На что стоит обратить внимание при выборе алмазного диска
Алмазные круги, в свою очередь, также различаются по нескольким пунктам, на которые стоит обращать внимание при выборе нужного вам девайса. Отличаться круги могут шириной, толщиной и диаметром алмазного слоя, других аспектах
Заметим, что чем большую толщину и ширину будет иметь алмазный слой, тем дороже обойдется диск, но тем медленнее он будет поддаваться износу и затупляться.
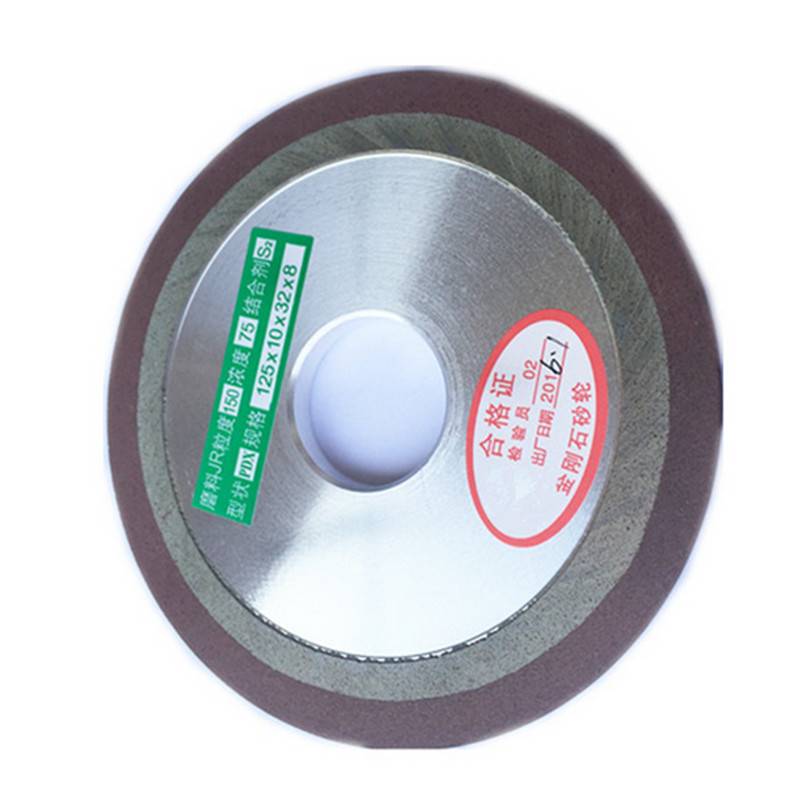
Для того, чтоб правильно выбрать круг, стоит обращать внимание на информационную этикетку, которая расположена, зачастую, на внешней стороне диска. На ней можно отыскать информацию по всем пунктам характеристики девайса: размер, структуру, зернистость, максимально позволенную скорость, твердость, точность и другие
Можно выделить два основных отличия: тип круга и уровень его зернистости.

Виды шлифовальных алмазных кругов
Шлифовальные алмазные круги изготавливаются в соответствии с требованиями ГОСТа 2424, включающего больше 30 видов, различающихся по геометрии. Круг может быть прямого профиля, коническим, кольцевым, с одно- или двусторонней степенью выточки, с односторонней ступицей, тарельчатым и т.д. Каждый из основных видов обозначается своим идентификационным номером:

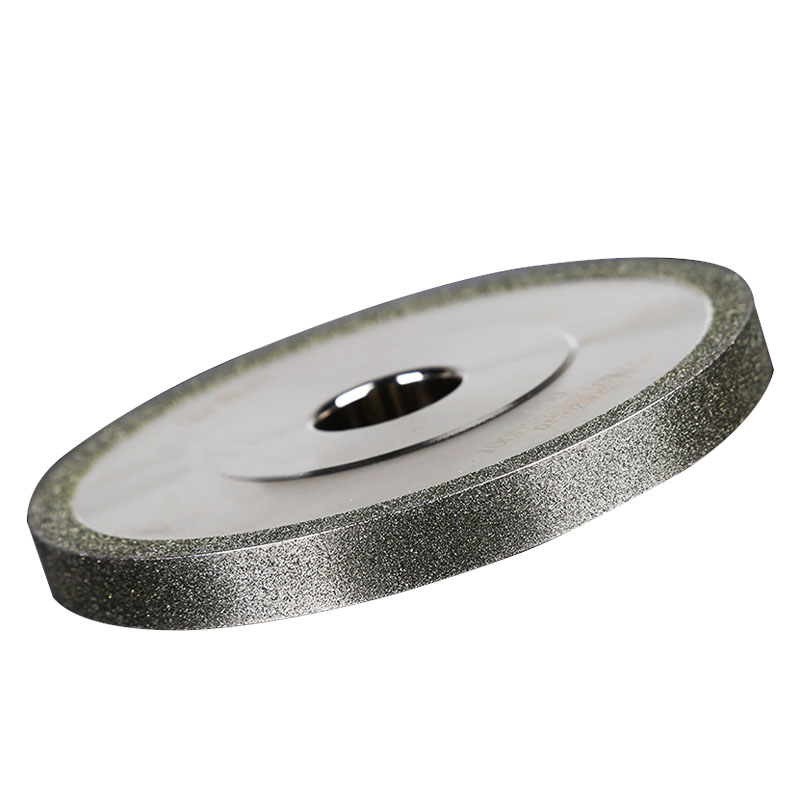
Круги прямого профиля изготавливаются в форме плоских дисков с алмазным слоем в торце. Применяются для обработки поверхностей, которые требуют получения выдержанной плоскости.

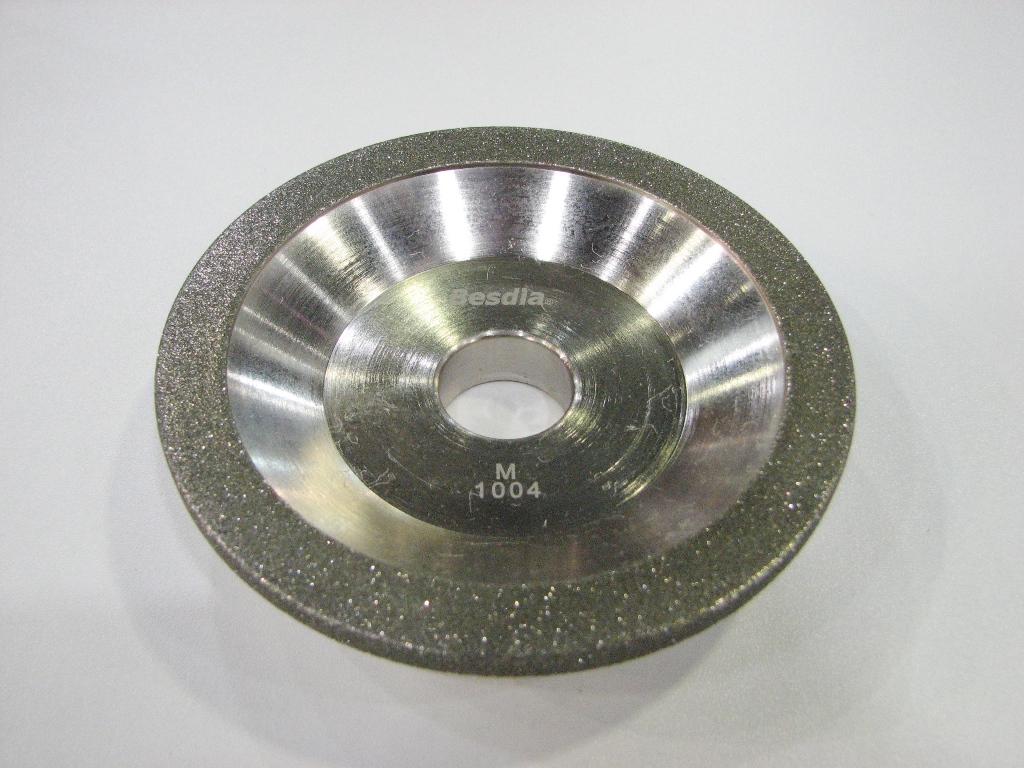
Чашечные круги изготавливаются в виде чашки и используются для шлифовки и конечной отделки слабо поддающихся обычной обработке материалов: стекла, камня, керамики, твердых сплавов.
Тарельчатые диски (с небольшим углублением) применяются при обработке стали, чугуна, художественного стекла, для удаления лакокрасочных покрытий, заточке пил с твердосплавными напайками и т.д.
Заточка резцов по металлу
Любой резец по металлу можно заточить, исключение составляют резцы, на которых установлены сменные пластины. В этом случае требуется только заменить пластину на новую и острую. Существует несколько способов заточки токарных резцов по металлу: химико-механический, при помощи шлифовальных кругов и с использованием различных приспособлений. После заточки производят доводку.
Провести качественную заточку резца может далеко не каждый. На крупных предприятиях есть специально обученные люди и оборудование, которое обеспечивает качественную заточку. Качество заточки можно проверить специальными шаблонами. При неправильном проведении работ по заточке можно испортить резец.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения. Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки. Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку. Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты
Во время работы всё внимание обращать на производимую операцию. Не работать без защитных очков или масок
Замена абразивных кругов возможна только на отключённом оборудовании. Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Изготовление алмазных кругов для заточки
Технология производства подобного инструмента требует использования частиц искусственных материалов, которые подвергаются обработке на специальном прессовочном оборудовании в формах, содержащих помимо основного сырья и связующее вещество. Резка твердых материалов можно выполняться с применением алмазных сегментов различных марок, причем конкретный их выбор определяется размером алмазных частиц, которые были использованы при их производстве, а также типом связующего вещества и качеством и процентом содержания искусственных алмазов.
Готовые сегменты должны быть зафиксированы на металлическом корпусе. Это делается при помощи двух методов:
- лазерная сварка;
- серебряная пайка.
Первый метод используется для инструмента, предназначенного для сухой резки, а второй — для мокрой. Учитывая, что серебро плавится при температуре примерно 700 градусов, к подобному методу крепления прибегают при изготовлении высококачественных алмазных кругов. На этом этапе создается качественный алмазный диск, который пока лишён режущей способности.
Подготовка алмазного круга для заточки к выполнению с его помощью тех задач, для которых он создавался, требует стачивания его сегментов. Для этого используют керамическое точило, а сама операция выполняется до тех пор, пока не начнут просматриваться кусочки алмазов. Именно в этот момент алмазные отрезные круги и превращаются в режущий инструмент. Причем на их корпусе обязательно должна присутствовать стрелка, наносимая производителем, которая показывает правильное направление вращения. Об этом обязательно необходимо помнить, когда наступит момент для установки диска на валу резочного оборудования.
Алмазные фрезы и чашки
Инструмент применяют для шлифовки и полировки бетонных поверхностей, твердых пород дерева, при обдирке камня. Рынок представляет алмазные фрезы удлиненной формы и объемные конструкции — в виде чаши.
Первый тип принято называть торцевыми алмазными фрезами. Наиболее эффективный способ использования абразивных изделий удлиненной формы — для получения криволинейных поверхностей в твердых и плотных структурах.
Особенность алмазных чаш — фрезы направлены в одну сторону. Инструмент применяют для полировки заготовок сложной формы (трапециевидных изделий). По конструкции различают одно и двухрядные алмазные чашки. Вторую категорию инструмента выбирают для серийного производства. Двухрядная оснастка повышает скорость обработки деталей.
С учетом особенностей материалов, выпускают алмазные фрезы и чашки для обработки гранита, бетона, мрамора, песчаника и других структур. Есть инструмент для установки в угловые, дисковые плоскошлифовальные станки, специализированные агрегаты. Например, алмазная оснастка для мозаично-шлифовальных машин.
С помощью пальчиковых фрез обрабатывают труднодоступные места. Как вариант, внешний контур и углубления, расположенные в разных плоскостях. Примеры использования алмазных фрез пальчикового типа: шлифовка и полировка резьбы, пазов, канавок, уступов.
Размер зерна и обозначение абразивов
Абразивные порошки в разных странах маркируются по-разному, кроме того, маркировка зависит от природы материала. Все это вносит существенную путаницу при выборе абразивного инструмента. Следует различать маркировку для алмазных и абразивных порошков. Для алмазных порошков, как правило, указывается размер зерен в мкм. По ГОСТу – указывается диапазон размеров через дробь.
Размер абразивных порошков на основе окиси алюминия и карбида кремия, дается, как номер основного сита при ситовом анализе.
Очень мелкий абразив, известный как «мука», не может быть рассеян на ситах. Его размер определяется специальными методиками по скорости расслоения и осаждения взвеси абразива в воде. Зачастую фирмы-производители используют свои методы и свои обозначения таких абразивов, что затрудняет их сопоставление.
В России подход к оценке зернистости иной: согласно ГОСТ 3647-80 шлифованные материалы по величине зерна делятся на четыре группы: шлифзерно (2000-160 мкм), шлифпорошок (125-40мкм), микрошлифпорошок (63-14 мкм) и тонкий микрошлифпорошок (10-3 мкм).
- Шлифзерна и шлифпорошки – число, равное 0,1 размера стороны ячейки сита основной фракции в свету, например, 40 и 25 для зерен 400 и 250 мкм, соответственно;
- Микропорошки – буква М с численным индексом, равным верхнему значению размера основной фракции, например, М40 и М10 для зерен 40 и 10 мкм, соответственно;
- Алмазные шлифпорошки – дробь, числитель которой соответствует размеру стороны ячейки верхнего сита, а знаменатель – нижнего сита, основной фракции, например 400/250 или 160/100;
- Алмазные микропорошки и субмикропорошки – дробь, числитель которой равен наибольшему, а знаменатель – наименьшему, размеру зерен основной фракции.
Свободные абразивные зерна используются редко, в основном применяются различные инструменты, в которых абразив находится в связанном состоянии. Алмазные надфили, рассмотренные выше, по существу являются абразивными инструментами.






Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Когда нужна шлифовка бетона
 Шлифовка бетонной стены
Шлифовка бетонной стены
После нанесения на пол бетона, на его верхнем слое после застывания образуется нестойкая прослойка. От взаимодействия с внешней агрессивной средой, воздействия механических нагрузок, поверхность легко можно разрушить.
Для получения монолитного и прочного бетонного основания, эта разрушающаяся прослойка должна срезаться. Это помогают сделать алмазные чашки для шлифовки бетона.
Помимо этого, использование такого алмазного диска позволяет решать и другие задачи:
- Шлифовка высохшей бетонной стяжки, сделает поверхность гладкой, она станет ровной, без незначительных изъянов: ямочек, бугорков, ряби;
- При шлифовке долго эксплуатируемого бетона, с его поверхности можно удалить остатки старого напольного покрытия и следы довольно сложных загрязнений;
- После проведения процесса, повышается показатель водонепроницаемости бетонной поверхности в несколько раз;
- Минимизируется уровень пылеобразования;
- Повышается прочность и устойчивость поверхности к воздействию влаги, вредных химических веществ, перепадов температуры;
- Уменьшается стоимость по уходу за бетонным основанием;
- Болгарка и прикрепленная к ней чашка алмазная для шлифовки бетона, позволяет придать невзрачному бетонному полу привлекательный внешний вид.
Шлифование бетона становится незаменимым технологическим процессом, после заливки пола наливными смесями, нанесения различных пропитывающих составов или тонкослойных красящих веществ. Шлифовка используется в торговых и административных зданиях, промышленных сооружениях, для обустройства площадок перед строениями.
Характеристики инструмента
Алмазные диски диаметром 125 и 230 мм используются для разных видов шлифовки бетона. Она может быть:
- Черновая;
- Профилированная;
- Финишная.
Для изготовления чашек берут сплав металла и алмазы мелкой фракции. Такой состав спрессовывается в специальных формах. Применение дисков для разных целей, определяет их параметры.
Они отличаются:
- Видами вяжущего вещества;
- Размерами крошки;
- Расположением и типам фрез на чашке.
Кроме этого, диски могут быть: двухрядными, однорядными. Более надежные, долговечные и производительные — двухрядные. Но цена таких дисков выше, чем у других моделей.
Виды инструментов
Особенность использования металлических дисков для шлифовки бетона, и форма алмазных сегментов шлифовальной чашки, определяет их названия. Из таблицы можно познакомиться с видами и особенностями инструмента:
Название чашки Особенность
«Двойной сегмент» Используется для черновой, грубой шлифовки бетонных поверхностей или песчаника. Часто применяется для устранения неравномерного слоя стяжки большой толщины.
«Бумеранг»
Применяется для финишного шлифования поверхностей. Это достигается использованием специальной фракции. Большая популярность дисков объясняется их небольшой массой и функциональной основой. Работает такая чашка алмазная шлифовальная по бетону мягко и устойчиво, а поверхность получается максимально ровной.
«Дельфин» Насадка «дельфин» — это щадящее оборудование, которым можно обработать поверхность очень деликатно. Это диски с небольшой массой, высокими износостойкостью и производительностью.
«Квадрат» Масса таких инструментов самая большая. Используются они для грубой обработки бетона. При этом его излишки скалываются с поверхности, что увеличивает скорость строительных работ, повышает износостойкость насадки
Обработка такими насадками помогает выровнять бетонную поверхность, повысить ее «сцепление» с другими материалами, что очень важно для полимерных покрытий. «Тайфун» Применяется для обдирки и шлифовки очень твердого бетона. Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу
Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу
«Тайфун» Применяется для обдирки и шлифовки очень твердого бетона. Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу.
«Турбо» Такая чаша для шлифовки бетона имеет ряд почти сплошных алмазных включений, что обеспечивает аккуратную шлифовку поверхности
Применяется инструмент в местах, где требуется хорошее качество поверхности.
Изготовление алмазных кругов
 Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.
Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.
Для резки материалов высокой степени плотности могут применяться алмазные круги разных марок. Для выбора наиболее подходящего расходного материала необходимо учитывать размер алмазных частиц, с использованием которых они были изготовлены, а также тип связующего вещества, качество и уровень содержания искусственных алмазов.
В процессе производства алмазных дисков для обработки твердых материалов готовые сегменты насаживают на металлический корпус. Это можно сделать несколькими способами:
- лазерная сварка;
- серебряная пайка.
 Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Алмазный круг для заточки токарных резцов считается готовым для выполнения своей основной задачи, то есть заточки, лишь тогда, когда у него будут сточены его сегменты. Эта операция выполняется при помощи керамического точила, а о готовности круга к эксплуатации можно говорить, лишь когда в процессе заточки начнут просматриваться фрагменты алмазов. По этому признаку и определяют, что отрезной круг приобрёл режущие свойства.
При выборе этого точильного материала в магазине необходимо внимательным образом рассмотреть его поверхность — круг должен иметь специальную стрелку, наносимую производителем, которая помогает определить правильное направление вращения. Эта информация понадобится, когда настанет время устанавливать диск на валу резочного станка.
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
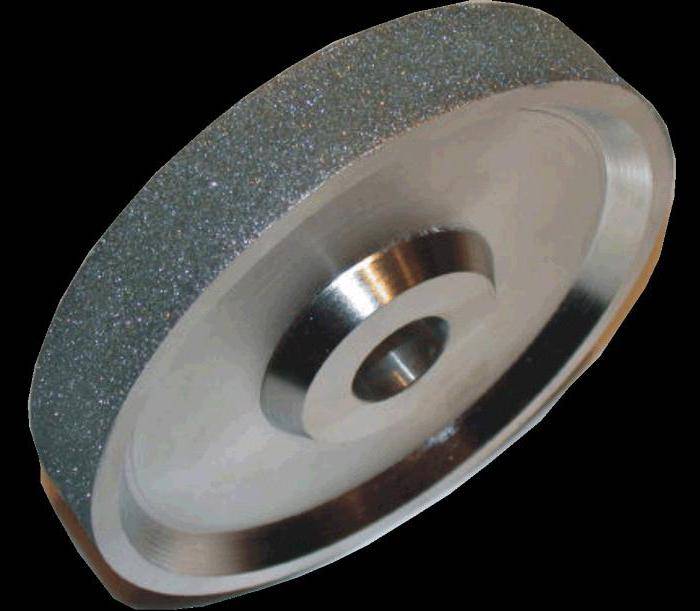
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.

Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.
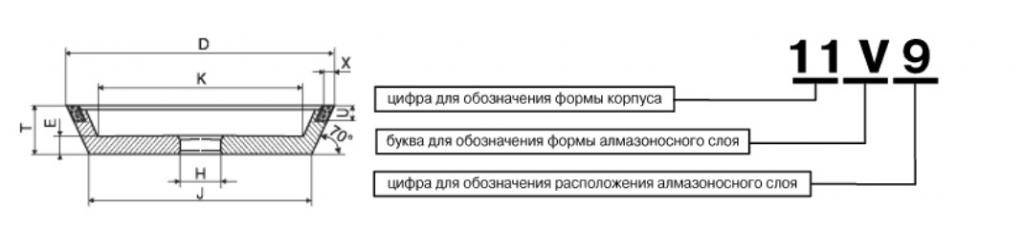
Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
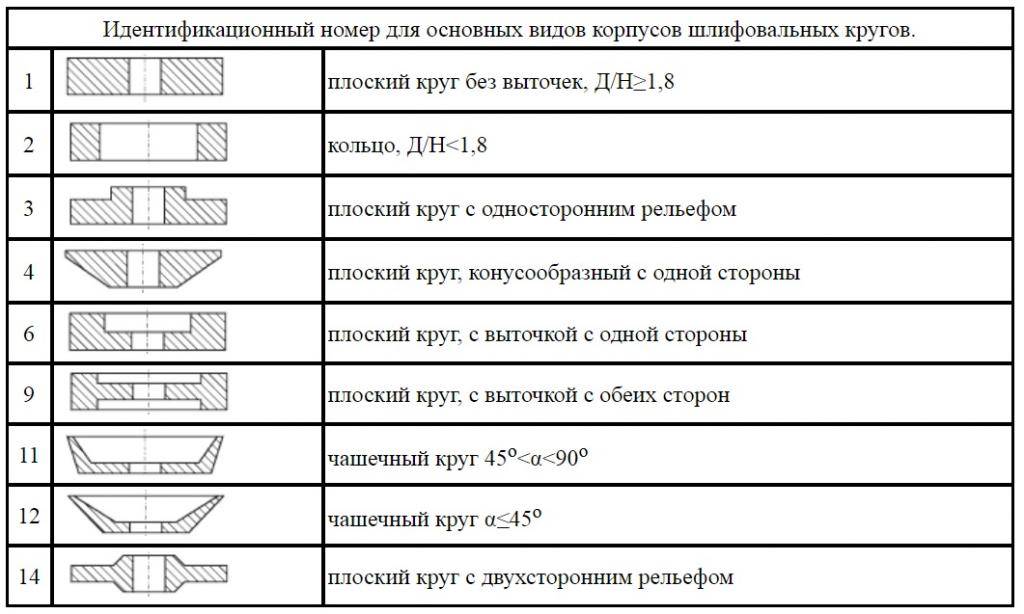
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
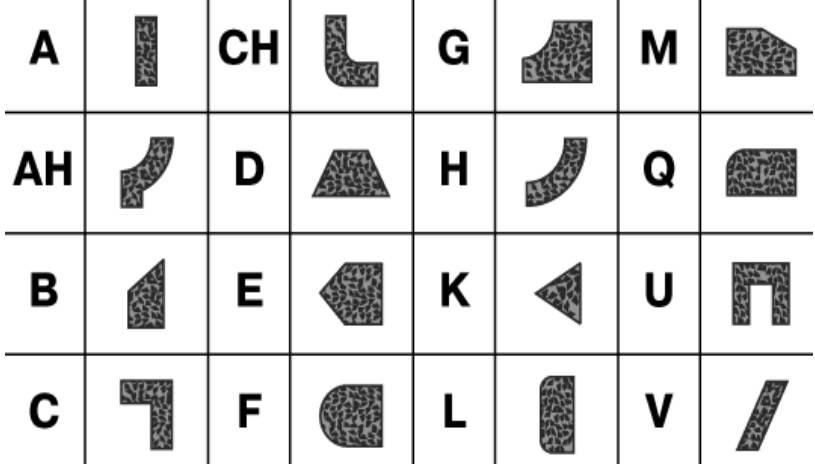
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
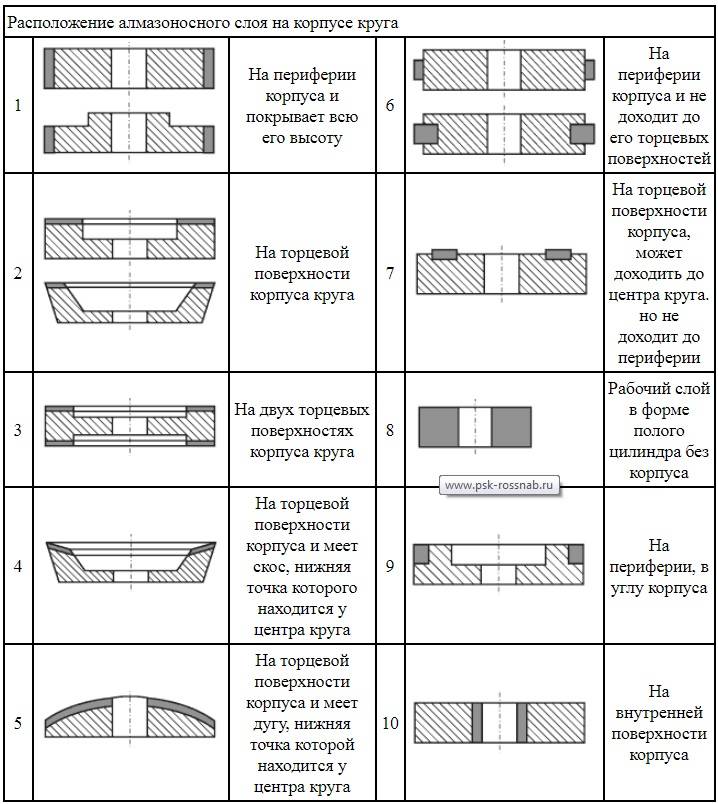
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.








Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.

Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов.
Обработка высокоточных измерительных и медицинских инструментов.
Изготовление изделий из огнеупорных материалов.
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.

Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
выполнения черновых операций, требующих снятия больших припусков;
заточки твердосплавных деталей и изделий;
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.

Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
Шлифование и резка заготовок из ситала и различных видов технического стекла.
Фактурная обработка природного и искусственного камня.
Изготовление притиров и алмазных головок различных форм.
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм 3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.
Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
Диски для заточки инструмента и обдирочные насадки для болгарки
Среди этого типа приспособлений в целях расширения функциональных возможностей болгарки значительно выделяются три вида – витые шарошки, абразивные заточные диски и алмазные обдирочные.
Витые шарошки используют для обдирки металлических и каменных поверхностей – если речь идет о снятии старой краски или капитально засохшего цементного раствора, то лучшего сменного инструмента вряд ли можно найти. Его изготавливают в виде стальных чашечек, по периметру которых устанавливают проволочные щетки. Размер проволоки может быть разным – в зависимости от грубости обработки шарошка может быть снабжена как толстой, так и тонкой проволокой.
Обдирочные насадки для болгарки фото
Абразивные заточные диски. Такие насадки предназначены для грубой обработки металла – с их помощью зачищают сварные швы и затачивают всевозможный режущий инструмент. Как правило, наибольшее распространение такие насадки получили на маленьких болгарках – это связано с удобством в пользовании. От отрезных кругов такую насадку можно отличить по толщине и форме – их внутренняя часть имеет углубление, что позволяет выполнять процесс затачивания плоской частью круга, а толщина не может быть меньше 5мм.
Заточные диски для болгарки фото
Алмазные обдирочные диски. В принципе, они в чем-то схожи с абразивными заточными. Только в отличие от них, обработка алмазным инструментом этого типа может выполняться только периферией диска, на которой размещены режущие грани. В противовес своему заточному собрату обдирочный алмаз не предназначен для работы с металлами, его конек – это обдирка бетонных, каменных и тому подобных материалов. Если речь идет о снятии небольшого участка цементной стяжки, то придумать что-либо лучше, чем этот алмаз, не получится.
Диски для болгарки фото
В общем, так или иначе, а диски для болгарки позволяют значительно увеличить функционал угловой шлифовальной машины. В современном строительстве и других сферах жизни найти какую-либо отрасль, где не используется болгарка, очень трудно – совместно с огромным количеством всевозможных насадок она является поистине универсальным инструментом.

Для высококачественной шлифовки металла мало приобрести углошлифовальную машинку (УШМ), следует еще правильно выбрать диск. Посредством разнообразных насадок для углошлифамашины можно разрезать, очищать и шлифовать металл и иные материалы. Среди многообразия кругов по металлу для УШМ сделать верный выбор бывает сложно даже специалисту. Сориентироваться в видах расходных материалов и принципах работы с ними позволит эта публикация.
Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су |
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
Признак правильной обработки детали – она должна иметь выпуклую кромку. Следует избегать любых излишних неровностей – они могут испортить резец. Необходимо постоянно отслеживать углы заточки. Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки. Если увеличить частоту вращения круга, то увеличится производительность процесса








Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала
Важно не только правильно расположить резец, но и правильно установить круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры
Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой). Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Применение шлифовальных кругов в зависимости от размера зерна
Выбор размера зерна определяется поставленной задачей. На тыльной или лицевой стороне нанесена маркировка, на которой указан размер абразивного зерна.

Чем меньше стоящее на маркировке перед буквой Р число, тем для более грубой работы предназначен шлифовальный круг. Ниже приведены назначения дисков в зависимости от зернистости:
- зерно от 16 до 36 – плоская шлифовка торцевой частью диска;
- 24-36 – круговая обдирка плоскостью диска;
- 60-120 – чистовая круговая шлифовка;
- 170-220 – заточка ножей, сверл, фрез;
- 180-320 – финишная шлифовка и доводка.
Диски с крупным зерном применяются преимущественно на мощных стационарных станках, тогда как мелкозернистые нередко используют на ручных углошлифовальных машинках для кропотливых и точных работ по доводке и полировке изделий.

При проведении работ следует придерживаться правил техники безопасности – пользоваться защитными очками и респиратором для защиты органов дыхания от частиц пыли.

Общие сведения о заточных дисках
Особенности алмазных заточных элементов обусловлены характером их назначения. Мастера используют этот абразив в работе с режущими компонентами другого инструмента. С цепными пилами, режущими металлическими головками и стальными резцами справится только высокопрочная оснастка. Более того, в целях безопасности технологи предусматривают и запас прочности расходного материала. И заточной круг алмазный отвечает высоким требованиям, обеспечивая не только прочность, но и стойкость к износам. К слову, некоторые модели таких элементов используют даже в обработке гранита, что подтверждает высокую продуктивность материала.
Даже если не планируется работа с твердотельными заготовками, диски используют из соображений экономии, обусловленной высоким рабочим ресурсом. Правда, альтернативное применение не всегда себя оправдывает, поскольку алмазный круг для заточки инструментов имеет небольшое зерно. Теоретически обслуживание топоров, ножей и других приспособлений с относительно скромными показателями твердости лезвия возможно, но рабочий процесс потребует гораздо больше времени.
Разновидности и их характеристики
Чашки с алмазными частицами для обработки бетона классифицируют в зависимости от количества и конфигурации рабочих сегментов. Каждая коронка предназначается для определенного типа выполняемых операций по шлифованию монолита, поэтому область применения этого инструмента различная. На рынке строительных инструментов представлены несколько разновидностей абразивных дисков:
- алмазная насадка с двухрядным размещением сегментов;
- диск по бетону с однорядным расположением сегментов;
- шлифдиски с квадратными насадками;
- алмазная чашка «Тайфун»;
- модель «Турбо»;
- насадка «Бумеранг».
Для каждого вида операций есть элемент определенной формы.
Диск по бетону с однорядным расположением рабочих сегментов
Насадка для болгарки имеет небольшую массу и высокую производительность. При выполнении шлифования ее трудно удерживать на обрабатываемых поверхностях. Такой инструмент более подвержен износу. Чашки для шлифовки бетона этого типа по сравнению с другими видами дисков имеют меньшую стоимость.
Алмазная насадка с двухрядным размещением сегментов
Таким изделием очень хорошо убирать дефекты, которые есть на поверхности.
Диски отлично выполняют черновую обработку бетонных конструкций. Конфигурация круга дает возможность с большой скоростью и эффективностью убирать дефективные участки на монолитных изделиях. Это приспособление хорошо обрабатывает природные камни или песчаник. Для доведения поверхности до идеально ровного состояния необходимо воспользоваться другим видом шлифовальных дисков.
Шлифдиски с квадратными сегментами
Насадки тяжелые, их применяют для черновой обработки материала. При работе на бетонных поверхностях инструмент, кроме шлифования, скалывает монолитные частицы, это приводит к повышенному износу инструмента. Этот вид чашек используется для предварительных работ перед покрытием монолитных конструкций полимерными веществами. Такой инструмент оставляет на верхнем бетонном слое шероховатости, которые повышают сцепление поверхности с другими материалами.
Чашка типа «Тайфун»
Применяется на монолитах с высокой прочностью и плотностью для шлифовки и обдирки конструкций. Имея незначительный вес, насадка обладает повышенной износостойкостью, твердостью и длительным сроком эксплуатации. Конфигурация насадки эффективно отводит бетонные частицы, которые образуются в процессе работы.
Модель «Турбо»
Изделия очень удобны в работе с гранитными изделиями.
Состоит из сплошного ряда алмазных частиц, которые обеспечивают аккуратную обработку бетонных конструкций. Инструмент можно использовать для нарезки фасок и кромок на мраморных и гранитных облицовочных плитках. Диски используют профессиональные граверы по камню для создания памятников и прочих изделий из гранита. Такие изделия обладают:
- повышенной износостойкостью;
- большим ресурсом использования.
Насадки типа «Бумеранг»
Диск по бетону применяется для чистовой обработки залитых монолитным раствором поверхностей. Напыление, выполненное из мелких алмазных частиц, позволяет выполнять тонкую работу. Показатель производительности средства не уступает двухрядным образцам, его работа мягче и устойчивее, поверхность после обработки максимально ровная. Чашки пользуются популярностью среди профессионалов.
После работы с таким элементом поверхность остается максимально ровной и гладкой.