Токарные автоматы продольного точения
Среди услуг, которые часто заказывают в компании «Техносила» – токарные работы по металлу с использованием автоматов продольного точения. Автоматы продольного точения – это наиболее распространенное название разновидности токарных станков, предназначенных для производства изделий из заготовок в виде прутка или проволоки из специальной калиброванной стали или других металлов. Операции, которые могут производить токарные автоматы продольного точения – токарные и сверлильные операции, расточка и нарезание резьбы, фрезерование пазов, шлицов, площадок в изделиях.
Технические характеристики | Tornos М7, R10, R16 | 1Б10а |
|---|---|---|
Максимально обрабатываемая длина, мм | 60/100/150 | 60 |
Максимально обрабатываемый диаметр, мм | 7/10/16 | 60 |
Максимальная частота вращения шпинделя, об/мин | 10000/8000/5450 | 10000 |
Количество инструмента, ед | 5/5/5 | 18 |

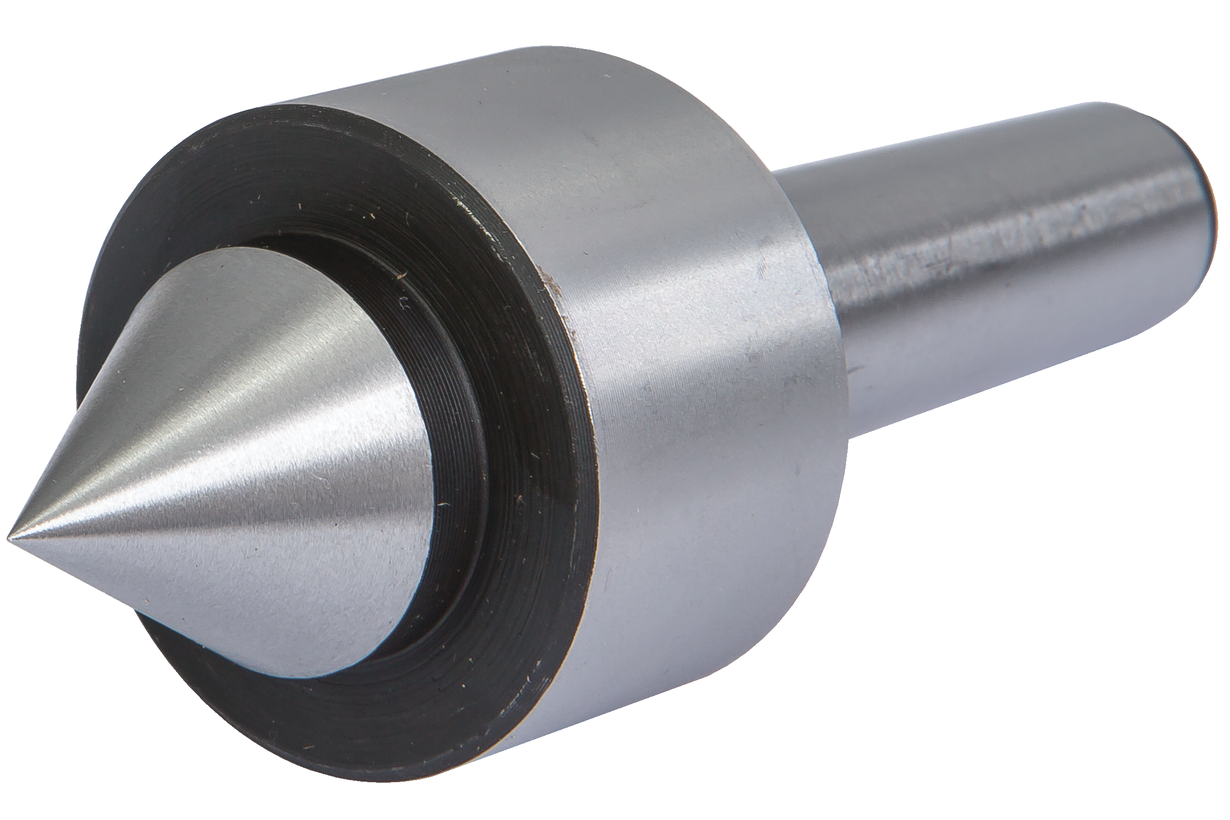
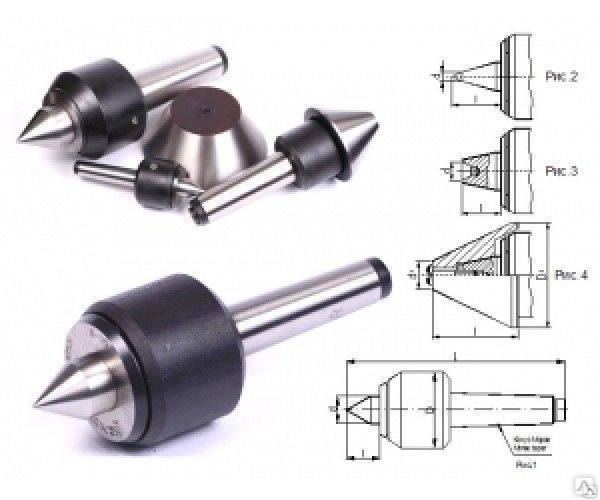
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.

Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Нормальный, обратный, вращающийся токарный центр
Центр токарный
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. .37, б).
Рис 37 — Центры: а — нормальный, б — обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот — 65%, мел — 25%, сера — 5%, графит — 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
Рис. 38 — Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
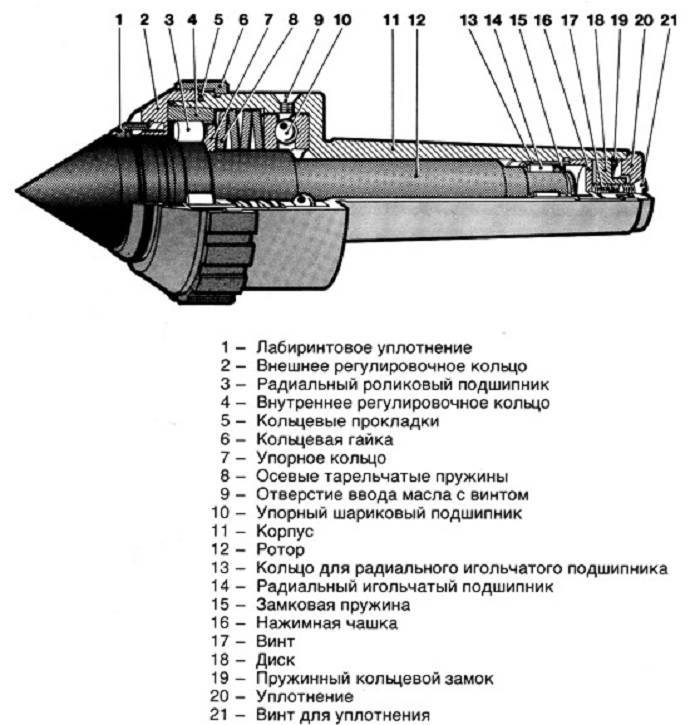
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 39 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
Разновидности токарных обрабатывающих центров
По способу управления такое оборудование подразделяется на следующие виды:
— полуавтоматические;
— автоматические;
— с ЧПУ.

Токарные обрабатывающие центры с полуавтоматическим управлением
При полуавтоматическом управлении технологические работы по обработке одной заготовки в пределах одного рабочего цикла выполняются автоматически. Однако при этом имеется необходимость вмешательства оператора для смены инструмента, загрузки и выгрузки заготовки. Поэтому они не подходят для работы в условиях серийного производства.
Токарные обрабатывающие центры с автоматическим управлением
В этом случае, работы по обработке заготовки выполняются в автоматическом режиме не только в пределах одного цикла, но всего рабочего процесса. Обычно входят в состав конвейерных линий по выпуску продукции.
Токарные обрабатывающие центры с ЧПУ
Такие центры были рассмотрены выше. Поэтому здесь стоит отметить, что этот вид машин больше всего подходит на звание универсальных агрегатов. Их возможности по сути ограничены управляющей программой, числом позиций револьверной головки, и степенями свободы перемещения направляющих. По сути, некоторые модели способны заменить целый технологический цикл производства изделия.
Преимуществом такого оборудования является то, что оно способно выполнить наибольшее количество технологических работ за один проход. Это позволяет сократить время изготовления конечного изделия, и снизить его себестоимость. Закрытое исполнение центра обеспечивает безопасность при проведении обработки. Применение таких центров дает возможность сократить производственные площади.
Вращающиеся центра SARAL TOOLS
| Центр вращающийся Saral Tools MK 2 | Артикул SLRC-4101 | Скорость вращения | В наличии | 2 223 q 65 BYN 10 457 KZT 2 120 KGS 13 085 AMD $24 20 € | ||
| Центр вращающийся Saral Tools MK 3 | Артикул SLRC-4100 | Скорость вращения | В наличии | 2 520 q 73 BYN 11 854 KZT 2 403 KGS 14 833 AMD $28 23 € | ||
| Центр вращающийся Saral Tools MK 2 | Артикул SLRC-9015 | Скорость вращения | В наличии | 2 890 q 84 BYN 13 594 KZT 2 756 KGS 17 011 AMD $32 26 € | ||
| Центр вращающийся Saral Tools MK 1 | Артикул SLRC-4114 | Скорость вращения | Под заказ | 6 596 q 192 BYN 31 027 KZT 6 290 KGS 38 826 AMD $74 61 € | ||
| Центр вращающийся (7 насадок) МК 2 | Артикул SLRC-0161 | Скорость вращения | В наличии | 7 189 q 210 BYN 33 817 KZT 6 855 KGS 42 317 AMD $80 66 € | ||
| Центр вращающийся Saral Tools MK 3 | Артикул SLRC-0162 | Скорость вращения | Под заказ | 7 560 q 221 BYN 35 562 KZT 7 209 KGS 44 500 AMD $84 70 € |
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.








В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
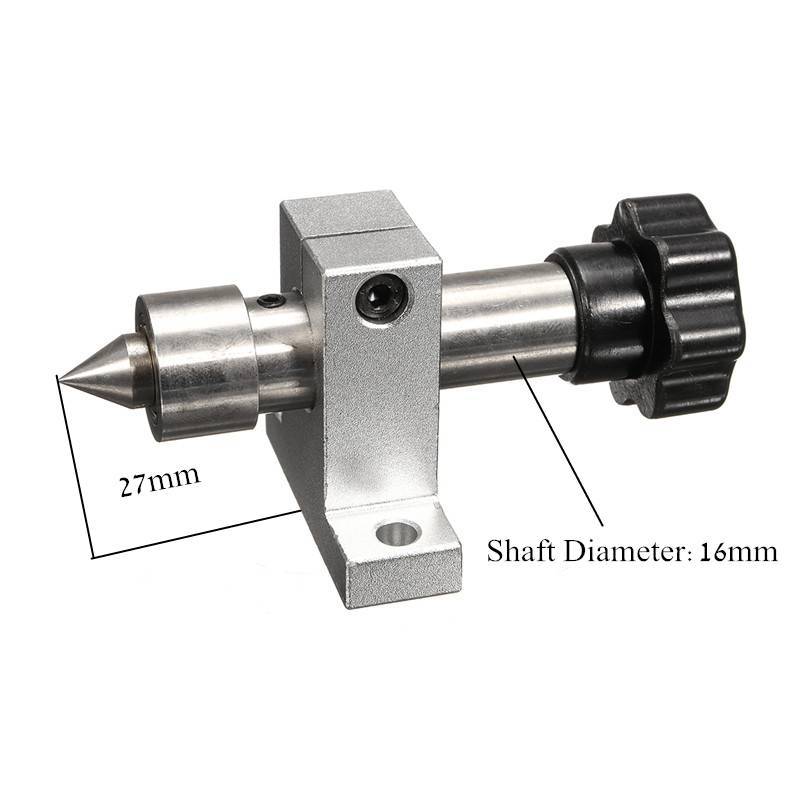
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
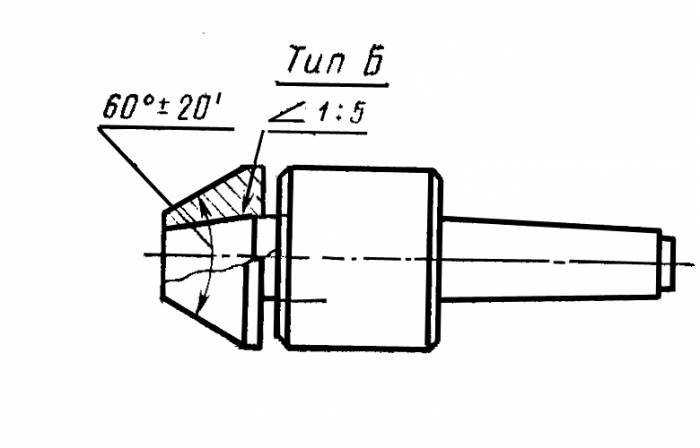
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
Упорный со срезанным конусом — используются при подрезании торца
Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
С вращающейся гайкой — для удобства извлечения из задней бабки
Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
На какие основные параметры необходимо обратить внимание при выборе токарного станка?
Мощность основного токарного шпинделя и развиваемый шпинделем крутящий момент: более мощный, высокомоментный шпиндель позволит повысить производительность, особенно при «тяжелой» обработке (деталей больших диаметров, обработке труднообрабатываемых материалов, обработке с большой глубиной и подачей резания).
Максимальное число оборотов токарного шпинделя: более оборотистый шпиндель сделает обработку деталей малого диаметра более производительной по сравнению с низкооборотистым шпинделем, так как позволит в полной мере реализовать возможности современного металлорежущего нструмента.
Размеры рабочей зоны: максимальный обрабатываемый диаметр, устанавливаемый диаметр заготовок, расстояние между центрами.
Размер шпинделя: диаметр передней опоры шпинделя, а также проходного отверстия в нем: больший диаметр проходного отверстия в шпинделе позволит работать с прутковой заготовкой большего диаметра, а больший типоразмер шпинделя обеспечивает большую допустимую массу устанавливаемой заготовки.
Величины рабочих и ускоренных подач по всем осям станка.
Тип направляющих: направляющие скольжения или направляющие качения, размеры направляющих.
Точность позиционирования и повторяемость по осям.
Общая масса оборудования, как косвенный критерий жесткости оборудования: выше масса – выше жесткость и производительность.
Наличие дополнительного оборудования: система автоматической привязки инструмента и обмера детали, система подачи СОЖ под требуемым давлением, мониторы нагрузки, системы гашения вибрации, системы компенсации температурных расширений.
Современная система ЧПУ: удобный графический HMI-интерфейс, системы графической симуляции обработки в реальном времени, системы контроля и предотвращения столкновений, а также возможность подключения станка к MES-системе.
Классы точности токарной обработки
Квалитет (класс точности) – параметр, определяющий поле допуска по точности для всех номинальных размеров. С помощью этой характеристики устанавливается точность токарной обработки и иных производственных операций. Каждой ступени градации свойственно свое значение допусков системы.
Всего в классификации существует 19 квалитетов: самый высокий 01, самый низкий – 17. Для ответственных деталей и соединений возможно применение класса не ниже 10, и чем меньше размер детали, тем строже требования к допуску.
7 квалитет используется для оценки точных ответственных соединений в приборостроении и машиностроении (деталей двигателей внутреннего сгорания, металлорежущих станков и измерительных приборов).
Квалитеты 5-6 могут применяться для измерения высокоточных ответственных соединений (подшипников качения, шеек коленчатых валов, шпинделей прецизионных и точных металлорежущих станков).
Квалитеты 2-4 оптимальны для оценки гладких калибров-пробок и калибров-скоб.
01, 0 и 1 классы точности позволяют установить допуски для плоскопараллельных концевых мер длины.
Токарное оборудование, которое использует компания «Техносила», позволяет выпускать изделия с квалитетом до 7 – данные классы точности в токарной обработке применимы даже для самой требовательной к качеству продукции.
Ознакомьтесь с нашим прайс-листом токарных работ на ЧПУ-станках и заполните форму заказа ниже – мы перезвоним вам для уточнения деталей.

Что делать, если в семье случилось горе?
Не стоит отчаиваться и опускать руки. Необходимо привлечь к решению проблемы профессиональных врачей. В домашних условиях лечение алкоголизма и наркомании практически невозможно. Этому мешает ряд факторов: привычная среда, давление со стороны семьи, соблазн и общее состояние организма, требующего новую дозу. Наркологическая клиника в Москве «Ключи» гарантирует положительный результат на любых стадиях заболевания. В нашем центре с пациентами работают только компетентные психологи. Мы занимаемся лечением и реабилитацией зависимых людей с 2003 года, совершенствуясь и развиваясь в этом направлении каждый день.









Надежда на будущее – то, что получают наши пациенты после обретения свободы от наркотиков и алкоголя. В клинике они учатся жить с новыми целями, получать позитив из других источников, познавать мир в трезвом состоянии. Центр реабилитации поможет почувствовать твердую почву под ногами и навсегда забыть о вредном пристрастии.
Круглосуточную наркологическую консультацию может получить родственник или сам пациент. Специалисты клиники выслушают и дадут советы исходя из сложившейся ситуации.
Бесплатная консультация нарколога (психолога): Задать вопрос
Виды токарных центров
Провести фиксацию нужного инструмента в пиноли можно собственными руками. Для выполнения данной работы понадобиться пару минут, и выполнить ее можно лично. Согласно ГОСТ можно выделить такие варианты:
- настойчивый. ГОСТ определяет то, что наконечник и хвостовик имеют фактически аналогичный диаметр. Устройство такой конструкции определяет то, что наконечник делают из закаленной стали или твёрдого сплава согласно ГОСТ 13214-79.
- грибковый вариант немного выделяется от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 существует два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник дает возможность применять рассматриваемое устройство для крепежа тел вращения с пустотелыми торцевыми отверстиями при обработке.
При точении во время большой центробежной силе сделать самые лучшие условия можно при использовании центра, в конструкции которого есть подшипник. Аналогичная оснастка бывает разнообразная: грибковый или настойчивый центр также имеют подшипник.
Есть более непростые виды оснастки для установки в пиноли, которые могут иметь, например, устройство чтобы провести измерения прижимной силы. Сделать собственными руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не влияет на возможность применения пиноли.
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-4-Н с насад. З0-70
Добавить к сравнению
| Выберите центр | Б-1-2-Н с насад. 25-60 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-Н с насад. 32- 80 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
|---|
Виды токарных центров
По действующим стандартам ГОСТ выделяют следующие виды центров для токарных работ:
- Упорный – хвостовик и наконечник имеют одинаковые габариты. Переднюю часть производят из закаленной стали или очень прочного сплава. Актуален для работы с заготовками, имеющими центровые отверстия.
- Грибковый – отличается от предыдущего варианта наконечником большего диаметра с усеченным рабочим конусом. Данный вид может иметь два типа наконечников: с центрированным валиком либо с насадкой для него. Грибковый центр подходит для обработки элементов с внутренним отверстием, например, полых валов или труб.
Согласно ГОСТ 8742-75, по конструкции оснастка бывает:
- с постоянным центрированным валиком;
- со сменной насадкой.
Угол конуса может составлять 60° или 90°. Его выбирают в зависимости от режима заточки: для обычных работ подходит деталь с углом 60°, для тяжелых — 90°.
Для обработки пустотелых заготовок используют рифленые центры, а для подрезки торца – оснащение с выточкой. Элементы сложной геометрической формы часто не могут быть прочно закреплены в патронах. В этом случае применяются планшайбы. На ней обрабатываемые заготовки фиксируют и центрируют с помощью сменных прихватов и крепежных болтов.
Эксплуатационные особенности
При работе на токарном оборудовании важно учитывать некоторые правила применения центров:
- выбирая класс точности элементов, следует предусмотреть запас на погрешности биения из-за ряда причин: слабая жесткость, износ подшипников;
- проверить правильность установки можно подручными способами: следует положить под центр белый лист бумаги и оценить совпадение осей;
- при соударении конус шлифуется по месту с проверкой по шаблону;
- биение при вращении приводит к ударам детали относительно оси – это исключают применением неподвижного аналога.
Перечисленные правила помогут начинающим токарям произвести точную обработку деталей.
Цена токарных центров
Цены на вращающиеся начинаются от 1400 рублей, на неподвижные – от 500 рублей. Стоимость зависит от производителя и от того, для какого типа работ предназначено оснащение. Для тех, кто собирается купить токарные комплектующие, в таблице приведены ориентировочные цены.
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 550 | |
| Вращающийся | МК-2 | 1800 | ||
| МК-5 | 3000 | |||
| для средних работ | МК-3 | 2000 | ||
| для легких работ | МК-2 | 2800 | ||
| для тяжелых работ | МК5 | 3000 | ||
| Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 | |
| Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.








Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
пример — шпиндель «картриджного» типа | пример — шпиндель с валами и шестернями коробки скоростей |
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Типы токарных центров
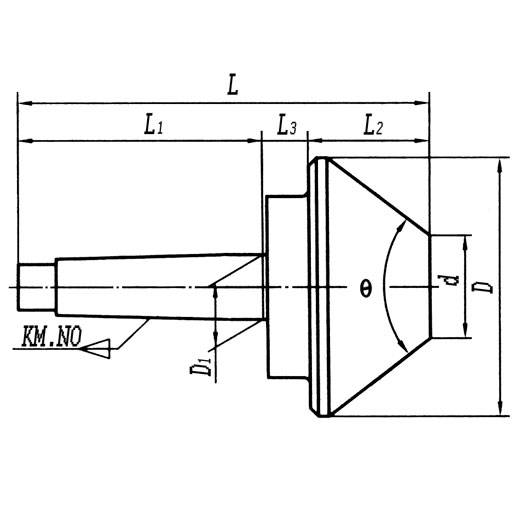
Отечественными производителями изготавливают центры вращающиеся в соответствии с требованиями ГОСТ 8742-75. Согласно этому нормативному документу они могут иметь два типа конструкции:
- с постоянными центровыми валиками (тип А)
- с насадками на центровые валики (тип Б)
Применение быстросъёмных насадок типа Б позволяет использовать один и тот же вращающийся центр для токарного станка при обработке деталей, несущественно отличающихся по продольному размеру.
Насадки обоих типов производят в 2 модификациях – с центровым валиком с конусом 60° или с центровым валиком с конусом 60°, расточенным дополнительно под конус 30°. Таким образом, стандартом регламентированы 4 основных комбинации параметров. Кроме того, различаются центры станочные вращающиеся по жёсткости конструкции (стандартная, повышенная), по точности изготовления.