
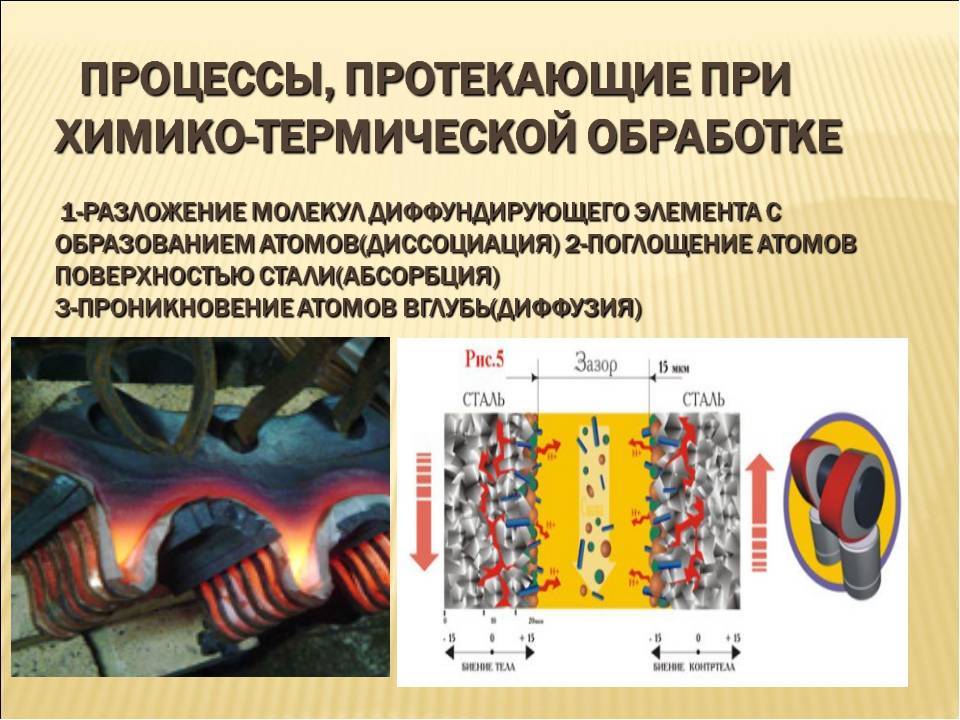
Области применения
Этот вид сварки применяется там, где другие неэффективны, дороги и нет нужного качества соединения:
- Приборостроительная и электронная промышленность. В высокоточном оборудовании и приборах необходимы сочетания разнородных материалов, в том числе неметаллических – стекла, керамики, графита с металлами и сплавами.
- Крупногабаритные заготовки. Этим методом соединяют крупногабаритные заготовки сложной конфигурации, которые невозможно получить литьём или штамповкой, таких, например, как трубы. В самолётостроении применяют при изготовлении малоразмерных роторов турбоагрегатов, рабочих лопаток газотурбинных двигателей.
Дальнейшая разливка
Далее в процессе непрерывной разливки стали необходимо ждать, пока уровень сырья не поднимется над затравкой на высоту около 300-400 мм. Когда это происходит, то запускается механизм, приводящий в работу вытягивающее устройство. У него имеются тянущие валки, под воздействием которых затравка будет опускаться и тянуть за собой создаваемый слиток.
У машины непрерывной разливки стали кристаллизатор обычно из меди с полыми стенками. Он находится под интенсивным воздействием охлаждающей воды, а его внутреннее сечение соответствует форме слитка, который необходимо получить. Именно здесь формируется корка слитка-заготовки. При высоких скоростях разливки может происходить надрыв этой корочки и вытекание металла. Чтобы избежать этого, кристаллизатор характеризуется возвратно-поступательными движениями.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С табл.1
Температура, °С Цвета каления Температура, °С Цвета каления
1600 Ослепительно бело-голубой 850 Светло-красный 1400 Ярко-белый 800 Светло-вишневый 1200 Желто-белый 750 Вишнево-красный 1100 Светло-белый 600 Средне-вишневый 1000 Лимонно-желтый 550 Темно-вишневый 950 Ярко-красный 500 Темно-красный 900 Красный 400 Очень темно-красный (видимый в темноте)
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.




Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
|---|---|---|
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
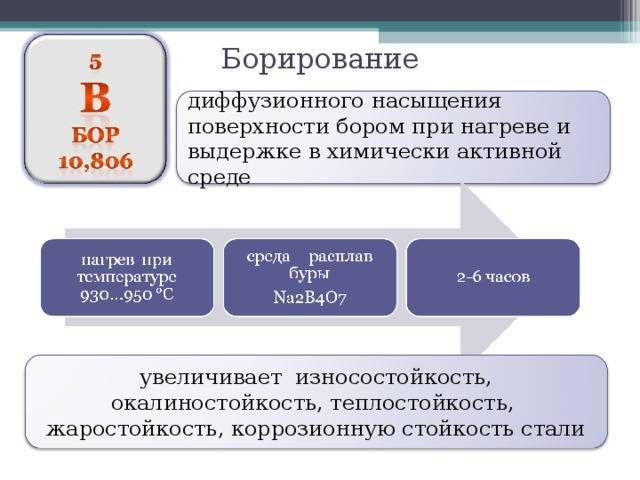
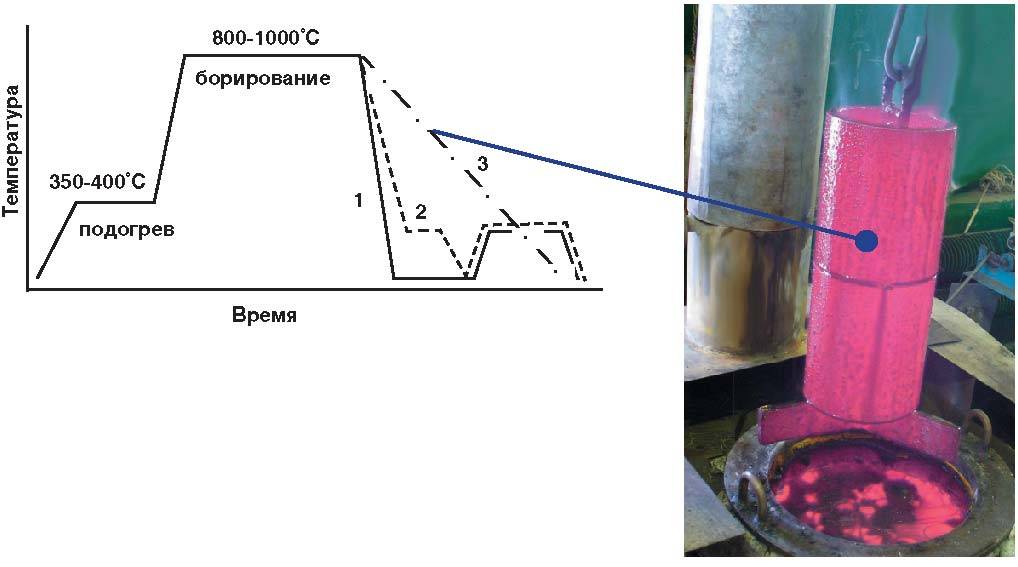
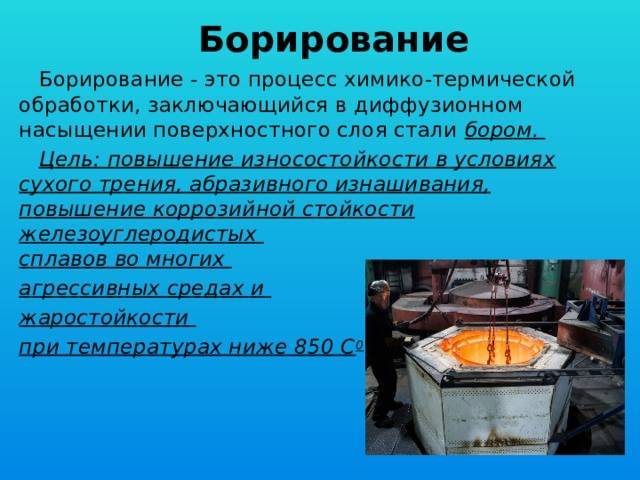
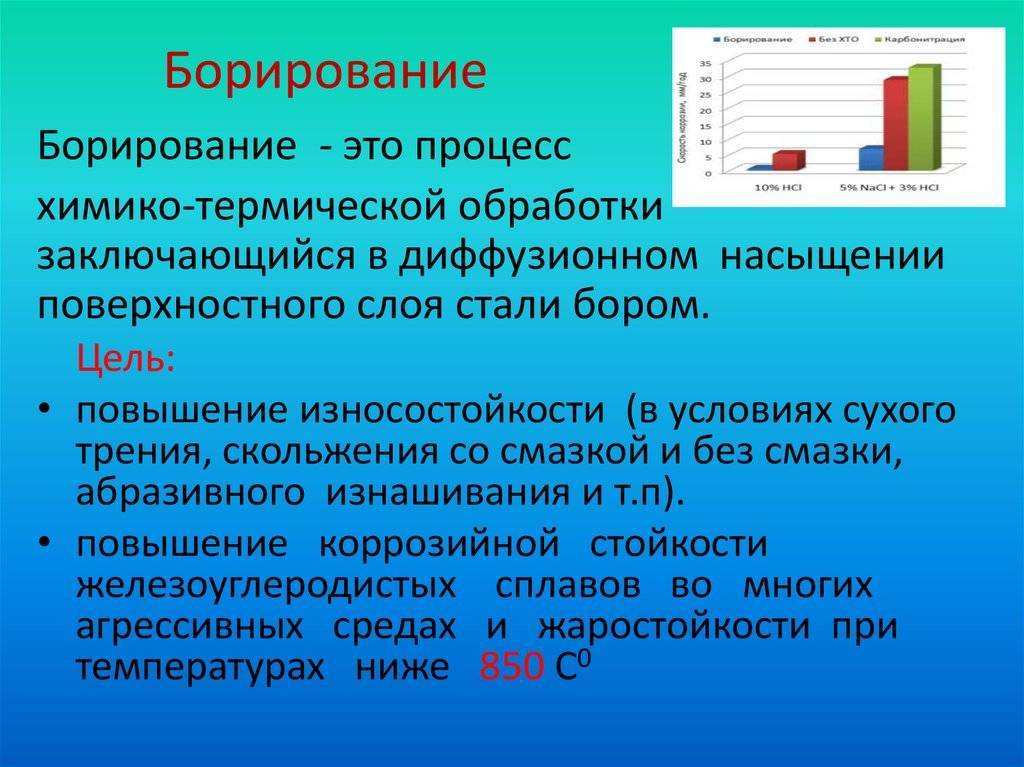
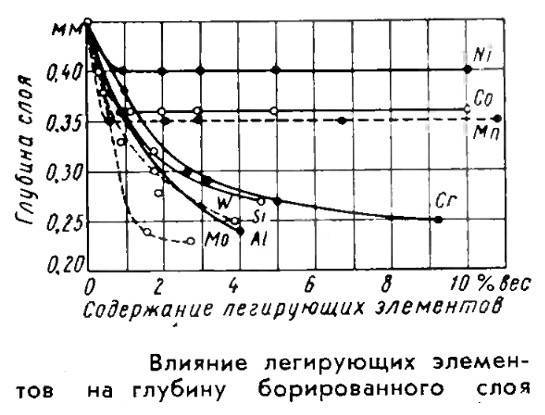
Борирование
Борирование — процесс насыщения поверхностного слоя детали бором. Назначение борирования — повысить твердость, сопротивление абразивному износу и коррозии в агрессивных средах, теплостойкость и жаростойкость стальных деталей. Существует два метода борирования: жидкостное электролизное (внедрено в производство) и газовое борирование (опробовано в лабораторных условиях).
Наиболее распространенным является жидкостное электролизное борирование: в тигель с расплавленной бурой помещают обрабатываемую деталь (катод) и графитовый стержень (анод), через которые пропускают постоянный ток для создания процесса электролиза. Оптимальная температура борирования 920—950° С Основным оборудованием являются печи-ванны с электрическим или газовым обогревом.
и диссоциирует с образованием атомарного бора. Образующийся атомарный бор диффундирует в поверхность детали. Оптимальный режим борирования: плотность тока на катоде0,15—0,20 А/см2, напряжение 2—14 В, температура 930—950° С, выдержка 2—4 ч; при этом получается диффузионный слой толщиной 0,15—0,35 мм.
Повышение плотности тока, температуры и длительности процесса незначительно увеличивает толщину слоя при одновременном возрастании его хрупкости. Кроме того, повышение температуры приводит к уменьшению срока службы оборудования, увеличению расхода сырья и ухудшает структуру основного металла. Понижение температуры уменьшает скорость диффузии и замедляет процесс борирования.
Детали, подвергаемые борированию, должны иметь чистую поверхность. Окалину и ржавчину удаляют дробеструйной обработкой. Для удаления следов масла и других загрязнений детали протирают ветошью, сухой или смоченной бензином. Местная защита поверхностей, не подвергаемых борированию, осуществляется гальваническим омеднением или электролитическим хромированием (более надежный способ).
Обрабатываемые детали помещают в ванну в специальных приспособлениях-держателях. По окончании процесса ток выключают, детали вынимают и охлаждают на воздухе до 60—80° С; для растворения налипшей буры детали кипятят в воде в течение 1—2 ч. Оставшуюся буру очищают металлической щеткой. В процессе борирования расплавленная бура выгорает, уносится из ванны вместе со шлаком и деталями, поэтому необходима систематическая добавка буры в ванну. После борирования детали подвергают в большинстве случаев закалке и отпуску для упрочнения сердцевины, так как наличие вязкой сердцевины может привести в процессе работы к продавли-ванию борированного слоя. Рекомендуется проводить непосредственную закалку с температуры борирования с подстуживанием или без подстуживания. Температура отпуска определяется условиями работы сердцевины, так как отпуск не влияет на свойства борированного слоя.
Основные дефекты борированной поверхности после электролизного борирования: местное оплавление (детали расположены близко к графитовому электроду), разъедание поверхности, волосные трещины (повышенная плотность тока и неправильное охлаждение).
Недостатками электролизного борирования являются: низкая стойкость тиглей в результате разъедания их бурой, невозможность обработки деталей сложной формы, засорение расплавленной буры кусками электродов, что приводит к замыканию деталей с электродом.
Газовое борирование — более совершенный метод насыщения бором. Оно проводится в активных газовых средах и при более низких температурах. Но применяемые газовые смеси токсичны и взрывоопасны, что и ограничивает применение газового борирования.
При температуре выше 500° С диборан разлагается на активный бор и водород. Температура процесса 850° С, время выдержки 3—4 ч, толщина слоя 0,15—0,20 мм.
Борированию подвергают траки, детали нефтяного оборудования и другие детали из углеродистых и легированных сталей с различным содержанием углерода (20, 18ХГТ, 15X11МФ, Х23Н18, 45, 40Х, Х12, У10 и др.), работающие в условиях абразивного износа.
Борированные слои обладают высокой коррозионной стойкостью в растворах кислот (кроме азотной), солей и щелочей. Недостатком борированных слоев является их высокая хрупкость. Однако при соблюдении ряда условий (выбор правильной конструкции деталей без острых углов, абразивный характер износа, удаление продуктов износа с трущихся поверхностей и т. д.) бо-рирование является эффективным методом поверхностного упрочнения деталей.





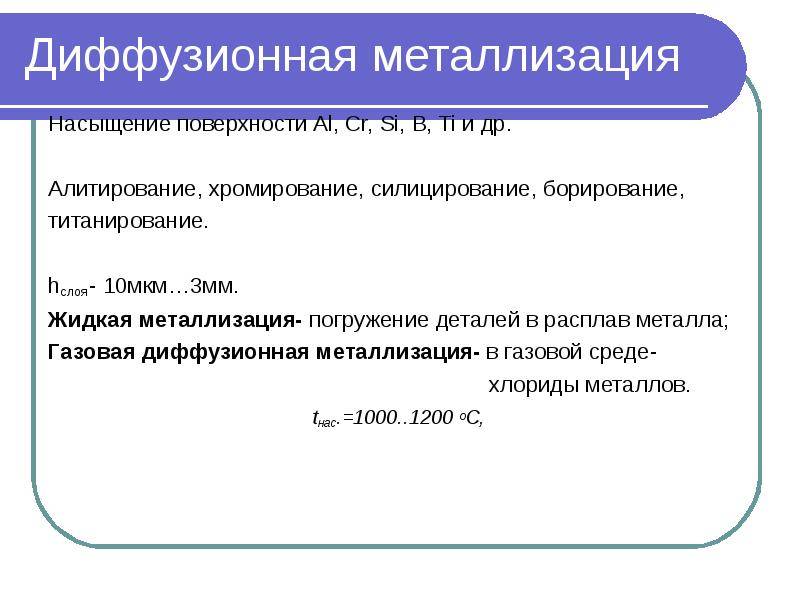
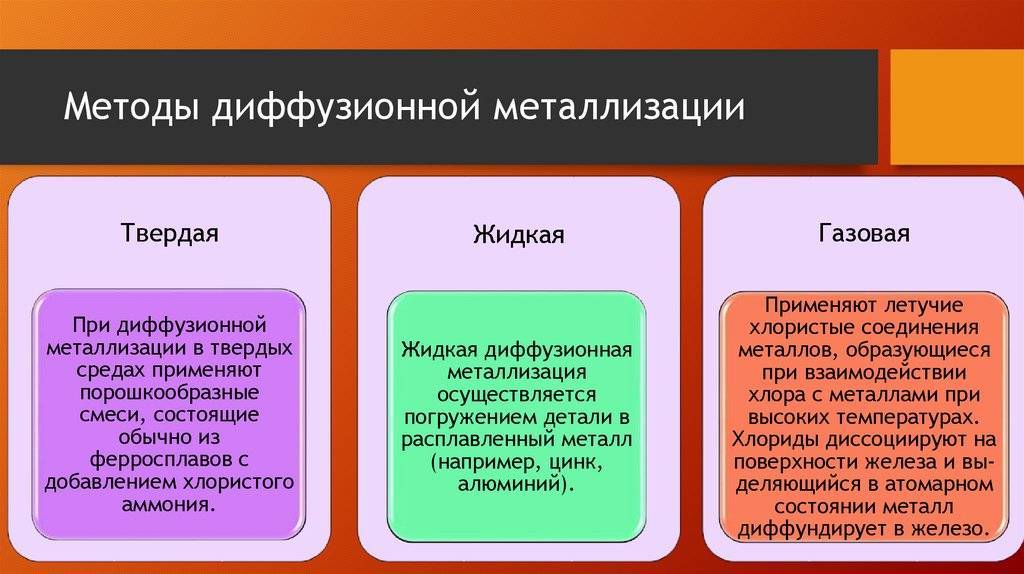
Методы насыщения
Твёрдая диффузионная металлизация
Металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или Cl2 образуются летучие соединения хлора с металлом (AlCl3, CrCl2, SiCl4 и так далее), которое в результате контакта с металлической поверхностью диссоциирует с образованием свободных атомов.
Жидкая диффузионная металлизация
Данный вид металлизации проводят погружением детали в расплавленный металл, если диффундирующий металл имеет низкую температуру плавления.
Газовая диффузионная металлизация
Проводят в газовых средах, состоящих из галогенных соединений диффундирующего элемента. Газовая диффузионная металлизация осуществляется в муфельных печах или в печах специальной конструкции при 700…1000 °С. Газовая фаза может генерироваться на расстоянии от поверхности насыщения (бесконтактный способ), или же в зоне контакта источника активной фазы с поверхностью металла (контактный способ).
Дефекты, обусловленные тепловыми и структурными напряжениями
При охлаждении с температуры химико-термической обработки в борированном изделии возникают тепловые напряжения. Их появление вызвано различной скоростью охлаждения поверхности и сердцевины металла. Фазовые превращения изменяют удельный объем структур и сопровождаются образованием структурных напряжений. Наличие бо-ридов, отличающихся коэффициентами линейного расширения от основного металла, усиливает напряжения в деталях. Структурные и тепловые напряжения формируют временные напряжения в боридном слое и основном металле. В результате воздействия достаточно высоких температур химико-термической обработки происходит постепенное ослабление (релаксация) временных напряжений. Охлаждение бориро-ванных изделий затрудняет релаксацию временных напряжений. Поэтому при комнатной температуре в металле сохраняются остаточные напряжения.
Измерению остаточных напряжений в борированной стали посвящено большое количество работ /4,19,22,78,89-91/. Авторы применяли в своих исследованиях различные условия борирования и последующей термической обработки, исходные материалы и методы определения остаточных напряжений. Поэтому результаты их работы позволяют представить общую закономерность распределения напряжений в борированных слоях.
Согласно данным работы /V» н& поверхности образцов из стали 4-ОХС, охлажденных на воздухе после борирования, возникают сжимающие напряжения 400-550 МПа. Удаление от поверхности вглубь металла вызывает изменение сжимающих напряжений на растягивающие. Пик растягивающих напряжений, локализующийся на очень ограниченном участке протяженностью 0,1-0,2 мм, находится в подслойной зоне на глубине 0,15-0,20 мм от поверхности и достигает значений 650 МПа.
Объемная закалка образцов, в том числе изотермическая, сопровождается возникновением в слое остаточных растягивающих напряжений, достигающих на поверхности значений 300 МПа. По мере удаления от поверхности их величина уменьшается и на расстоянии около 0,3 мм они переходят в сжимающие.
Влияние скорости охлаждения стали 45 после борирования и во время последующей термообработки на характер распределения временных и остаточных напряжений подробно рассматривается в работе Б.З.Полякова /92/. Расчеты, выполненные в этой работе, показывают, что медленное охлаждение в интервале температур 950-730 С сопровождается пластической деформацией сердцевины. Однако тепловые напряжения не успевают полностью релаксировать и в слое формируются временные напряжения сжатия. Образование феррита и эв-тектоидный распад аустенита сопровождаются увеличением объема металла и формированием в диффузионном слое временных растягивающих напряжений, максимум которых приходится на зону FeB. При охлаждении в районе 500 С в слое происходит резкая смена напряжений на сжимающие в зоне FeB + Fe2B и особенно Fe„B , в то время, как в зоне борида FeB по-прежнему сохраняются растягивающие напряжения. В процессе дальнейшего охлаждения в боридном слое формируются временные напряжения сжатия, которые при комнатной температуре достигают 300 МПа с поверхности и 1000 МПа в зоне FeB.
С увеличением скорости охлаждения понижается температура начала и конца %- оС превращения, увеличивается его объемный эффект и, как следствие, уменьшаются остаточные напряжения ежа тия. Также как и при медленном охлаждении, в случае закалки в интервале температур 840-600 С имеет место пластическая деформация сердцевины, а при более низких температурах – упругое взаимодействие слоев. Но, в отличие от медленного охлаждения во всем интервале температур, вплоть до температуры мартенситного превращения, в боридном слое реализуются только напряжения сжатия. Объемный эффект при мартенситном превращении изменяет знак напряжений на обратный.
В процессе отпуска происходит распад мартенсита, уменьшается объем сердцевины и увеличиваются остаточные напряжения сжатия в боридном слое.
Таким образом, на поверхности изделия могут возникать растягивающие напряжения. Если они достигают предела прочности боридов на растяжение, то образуются трещины, сколы или шелушение в диффузионном слое.
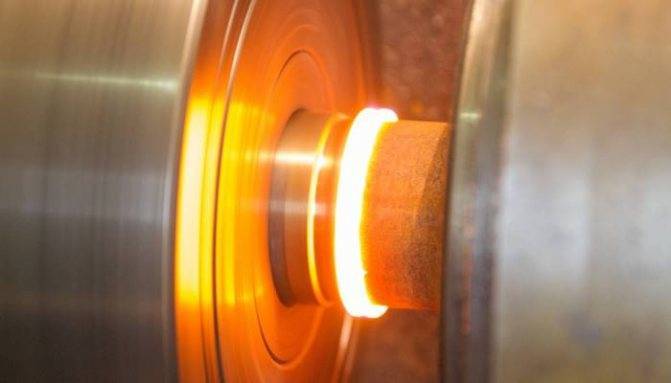
Общий принцип технологии
Сварка в вакууме происходит следующим образом.
Сначала соединяемые детали помещаются в стенд, в котором затем создается технический вакуум (разрежение воздуха с внутренним давлением порядка 10-2…10-5 мм. рт. ст.). В некоторых установках вместо вакуума применяется инертный газ.
Затем осуществляется нагрев материалов. Материалы нагреваются до требуемых температур (для каждого материала и определена своя температура). С повышением температуры также возрастает текучесть материалов, поэтому диффузия ускоряется. Обычно, температура нагрева составляет 0,5 – 0,7 температуры плавления вещества,
Нагрев применяемых веществ происходит либо в соединенном состоянии, либо отдельно друг от друга, если их температуры плавления различаются. Во втором случае применяется ток высокой частоты, которым можно не только нагреть деталь, но и провести дополнительную очистку ее поверхности.
Далее идет сжатие материалов. Когда материалы нагреваются до рабочей температуры, они сдавливаются между собой. Тип давления может быть разным: длительным или кратковременным, локальным или распределенным по всей площади поверхности. Давление редко превышает 0,5 МПа, а время воздействия различается от технологии проведения сварки.
Существует два основных способа оказания давления:
- Медленное статичное давление, которое может длиться до нескольких часов.
- Ударное воздействие со скоростью до 30 м/с, на которое расходуются миллисекунды. Обычно применяется при соединении материалов, разделенных химическим составом или металлической фольгой.
Улучшение качества сварного шва может достигаться добавлением на стык элементов специальных химических составов либо фольги из золота, платины, меди. Толщина такой фольги в среднем составляет несколько микрон, завися от конкретного процесса.

Нанесение данных слоев позволяет:
- увеличить прочность сварного шва;
- избежать образования барьерных подслоев;
- облегчить взаимодействие поверхностей и ускорить объемное взаимодействие между соединяемыми элементами;
- уменьшить остаточную деформацию изготавливаемых деталей за счет снижения давления и температуры.

Для соединения металлов с неметаллами, либо для сварки неметаллических деталей в качестве соединительных слоев могут применяться различные вещества:
- при соединении медных деталей и кварцевого стекла слой меди наносится на стекло, затем подвергается окислению в течении 4-5 минут при температуре 800°С;
- для сварки оптической керамики с медью, последняя подлежит покрытию сульфидами цинка для повышения прочности сцепления.
Охлаждение материалов — финальная стадия. После диффузионного соединения деталей происходит их остывание в вакууме, а равномерность этого процесса поддерживается системами охлаждения. Резкие перепады температуры могут привести к появлению трещин на сварном шве и снижению его прочности.
В некоторых случаях, например, при соединении стали и бронзы, для быстрого охлаждения деталей применяется аргон. Быстрое охлаждение снижает гибкость изделия, но повышает его твердость.
Изготовленная деталь проходит контроль качества рентгеновским или ультразвуковым инструментом.

Сила давления и температурные режимы нагрева и охлаждения подбираются для каждого материала (пар материалов) индивидуально, на основе теоретических расчетов.





