Особенности брусующих станков:
- Все брусующие станки «серии СБР» являются станками проходного типа, и отличаются между собой мощностью электродвигателей, диаметром, количеством и расположением пил.
- Брусующие станки не требуют сортировки леса – расстояние между пил можно менять прямо на работающем станке.
- Пилы на станке устанавливаться на валы, которые синхронно сводятся/разводятся относительно центра бревна за счет вращения рукоятки. Передача крутящего момента с электродвигателя на вал происходит за счет клиноременной передачи, что сглаживает ударные нагрузки на подшипники электродвигателя во время пиления.
- Скорость пиления станка зависит от мощности установленных двигателей, диаметра и сорта (сосна, береза, осина) распиливаемого бревна и изменяется в пределах от 4 до 25 м\мин.
- Скорости подачи материала на брусующем станке меняется с помощью плавной или автоматической регулировки. При плавной регулировке в зависимости от нагрузки на пилы, по показаниям амперметра, устанавливается оптимальная скорость подачи. В автоматическом режиме станок сам устанавливает оптимальную скорость подачи. Оптимальную скорость подачи позволяет достигнуть такого режима работы, при котором электродвигатель станка и пилы работают без перегрузки в оптимальном режиме. В результате, срок службы пил увеличивается, а затраты на их обслуживание сокращаются.
- Частота вращения пилы рассчитывается исходя из линейной скорости реза зуба на которую рассчитана пила (обычно от 65 до 85 м\с) и достигается за счет разницы в диаметре шкивов установленном на электродвигателе и пильном валу.
- Брусующие станки «серии СБР» являются надежными станками и могут работать при температуре -30 градусов за счет отсутствия в их работе элементов гидравлики и пневматики.
- Возможна установка системы аспирации для удаления опила с помощью пылевого вентилятора №3.15 (3 кВт), ленточного и скребкового транспортера для удаления опила.
Простая и надежная конструкция брусующих станков СБР-2П-800(2 дв. х 15 кВт), СБР-2П-800(2 дв.х 18,5 кВт), СБР-2П-1000(2 дв.х 22 кВт), СБР-4П-1000 (2 дв.х 30 кВт), СБР-4П-630 (2 дв.х 22 кВт, 2 дв.х 18,5 кВт) и СБР-8П-630 (2 дв.х 22 кВт, 2 дв.х 18,5 кВт) позволяет работать на них долгое время при неизменно высоком качестве получаемой продукции.
Брусующие станки имеются в наличии или срок изготовление заказа – до 7 рабочих дней.
Описание товара:
Станки для профилирования бруса СБП-200, принцип работы: После того как кругляк распускается на поворотных дисковых пилорамах, Вы получаете доски и брус с высоким качеством геометрии. Далее полученный брус крепится при помощи специальных зажимов вручную расположенные на направляющих СБП-200. Сначала производится строгание двух поверхностей параллельно расположенных относительно друг друга, а затем производится профилирование. Также часто станки для профилирования бруса используют в комплексе с ленточными пилорамами, что позволит значительно сократить стоимость затрат на оборудование.
Станок для профилирования бруса СБП-200, состоит из: — станок для строгания; — станок для профилирования бруса; — направляющие; — фрезы (дополнительные фрезы можно купить на нашем сайте).
Станок для профилирования бруса СБП-200, преимущества: — разумная цена; — высокая производительность; — быстрая окупаемость; — простота конструкции; — возможность купить данную модель в любой точке России, СНГ и странах дальнего зарубежья.
На нашем сайте можно заказать и другое оборудование в т.ч. для строгания доски. Наш завод работает с 1996 года и имеет большой опыт в производстве деревообрабатывающего оборудования, что позволяет удовлетворить любые потребности клиента в лесопилении и деревообработке.
Станки для профилирования бруса работающие по принципу «четырехсторонний » существенно отличаются от данной модели, но цена на такое оборудование в несколько раз выше, чем оборудование для производства профилированного бруса СБП-200, при этом СБП-200 для изготовления профильного бруса ничем не уступает своим конкурентам. Купить деревообрабатывающее оборудование производства ЭНЕРГОТЕХ – это гарантия успешного производства и высокого качества выпускаемой продукции! Приобрести Брусопрофилировочный станок СБП 200 можно у наших дилеров в Москве, Екатеринбурге, Санкт-Петербургу, Уфе, Красноярск.
Классификация
Существует огромное количество различных моделей. Брусующие конструкции могут классифицироваться по следующим показателям:
- По мощности установленного электродвигателя. Важным элементом конструкции является электродвигатель, от характеристик которого зависит производительность, электропотребление, надежность брусовального станка, а также возможность его использования в бытовых условиях.
Компоновка конструкции определяет возможность ее установки в помещении. Большая часть моделей имеют компоновку, при которой конструкция имеет вытянутую форму. Однако есть и другие варианты исполнения.
- Габаритные размеры могут быть самыми различными. Она зависит от того, каких размеров заготовки предусмотрено подавать в зону резания. Габаритные размеры определяют возможность использования оборудования в том или ином помещении, а также некоторые эксплуатационные особенности.
- Особенности режущего инструмента. В рассматриваемом оборудовании в качестве режущего инструмента используются диски, которые могут иметь различные размеры. Зачастую можно устанавливать диски с диаметральным размером из различного диапазона.
Станок для тонкомера брусовальный производят без учета какой-либо стандартизации. Другими словами, можно встретить самые разные компоновки, размеры, показатели мощности подобного оборудования. Именно поэтому при выборе следует руководствоваться определенными рекомендациями, о которых поговорим далее подробно.
Подробнее о брусующих станках
Перечисленные в предыдущем пункте сильно отличаются не только по стоимости, но и по эксплуатационным показателям (таким как скорость обработки материала)
Так что при выборе станка внимание нужно обращать не только на его цену
Сравнение станков разных типов
Каждый из перечисленных типов станков имеет свои преимущества.
Удобнее сравнивать их по нескольким критериям:
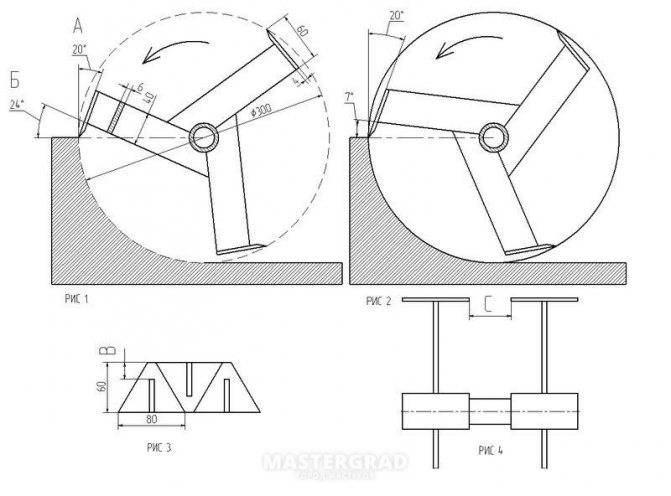
выход материала – под этим подразумевается, насколько полно используется древесина бревна. Самыми невыгодными с этой точки зрения можно считать фрезерно-брусующие станки – в нем не используется сбеговая часть подаваемого ствола, а значит, часть древесины идет в отходы. Остальные типы оборудования в этом вопросе находятся примерно на одном уровне, позволяя получать не только брусья, но и деревянные доски разной толщины;
Подобную схему раскроя невозможно реализовать на фрезерном брусующем станке
скорость подачи – указывается в м/мин и сильно зависит от конструкции устройства. Например, брусующие станки проходного типа обеспечивают подачу бревна со скоростью примерно 15-20 м/мин, пилорамы имеют приблизительно такую же производительность, аутсайдером можно считать горизонтальные ленточнопильные устройства (всего лишь до 10 м/мин)
Прочие виды станков обеспечивают подачу в широком диапазоне до 60-80 м/мин; настройка оборудования – в процессе работы приходится перенастраивать станок под разные размеры пиломатериалов, так что это важно. Фрезерные брусующие станки, например, особой настройки не требуют – достаточно просто переместить фрезы, а вот под пилораму потребуется устройство отдельного фундамента, да и с пилами работать сложнее; станок для изготовления бруса изготовления бруса будет работать с разными диаметрами бревен, так что стоит учесть и максимально допустимый диаметр ствола. Например, проходные круглопильные станки чаще всего имеют ограничение по максимальному диаметру 32 см в комлевой части
Например, проходные круглопильные станки чаще всего имеют ограничение по максимальному диаметру 32 см в комлевой части
Например, проходные круглопильные станки чаще всего имеют ограничение по максимальному диаметру 32 см в комлевой части.
Особое внимание стоит обратить на максимальный диаметр бревна
Выбор брусующего станка
Звучит банально, но при выборе учитывать нужно соотношение запросов и возможностей оборудования. Например, если необходимо оборудовать небольшую мастерскую на участке, то имеет смысл выбрать станок не очень дорогой (пусть и с меньшей скоростью подачи), но простой в настройке. Для средних габаритов лесопилки решающее значение приобретает уже скорость обработки бревна и качество.









Учитывая эксплуатационные характеристики перечисленных типов бревнопильных устройств, можно сформулировать ряд рекомендаций по выбору в зависимости от масштаба производства:
для частной лесопилки подойдут горизонтальные ленточные модели;
Для небольшой лесопилки этого вполне достаточно
- поточное лесопиление может производиться разными типами станков, все зависит от производительности: 20-50 м3/см – кареточные дисковые, 20-80 м3/см – пилорама, а если нет желания заниматься сортировкой бревна, то подойдет вертикальный ленточный станок, 100-200 м3/см – понадобится организация потока из нескольких бревнопильных устройств;
- если необходимо работать с крупными диаметрами стволов, то оптимальный выбор – горизонтальный ленточный станок (диаметр ствола может составлять до 1,2 м).
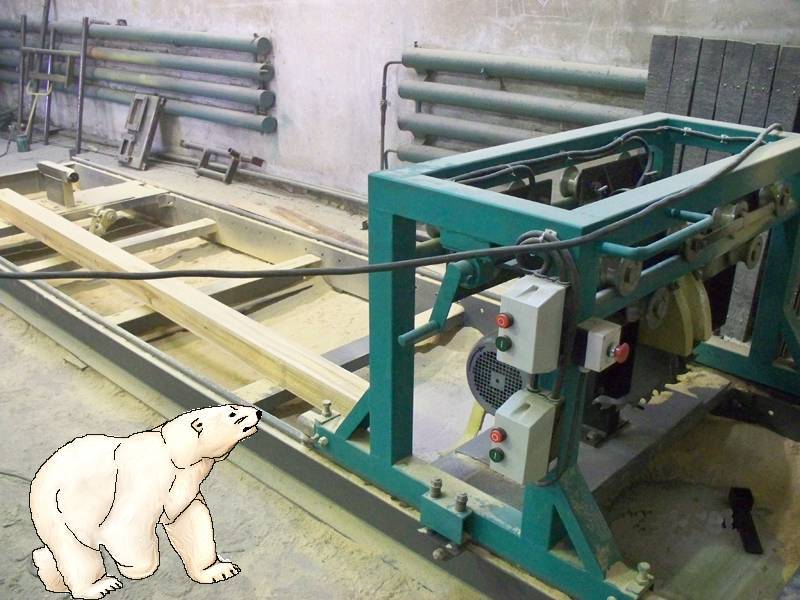
Нелишним будет и небольшой мини-станок БРУС-1, он позволит с ювелирной точностью вырезать на боковых поверхностях бруса пазы различной формы. Если на производстве выпускаются пиломатериалы для строительства деревянного брусового дома, то с его помощью можно выбрать пазы для замковых соединений отдельных брусьев.
БРУС-1 в действии
https://youtube.com/watch?v=oa4rOE3JydY
Особенности брусующих станков:
- Все брусующие станки «серии СБР» являются станками проходного типа, и отличаются между собой мощностью электродвигателей, диаметром, количеством и расположением пил.
- Брусующие станки не требуют сортировки леса – расстояние между пил можно менять прямо на работающем станке.
- Пилы на станке устанавливаться на валы, которые синхронно сводятся/разводятся относительно центра бревна за счет вращения рукоятки. Передача крутящего момента с электродвигателя на вал происходит за счет клиноременной передачи, что сглаживает ударные нагрузки на подшипники электродвигателя во время пиления.
- Скорость пиления станка зависит от мощности установленных двигателей, диаметра и сорта (сосна, береза, осина) распиливаемого бревна и изменяется в пределах от 4 до 25 м\мин.
- Скорости подачи материала на брусующем станке меняется с помощью плавной или автоматической регулировки. При плавной регулировке в зависимости от нагрузки на пилы, по показаниям амперметра, устанавливается оптимальная скорость подачи. В автоматическом режиме станок сам устанавливает оптимальную скорость подачи. Оптимальную скорость подачи позволяет достигнуть такого режима работы, при котором электродвигатель станка и пилы работают без перегрузки в оптимальном режиме. В результате, срок службы пил увеличивается, а затраты на их обслуживание сокращаются.
- Частота вращения пилы рассчитывается исходя из линейной скорости реза зуба на которую рассчитана пила (обычно от 65 до 85 м\с) и достигается за счет разницы в диаметре шкивов установленном на электродвигателе и пильном валу.
- Брусующие станки «серии СБР» являются надежными станками и могут работать при температуре -30 градусов за счет отсутствия в их работе элементов гидравлики и пневматики.
- Возможна установка системы аспирации для удаления опила с помощью пылевого вентилятора №3.15 (3 кВт), ленточного и скребкового транспортера для удаления опила.
Простая и надежная конструкция брусующих станков СБР-2П-800(2 дв. х 15 кВт), СБР-2П-800(2 дв.х 18,5 кВт), СБР-2П-1000(2 дв.х 22 кВт), СБР-4П-1000 (2 дв.х 30 кВт), СБР-4П-630 (2 дв.х 22 кВт, 2 дв.х 18,5 кВт) и СБР-8П-630 (2 дв.х 22 кВт, 2 дв.х 18,5 кВт) позволяет работать на них долгое время при неизменно высоком качестве получаемой продукции.
Брусующие станки имеются в наличии или срок изготовление заказа – до 7 рабочих дней.
Фрезерно-брусующие станки
Решить вопрос с минимальными затратами при повышенном количестве операций могут фрезерно-брусующие станки. Как и все фрезернопильное оборудование, они так же относятся к оборудованию специализированному, и эффективность этих станков проявляется в конкретных, четко определенных условиях. Преимущество таких станков перед другим оборудованием проявляется при необходимости распилить прямое тонкомерное бревно, имеющее диаметр от 12 до 16 см. Более высокая производительность и предельно простая технология играют тут существенную роль.
Принцип работы
Агрегат представляет собой систему шпинделей или валов для установки фрез, и ножевых валов. Подачу бревен и их базирование относительно фрез обеспечивает конвейерный подающий механизм.
Друг от друга станки отличаются по типу некоторых элементов конструкции:
- конвейерные подающие устройства;
- фрезерный инструмент;
- компоновка узлов в пространстве;
- конструктивное решение устройств базирования.
Фрезы и ножевые валы
Техническая функция этих элементов состоит в том, что бревно, прошедшее через фрезерование, превращается в итоге в брус. Для этого выполняется фрезерование боковых поверхностей бревна. Фрезерованная древесина так же проходит одновременную обработку, превращаясь в технологическую щепу.
Последовательная установка фрезерно-брусующих станков обеспечивает переработку бревна последовательно сначала в двухкантный, а затем уже в четырехкантный брус.
Чтобы фрезерно-брусующие станки помогли упростить транспортные коммуникации цеха, перерабатывая горбыль в щепу, и создать более точные технологические базы, которые обеспечивают лучшие условия для дальнейшей переработки брусьев, необходимо найти для станка правильное место установки. Агрегаты этого типа хорошо компонуются в один потом с таким оборудованием, как лесопильная рама, ленточнопильный станок и круглопильный станок.
Отдельная разновидность оборудования – фрезерно-обрезные станки, которые измельчают кромки необрезанных досок или же с помощью фрезерования обрезают доску из горбылей.
Применение этого оборудования решает проблему упрощения транспортных потоков в цехах, позволяет ликвидировать конвейеры для перемещения реек и обеспечивает оптимальное использование площади производства.
Чтобы заполнить цех эффективными и современными станками, обращайтесь в компанию «АСТехнология».
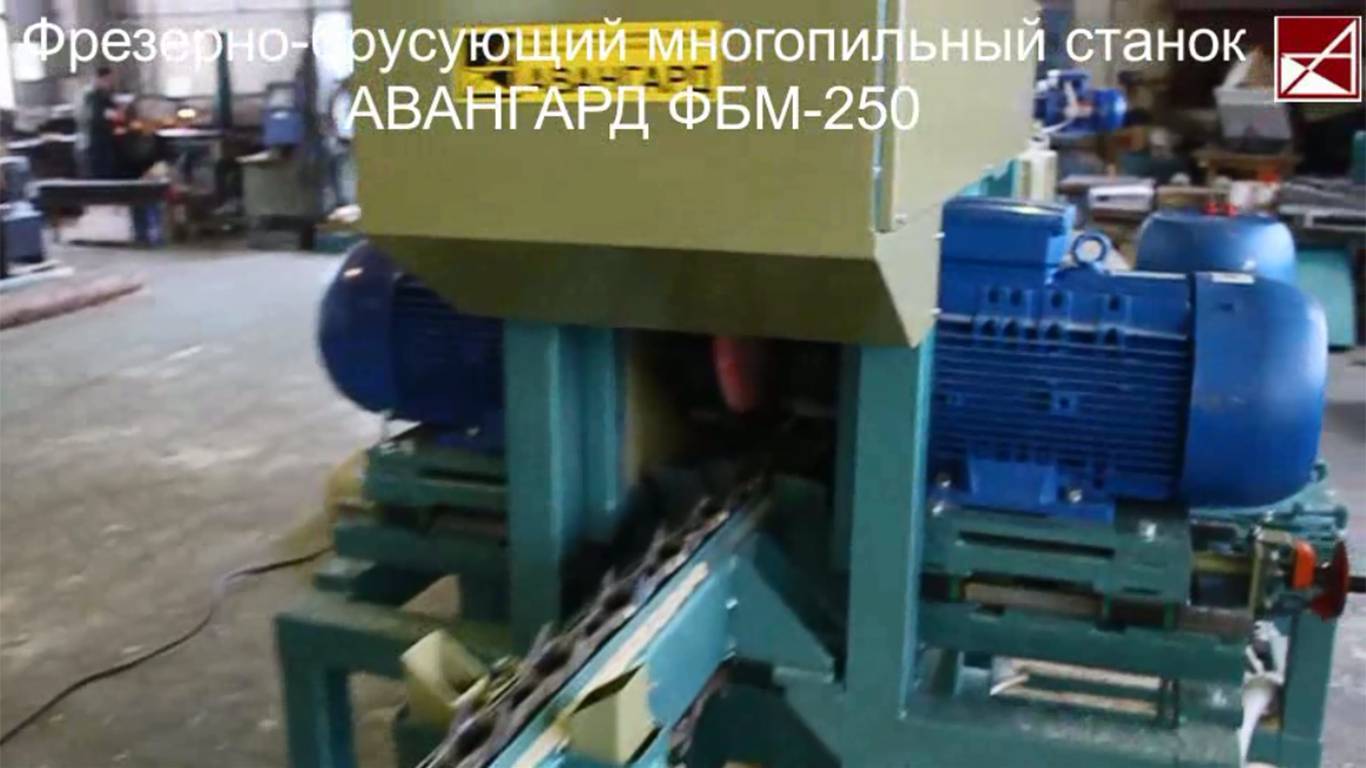
Фрезерно-брусующий станок «Авангард ФБМ-250»

Фрезерно-брусующий станок «Авангард ФБМ-250» последовательно выполняет две операции: брусование методом фрезерования и распиловку полученного лафета на обрезной пиломатериал. Совмещение этих операций в одном станке позволяет перерабатывать тонкомерное срье диаметром до 250 мм в обрезной материал за один проход. Выгодные условия поставки, разумная цена.
Видео фрезерно-брусующего станка «Авангард ФБМ-250»
Видео работы фрезерно-брусующего станка «Авангард ФБМ-250».
Станок в сборе 1 250 000 руб.
Фрезерно-брусующий блок 650 000 руб.
Многопильный блок 670 000 руб.
Фрезерно-брусующий станок «Авангард ФБМ-250» предназначен для переработки тонкомерной древесины в обрезную доску за один проход.
Фрезерно-брусующий блок состоит из двух электродвигателей мощностью 15 кВт каждый, смонтированных на линейных направляющих. На валах двигателей установлены комбинированные фрезы, включающие в себя барабан с бланкетными ножами и дисковую пилу. Конструкция фрез позволяет фиксировать их на валу двигателя в заданном положении, что обеспечивает изначально симметричное положение фрез относительно оси конвейера.










Установка фрез на заданный размер бруса (лафета) производится оператором вручную вращением маховичка винтового механизма за несколько секунд. Фактическое расстояние между фрезами отображается на цифровом индикаторе с точностью 0,1 мм в диапазоне от 60 до 220 мм. (В базовой комплектации от 60 – 160 мм).
Многопильный блок двухвальный с вертикальным расположением валов. На каждом валу может быть установлено 6-8 пил в зависимости от толщины лафета. На выходе из блока установлены расклинивающие ножи, нижний из которых отделяет горбыль и обеспечивает подачу распиленного материала на приемный стол плоской поверхностью подгорбыльной доски. В базовой комплектации в многопильном блоке установлены два электродвигателя мощностью по 15 кВт каждый и пилы диаметром 250 мм, что позволяет распиливать лафет толщиной до 160 мм. Конструктивные особенности многопильного блока позволяют устанавливать двигатели большей мощности – до 37,5 кВт и пилы диаметром до 350 мм, что позволяет распиливать лафеты толщиной до 220 мм.
Подающий конвейер станка составной. К основному конвейеру, расположенному внутри станины, пристыковывается загрузочный элемент конвейера длиной до 6,25 м. Подача сырья осуществляется тяговой цепью с приваренными к ней зацепами.
Блок приводных рябух обеспечивает принудительную подачу распиленного материала на приемный стол станка.
Технические характеристики фрезерно-брусующего станока «Авангард ФБМ-250»
| Параметр | Значение |
|---|---|
| Диаметр распиливаемых бревен | 80 – 250 мм |
| Длина заготовок | 1 – 6,2 м |
| Ширина получаемой обрезной доски (бруса) | 60 – 160 мм (220 мм)∗ |
| Толщина обрезной доски (бруса) | 20 – 160 мм (220 мм)∗ |
| Максимальный слой фрезерования одной фрезой | 70 мм |
| Толщина пропила дисковыми пилами | 3,2 мм |
| Диаметр дисковых пил | 250 мм |
| Скорость подачи заготовки (плавно регулируемая) | 0. 10 м/мин |
| Производительность по заготовке | до 6 м 3 /час |
| Параметры электродвигателей:— Фрезерный блок— Многопильный блок— Подающий конвейер— Приводные рябухи | 2 × 15 кВт (3000 об/мин)2 × 15 кВт (3000 об/мин)2,2 кВт2 × 0,37 кВт |
| Габаритные размеры:— Станок без загрузочной части конвейера Д×Ш×В— Длина загрузочной части— Длина приемного стола (по заказу)— Масса станка— Транспортные габариты Д×Ш×В | 2,8 × 2 × 1,7 мдо 6,25 м2 – 5 м2000 кг6,25 × 2,5 × 1,7 |
∗ при установке пил и двигателей соответствующего диаметра и мощности.
Торцовка пиломатериала «Stromab», линия оптимизированного раскроя «Paul»
Для торцовки можно взять оборудование к примеру от фирмы «Стромаб» или полуавтоматическую или автоматическую линию получения ламелей от фирмы «Пауль».
Сырье на торцовочный станок подается с участка складирования автопогрузчиком. Станочник должен осмотреть доску и принять решение о раскрое с учетом вырезки недопустимых дефектов. Полученные заготовки в зависимости от дефектов рассортировываются и укладываются на поддоны, в зависимости от вида пороков. Сортировка осуществляется согласно утвержденного распоряжения.
Поддоны с ламелью ежесменно замеряются мастером, на каждом пишется размер пиломатериала, объем в куб.м и отвозятся на участок, на котором находится сменный запас сырья (ламели) для линии сращивания «GreCon».
Принцип работы и конструкция станка
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Производство
Для производства профилированными бруса мы используем станки с большими производственными мощностями. Что позволяет нам заготавливать более пятидесяти кубов профилированными бруса за смену.
– одна из ведущих компаний, занимающихся производством профилированного бруса в московской области. Профилированный брус является одним из самых востребованных материалов на современном строительном рынке, за последние годы он доказал свою надежность и простоту укладки. Благодаря собственному производству по изготовлению профилированного бурса, мы получаем высококачественный строительный материал из которого можно возвести любую постройку.
Производство один из самых важных этапов в технологии строительства дома из бруса.
Для изготовления профилированного бруса наша компания заготавливает и сортирует древесину хвойных пород, определённого диаметра, из которого формируется заготовка для профилированного бруса необходимого размера. Полученные заготовки стандартного сечения складируем на прокладках зависимости от сезона и погодных условий.
На производстве происходит сортировка сырья и подача на восьмишпиндельный четырехсторонний станок с большими мощностями.
В производственном процессе задействована высокоточная техника, которой управляют профессиональные специалисты высокой квалификации. Благодаря этому мы можем гарантировать высочайшее качество своей продукции.
Технология, по которой осуществляется изготовление профилированного бруса, даёт возможность не проводить дополнительную обработку внутренних и внешних поверхностей зданий.
На станках для зарезки чашек в профилированном брусе мы работаем со всеми размерами от 30мм до 250мм. Производим более десяти кубов готовых домокоплектов за смену.








Производственное предприятие «ПрофБрус» занимается заготовкой древесины и производством высококачественных пиломатериалов. Заготовительные базы находятся в северных регионах России. Из сосны и ели получается экологически чистый материал с хорошими характеристиками.
Мы работаем на станках с высокой точностью тем самым наша продукция имеет лучшее качество !
Этапы производства профбруса:
- Сортировка сырья по размеру сечения, а также по наличию дефектов – обзола, гнили, поражения короедом или синевой. Некачественное сырье отбраковывается. Качественное сырье помещается на склад до последующей обработки.
- Строгание бруса на четырехстороннем станке, при этом за один проход брус калибруется и на нем формируется профиль.
- При необходимости выполняются запилы, торцевание бруса и фрезерование чашек по проекту.
- Готовые элементы из бруса укладываются в транспортный пакет для отправки заказчику.