усилий. А если быть проще, то давления.
В этот момент на стенках изделия действуют прямо противоположные силы. Внутренняя стенка (та что располагается в месте загиба трубы) начинает сильно деформироваться на сжатие.
На профессиональном языке говорят, что «труба пускает гофру». То есть становится волнистой, как бы сморщенной. Такая реакция – следствие накопления большого количества металла в одной из сторон, ему попросту некуда деваться, а так как изнутри заготовку ничто не стабилизирует, то выливается это в подобных ситуациях.
На внешней стенке происходят процессы иного порядка. Здесь металл растягивается, становится тоньше, что приводит к другому проблемному моменту – ослаблению в конкретной точке. При гибке на большие радиусы не исключено ослабление стенки на 50%, а то и больше.





Как результат, труба деформируется без сохранения изначальной прочности. Не всегда так бывает, но это стоит учитывать. Особенно негативным деформациям подвержены трубы тонкостенные, из мягких металлов. Тут без внутренних стабилизаторов, коим дорн по сути и является, не обойтись.
Если внутри трубы имеется стабилизатор, то гнуться она будет плавнее. Нельзя сказать, что деформации удастся полностью избежать. Закон сохранения массы и энергии четко говорит, что если где-то убавилось, то где-то прибавилось. Но последствия будут практически незаметны.
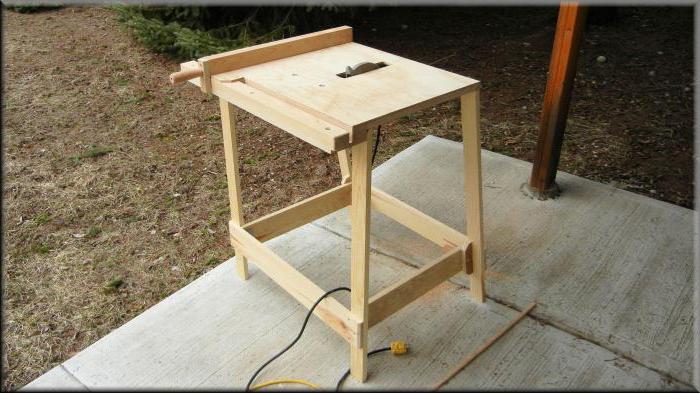
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
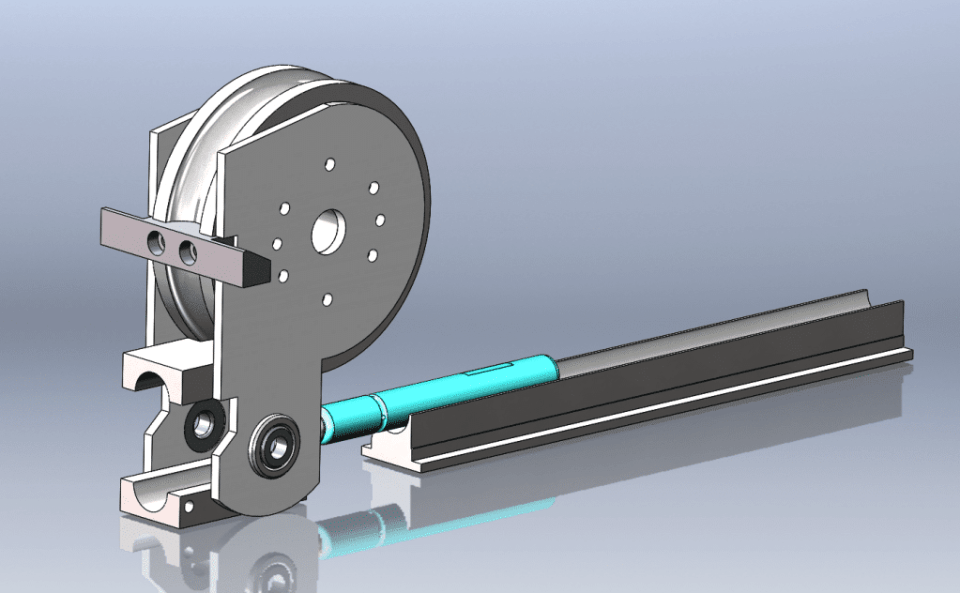
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Преимущества использования трубогибов с дорном
Чтобы понять, зачем потребовалось изобретать трубогиб с дорном, следует разобраться в том, как протекает процесс изгибания трубы и чем он для нее чреват.
Как уже говорилось выше, трубы изгибают, воздействуя на них давлением, создаваемым при помощи гидравлического, электрического или ручного привода. В стенках изгибаемого участка действуют силы, которые имеют противоположное направление. Так, стенка, расположенная на внутреннем радиусе загиба, начинает деформироваться на сжатие, в результате чего на ее поверхности образуется волнистость – гофра. Стенка изделия на внешнем радиусе загиба, наоборот, растягивается и истончается. Это, естественно, приводит к ее ослаблению, которое в отдельных случаях (при гибке на большие радиусы) может доходить до 50%.

Слева – труба, согнутая в дорновом трубогибе, справа – испорченная в простом приспособлении заготовка
В результате описанных процессов изгибаемая труба деформируется и теряет свою начальную прочность. Особенно сильно деформируются при гибке тонкостенные изделия, изготовленные из мягких металлов.
Если толстостенные стальные изделия еще можно гнуть на бездорновых приспособлениях, получая приемлемое качество сгиба, то трубогиб для тонкостенных труб, изготовленных из мягких металлов, обязательно должен быть дорнового типа. Если вы попытаетесь согнуть такое изделие без использования внутреннего стабилизатора, то гарантированно получите сильно деформированную конструкцию.
В качестве дорна, который перед началом гибки трубы вставляется в ее внутреннюю часть, используют обычно длинную металлическую пружину. Поверхность такой пружины для обеспечения лучшей стабилизации может быть покрыта слоем полиуретана.
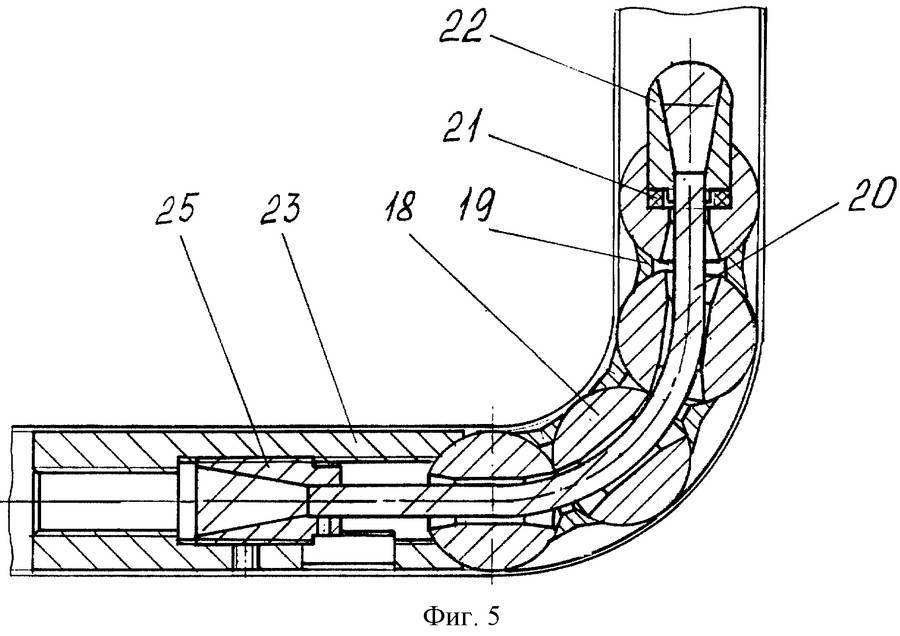
устройство для гибки труб — патент РФ 2406585
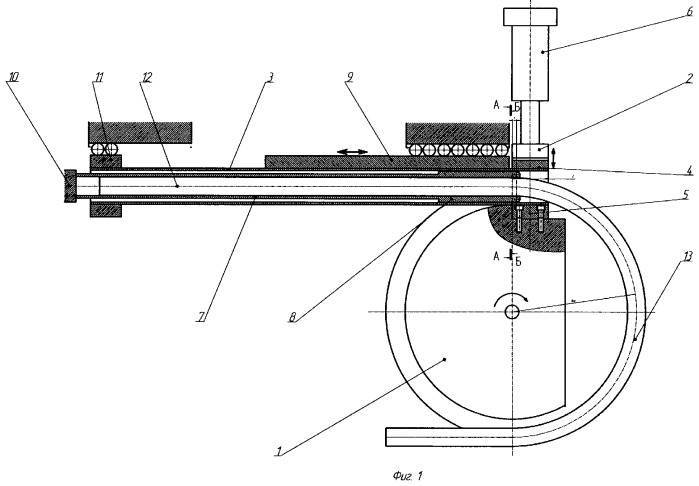
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир. Устройство содержит установленный в трубе дорн, поверхность которого снабжена приводом вращения и выполнена винтовой со скругленными выступами, осевая составляющая скорости которых совпадает по направлению и превосходит по величине линейную скорость наматывания трубы. Повышается прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы. 1 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир.
Недостаток существующего устройства заключается в том, что применение дорна, необходимого для сохранения правильной формы проходного сечения, увеличивает пассивные силы трения, в результате крутящий момент на валу копира увеличивается приблизительно на 70%, также возрастает утонение стенки изогнутой трубы.
Известные устройства для гибки труб имеют тот же недостаток: увеличение крутящего момента и утонения стенки трубы вследствие сил трения, затрудняющих осевое перемещение заготовки относительно дорна.
Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.
Сущность изобретения поясняется чертежом, на котором представлен общий вид предлагаемого устройства.
Устройство состоит из штанги 1, дорна 2 с шагом винтовой поверхности t, прижимной колодки 3, копира 4 и замка 5. Линейная скорость наматывания трубы на копир обозначена vH.




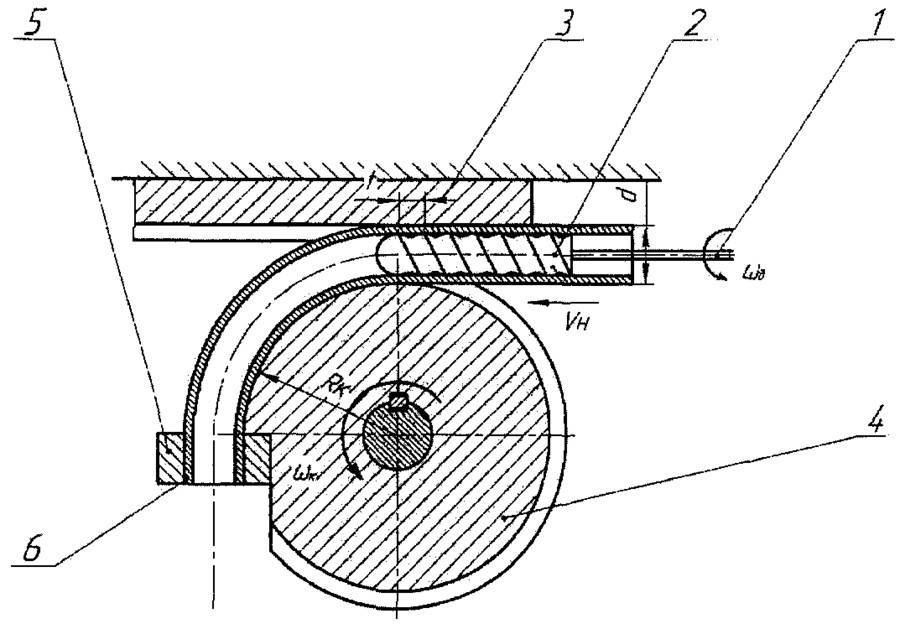



Устройство работает следующим образом. Дорн 2, установленный внутри трубы 6, вращается с угловой скоростью wд. Направление вращения правой винтовой поверхности дорна — против часовой стрелки со стороны незакрепленной части трубы. При этом осевая составляющая сил трения выступов винтовой поверхности дорна действует на трубу в направлении ее части, закрепленной в замке.
Данное устройство позволяет повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.
Источники информации
1. Авторское свидетельство СССР № 818707, кл. В21D 9/14, 1981.
2. Авторское свидетельство СССР № 619248, кл. В21D 7/02, 1978.
3. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальностям «Машины и технология об работки металлов давлением» и «Обработка металлов давлением». — М.: Машиностроение, 1989. — 304 с. — ил. — прототип.
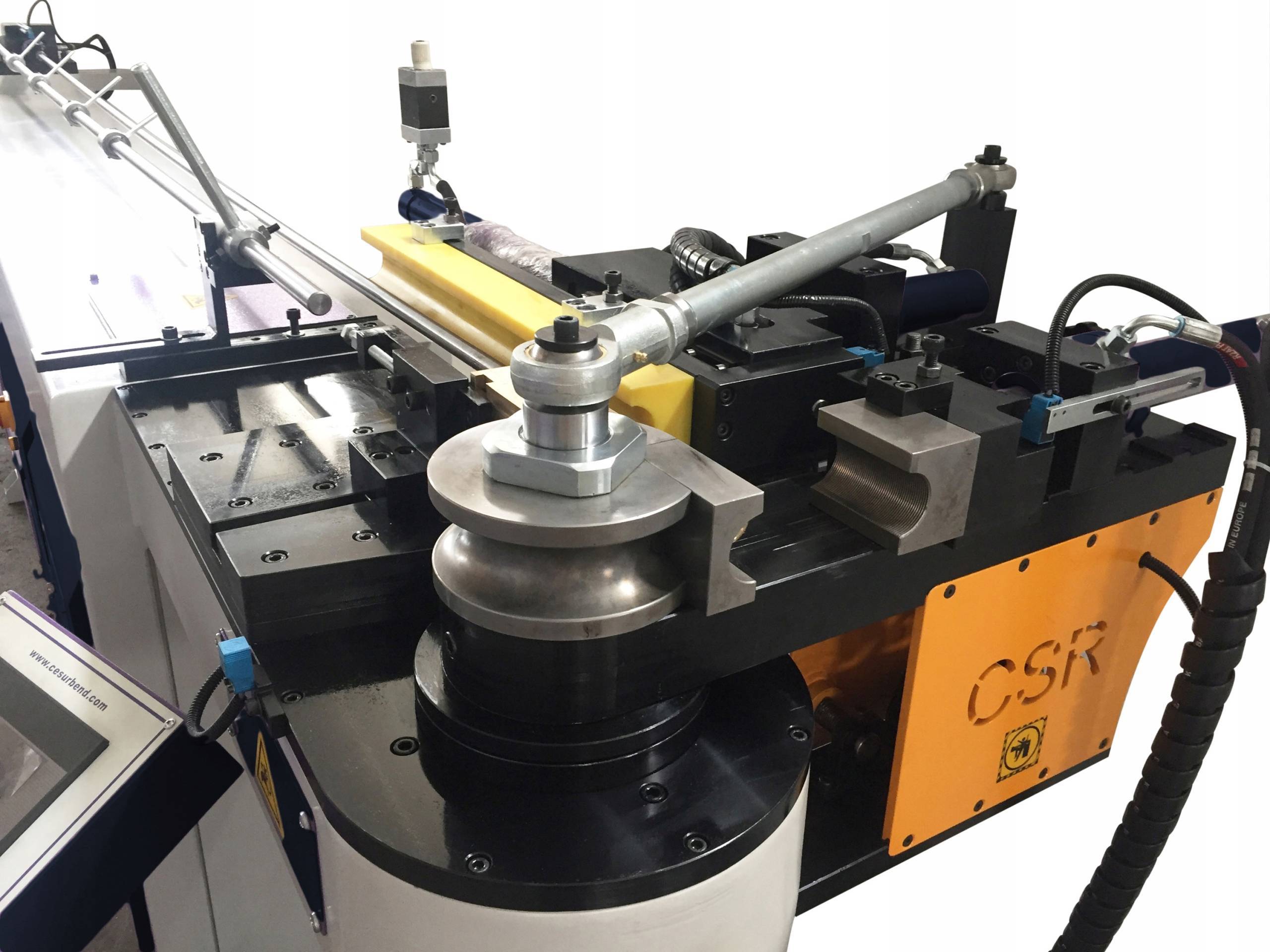
Устройство трубогиба
Конструкция агрегата достаточно сложна. В нее входят:
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Дорновый трубогиб своими руками — Металлы, оборудование, инструкции

В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
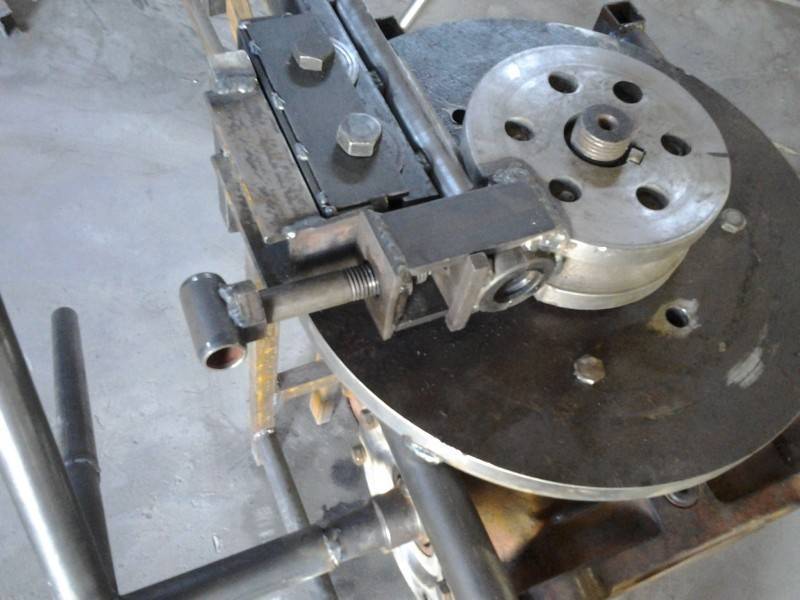
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Блог :: Гибка металла: технология :: Что такое дорн?
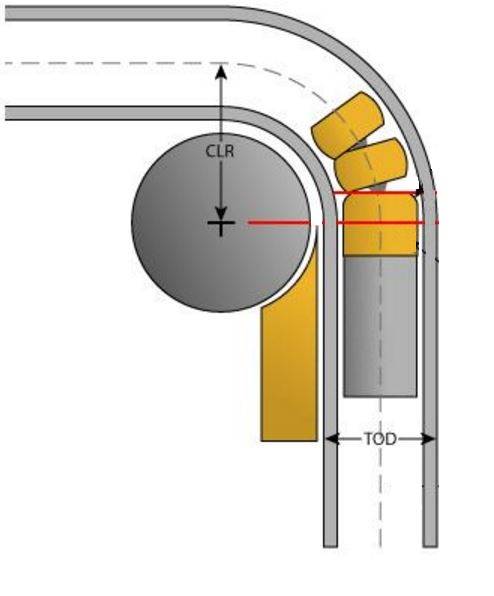
Дорн – это зачастую бронзовая (или стальная) оправка, точно подобранная по внутреннему диаметру трубы, которая во время гибки постоянно находится внутри трубы в месте гиба и не дает образовываться гофрам и складкам. Дорны бывают двух видов – шариковый (ball mandrel) и продолговатый (bulet). Это механическая составная часть гибочного станка или комплекса. Дорн помогает избежать деформации трубы при гибке.
Дорн бывает 2 видов:
- Жесткий дорн – это стержень определенной формы, по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото: результат гибки трубы с дорном, обратите внимание на неизменность толщины и формы трубы в местах гиба

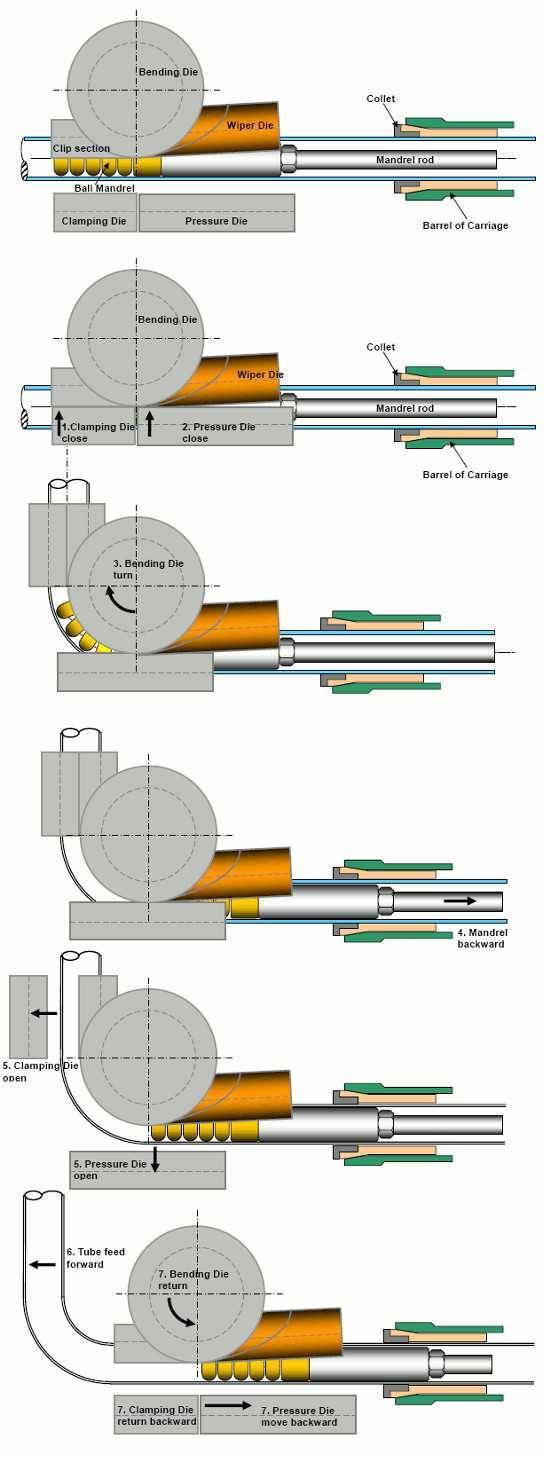
Технология гибки с дорном:

Труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами:
1) Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
2) Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков. При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять этот метод гибки, так как он более точен и предохраняет стенки от утоньшения.
В противоположность вышесказанному – гибка без дорна осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
Принцип работы дорна на примере
Какие бывают деформации при гибке труб?
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменя
Работа с трубогибами – методики
Гибку труб на станке с ЧПУ можно проводить несколькими способами. Довольно часто можно встретить станки, гибка труб в которых осуществляется методом наматывания. Зачастую – это дорновые трубогибы. Гибка таким методом довольно проста: труба вплотную прижимается к ролику для гибки, который в процессе вращения наматывает ее вокруг своей оси. Наматывание продолжают до того момента, пока изгибу трубы не будет придан нужный угол.





Бездорновый трубогиб зачастую работает по принципу обкатки трубы. Трубу укладывают посреди двух роликов, один из которых закреплен неподвижно, а второй является обкаточным. После подачи питания на трубогиб обкаточный ролик начинает двигаться вокруг неподвижного, что заставляет прижимать к нему трубу вплотную. В итоге получается нужная форма, которая задается радиусом закрепленного ролика. Бездорновые установки, как правило, используются для гибки дюймовых труб для подачи воды и газа, а также строительных толстостенных профилей.

Существует еще один метод, которым можно проводить гибку труб – это вальцевание или выдавливание. В случае вальцевания конструкция представляет собой форму арбалета. В случае применения метода выдавливания, имеются в виду трубогибы, у которых присутствуют три валика, два из которых установлены на одной прямой.

Оборудования для гибки труб в настоящее время на рынке представлено большое множество. То, какой трубогиб выбрать в конкретном случае, автоматический или полуавтоматический, будет зависеть от потребностей определенного предприятия. Данный фактор определяет, и каким будет трубогиб, дорновым или бездорновым. В любом случае, оснащение такого оборудования системой программного контроля, сделало его использование максимально комфортным, при этом на весь процесс затрачивается значительно меньше времени.
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.
 Инструмент трубогиб
Инструмент трубогиб
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием “дорн”. Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.
 Автоматизированный дорновой трубогиб
Автоматизированный дорновой трубогиб
Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.