Баллоны для пронан-бутана
Баллоны для пропан-бутана изготовляют согласно ГОСТ 15860-84 сварными из листовой углеродистой стали. Основное применение нашли баллоны вместимостью 40 и 50 дм3. Балонны для пропан-бутана окрашиваются в красный цвет с белой надписью «пропан».
Баллон для пропан-бутана представляет собой цилиндрический сосуд 1, к верхней части которого приваривается горловина 5, а к нижней — днище 2 и башмак 3. В горловину ввертывается латунный вентиль 6. На корпус баллона напрессовываются подкладные кольца 4. Для защиты вентиля баллона служит колпак 7.
Баллоны рассчитаны на максимальное давление 1,6 МПа. Из-за большого коэффициента объемного расширения баллоны для сжиженных газов заполняют на 85-90% от общего объема. Норма заполнения баллонов для пропана — 0,425 кг сжиженного газа на 1 дм3 вместимости баллона. В баллон вместимостью 55 дм3 наливается 24 кг жидкого пропан-бутана. Максимальный отбор газа не должен превышать 1,25 м3/ч.
Сварка, пайка, склейка и резка материалов
Наплавка
Наплавка представляет собой разновидность сварки, заключающуюся в локальном нанесении методом сварки материала на основное изделие для защиты его от коррозии и износа или для наращивания и увеличения его объема.
Лазерная сварка
При лазерной сварке для оплавления свариваемых кромок используют световой пучок. Сконцентрированный световой луч характеризуется монохроматичностью, когерентностью, параллельностью и высокой плотностью энергии.
Электроннолучевая сварка
В процессе сварки используется тепло, выделяющееся при соударении ускоренных электронов с металлом свариваемых деталей.
источник
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Многие производства и ремонтные мастерские, квалифицирующиеся на проведении сварочных работ, используют баллоны с защитными газами. Таковыми представляются:
- инертные — аргон либо гелий, их смеси;
- активные — водород, диоксид углерода, азот, которые в свою очередь подразделяются на газы с восстановительными, окислительными свойствами и выборочной активностью;
- конгломерат из инертных и активных продуктов.
Применение: газоподготовка

Жидкая углекислота в поставке для сварочных работ приобретается высшего и первого сортов. Заправка баллонов углекислотой для пищевиков дороговата, но желательна: Влажность газа нулевая.
Применение газа второго сорта допускается при возможности осушения: к 1% водного осадка добавляется нерегламентированное количество паров жидкости. Извлечением из газового потока паров воды занимается газоосушитель.
Это герметичная ёмкость с засыпкой гигроскопичными материалами. Осушители низкого давления устанавливаются после редуктора, высокого – принимают газ из баллона перед редуктором. Влагопоглотителями выступают алюмогель, силикагель, медный купорос.
Адиабатическое охлаждение газа провоцирует резкое объёмное расширение. Газопотребление в пределах 15–20 л/мин приводит к оледенению паров влаги, что чревато закупоркой редуктора. Газозабор высокого объёма требует установки газоподогревателя змеевикового типа на 24/36 В. Термоэлемент нейтрализует замерзание паров воды, рассчитан на пропуск больших объёмов.
Активная газозащита сварочных швов при полуавтоматической дуговой сварке плавящимся проволочным электродом ведётся углекислотой в чистом виде или в смеси с аргоном.
Использование баллонов подразумевает ограниченный суточный расход сварочными постами. 40-литровый баллон с внутренним давлением 6 МПа принимает 25 кг сжиженной субстанции. В газообразном виде после испарения жидкость трансформируется в 12,5 тыс. л газа.
Принципиальные особенности конструкции
В отличие от всех остальных типов газовых редукторов, в ацетиленовых редукторах присоединение баллона с устройством выполняется не при помощи накидной гайки, а специальным хомутом, в конструкции которого предусмотрен регулировочный винт.
Объясняется это следующим.
Вентиль ацетиленового баллона выполняется исключительно стальным. Применение латуни в данном случае опасно, поскольку при взаимодействии газа с медью происходит образование взрывчатого вещества – ацетиленида меди (его применяют в качестве компонента легковоспламеняющихся смесей). Образование ацетиленида меди весьма вероятно, поскольку при длительной эксплуатации уплотнительные элементы изнашиваются, и их отверстие увеличивается (в то время, как диаметр шпинделя, наоборот, уменьшается). Это может вызвать стравливание ацетилена в образовавшийся зазор, что может привести к взрыву кислородно-ацетиленовой смеси.
Крепление хомутом предотвращает и возможное тепловое расширение стальной накидной гайки, если бы она имелась (как известно, коэффициент теплового расширения стали значительно больше, чем для меди). Вследствие этого возможна неконтролируемая утечка ацетилена в окружающую атмосферу. Наконец, такое крепление обусловлено и чисто практическими соображениями: обычная накидная гайка на газовые баллоны может иметь левую или правую резьбу, в результате чего в спешке может быть подсоединена не к тому типу газового редуктора. Вентиль ацетиленовых редукторов всегда имеет левую резьбу.
Регулировка хомутового крепления выполняется следующим образом. Корпус редуктора снабжён специальным пазом, наличие которого позволяет точно установить хомут. В обязательный комплект поставки входит торцевой ключ, который устанавливается на головку вентиля.
Для регулировки величины зазора выполняют следующее:
- закрывают входной газовый канал;
- торцевым ключом поджимают сальниковую гайку;
- открывают вентиль, и следят за показаниями входного манометра: если его стрелка неподвижна, то регулировка считается успешной.
Раз в полугодие предохранительный клапан следует диагностировать. Проверка заключается в продувке клапана на стенде, поверке манометров, а также в осмотре состояния седельных гнёзд клапанов, корпуса и фильтров.
Выбор типоразмера ацетиленового редуктора выполняют по его конструктивным возможностям, а также преобладающему типу работ
Важное значение имеет и выбор производителя, поскольку не во всех случаях рассматриваемые изделия снабжаются торцевым ключом, хомутом и гайкой
Цена редукторов типа БАО 5-4 составляет 1100…1200 руб., редукторов БАО 5-5 — 1300…1400 руб. Цена зависит от материала корпуса, наличия комплектующих деталей, а также от исполнения манометров.
Талреп кольцо-кольцо. Простой и надёжный натяжитель
Захваты для листового металла. Вертикальная и горизонтальная фиксация
Меры безопасности при работе с ацетиленом
- содержание ацетилена в воздухе рабочей зоны необходимо непрерывно контролировать автоматическими приборами, сигнализирующими о превышении допустимой взрывобезопасной концентрации ацетилена в воздухе, равной 0,46%;
- при работе с ацетиленовыми баллонами поблизости не должно быть открытого пламени или отопительной системы; запрещается работать с баллонами, находящимися в горизонтальном положении, с незакрепленными баллонами, с неисправными баллонами; необходимо использовать неискрящийся инструмент, освещение и электрическое оборудование только во взрывобезопасном исполнении;
- в случае обнаружения утечки ацетилена из баллона (по запаху и звуку) необходимо по возможности быстро закрыть вентиль баллона специальным неискрящимся ключом;
- при нагреве баллон с ацетиленом может взорваться с крайне разрушительными последствиями; в случае пожара необходимо по возможности удалить из опасной зоны холодные баллоны с ацетиленом, оставшиеся баллоны постоянно охлаждать водой или специальными составами до полного остывания; при загорании ацетилена, выходящего из баллона, необходимо по возможности быстро закрыть вентиль баллона специальным неискрящимся ключом и поливать баллон водой до полного остывания; при сильном возгорании пожаротушение необходимо производить с безопасного расстояния; при пожаротушении рекомендуется применять огнетушители с содержанием флегматизирующей концентрации азота 70% по объему, диоксида углерода 57% по объему, водяные струи, песок, сжатый азот, асбестовое полотно, токораспыленную пену и воду; при тушении сильного пожара используются огнезащитные костюмы, противогазы и т.п.
Можно ли переливать газы из большей емкости в баллон? Ацетилен нужно хранить правильно
Особенности хранения технического газа ацетилен
Для начала краткая справка. Ацетилен – технический газ, который хорошо растворяется в ацетоне (а под давлением — так еще лучше), что обусловило метод его хранения. В чистом виде ни жидкий, ни газообразный ацетилен не хранят. Многие сварочные работы ведутся с применением этого газа. Так как сварочное оборудование весьма доступно, а умельцев оборудовать в гараже сварочную мастерскую достаточно, то закономерно возникли некоторые вопросы. Например, можно ли перекачать из большего в меньший баллон ацетилен?
Правила безопасности при работе с ацетиленом
На специализированных форумах дают практические советы, как произвести подобные манипуляции. Даже не касаясь, в принципе, целесообразности подобных действий, скажу лишь, что подобная затея смертельно опасна.
Почему нельзя самостоятельно производить перекачку ацетилена:
- в домашних условиях сложно контролировать уровень давления в баллоне;
- существует возможность проникновения факела обратного удара в неприспособленный баллон;
- наличие в ацетоне посторонних примесей может привести к взаимодействию с ацетиленом;
- нельзя исключить засорение вентиля или трубки частицами наполнителя.
Это лишь несколько из возможных ситуаций, которые могут привести к воспламенению ацетилена. Полностью исключить их в домашних условиях невозможно, поэтому я настоятельно рекомендую покупать баллоны с техническими газами в специализированных местах.
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря – Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Какой редуктор нужен для полуавтомата
Для того чтобы полуавтоматический сварочный аппарат мог хорошо функционировать, нужно подобрать к нему подходящий редуктор, который бы стабилизировал давление газа. Это позволит повысить качество сварочного шва, а также понижает расход газа, делая сварочный процесс более выгодным.Для такой задачи подходит практически любой редуктор, который работает в среде газообразных газов
Также для полуавтоматической сварки подойдет редуктор, который используется для сжатого, а не сжиженного вида.
Если Вы решили работать с газом, то нужно обратить внимание на подбор газа. Диаметр шланга должен быть не более 5-и миллиметров, однако необязательно покупать специальные кислородные армированные шланги, способные работать под большим давлением
Давления в шланге, которая идет от сварочного аппарата, практически нет, однако шланг должен обеспечивать расход газа приблизительно 5 – 10 литров в минуту
Также важно, чтобы шланг при использовании не перегибался самопроизвольно, потому что так он будет перекрывать движение газа, а не держать свою форму. Если Вы подберете некачественный шланг, то сварочный процесс превратится для Вас в что-то страшное.
Редуктор для полуавтоматической сварки должен иметь 2 манометра
Один из них должен показывать давление в баллоне, а второй должен показывать расход газа в литрах за 1 минуту. Фактически, второй датчик является расходомером, что очень нужно для комфортного сварочного процесса.
При использовании небольшого тока достаточно расхода газа приблизительно 5 литров в минуту. Если Вам нужно повысить сварочный ток, то нужно, соответственно, повышать и расход газа. При сваривании полуавтоматической сваркой можно минимизировать расход газа. Для этого во время сварочного процесса нужно внимательно смотреть на шов, уменьшить подачу газа и продолжать варить до тех пор, пока в сварочном шве не будут появляться поры. Во избежание их появления Вам нужно увеличить расход газа и попробовать сваривать снова. После проварки небольшого шва можете оценить его качество.
Если оно Вас устраивает и соответствует требованиям к нему, можно продолжать работать при таком расходе газа. В таком случае это будет минимальным расходом газа, потому что при меньшем расходе будут образовываться поры. Выбор подачи и напряжения можно сделать с помощью ручек подачи проволоки и напряжения до того момента, пока Вы не получите желаемый результат. Как правило, для каждого сварщика существуют свои правила настройки подачи и напряжения, но все-таки существуют средние показатели, которые соответствуют государственным стандартам.
Популярным редуктором для сварочных аппаратов является редуктор 2-КВД. В нем сочетаются все необходимые качества, необходимые для редуктора, например, он имеет два манометра для высокого и низкого давления. Редуктор позволяет производить сваривание высокого качества при минимальных затратах денежных средств и нервов.
3g-svarka.ru
Безопасность при обращении с ацетиленовыми баллонами
Как мы уже писали на странице про ацетилен, этот газ является высоко взрывоопасным, и поставляется сжатым до давления обычно не более 17 бар, в стальных баллонах белого цвета с красной надписью, заполненных пористым материалом, игорающим роль «губки», и будучи растворенным в залитый в баллон/наполнитель ацетон.
Лица, имеющие отношение к перемещению, установке, подключению и использованию баллонов с ацетиленом, должны понимать как устройство баллонов, так и свойства содержащегося в них газа, и соблюдать все соответствующие правила обращения с ацетиленом, установленные как государственными нормативными актами, так и предписаниями технического руководства и служб технической безопасности организации. В добавление к этим нормативным актам и внутренним предписаниям, ниже мы привели краткие указания по безопасному обращению с баллонами, содержащими ацетилен:
Этот взрыв ацетилена произошел в 9:30 утра 25 июля 2007 года на заводе компании Southwest Industrial Gases в Далласе. «Вопрос не в том, взорвется ли ацетиленовое производство, а в том, когда это случится».
1. Хранить и использовать ацетиленовые баллоны следует только в вертикальном их положении, для предотвращения утечки ацетона, могущей привести к созданию взрывоопасных условий для детонации ацетилена.
2
При обращении с баллонами следует соблюдать осторожность, во избежание повреждения корпуса баллона или нарушения целостности внутреннего наполнителя. Например, в результате падения баллона может образоваться утечка из предохранительной заглушки
При образовании же вмятин на стенках баллона, внутри него может образоваться полость в пористом наполнителе, где при имеющемся в баллоне давлении может аккумулироваться и затем саморазложиться (со взрывом) ацетилен. Примите меры против опрокидывания баллонов в результате случайных толчков.
3. Держите баллоны в тени и вдали от источников тепла. Следует избегать повышения температуры стенки баллона выше +50°C, если в эксплуатационной документации, конечно, не указано иначе.
4. Оберегайте нижнюю крышку баллона от попадания влаги, в том числе и от стояния на влажной земле.
5. Никогда не храните баллоны с ацетиленом и другими горючими газами вблизи от баллонов с кислородом и другими окислителями. Отделяйте полные баллоны от пустых.
6. Используйте только регуляторы давления и предохранительные клапаны, специально предназначенные для работы с ацетиленом.
7. Перед началом эксплуатации ацетиленового оборудования проверяйте на утечки (с помощью воды и мыла) все регуляторы, клапаны, горелки, шланги, а также все стыки.
8. Не используйте ацетилен при избыточном давлении свыше 1 бар — уровне, при котором может начаться самопроизвольное разложение ацетилена, сопровождающееся взрывом.
9. При обнаружении утечки, немедленно вынесите баллон с ацетиленом на улицу и пометьте его как негерметичный. Никогда не пытайтесь остановить утечку из предохранительного клапана.
10. Когда баллон не используется или (предположительно) пуст, держите его вентили в закрытом положении.
11. По завершении использования баллона, закройте его вентиль и медленно стравите давление с регулятора давления.
12. Если на стенке ацетиленового баллона образовалась вмятина, металл вздут или имеется какой-либо другой механический дефект, обведите место дефекта краской или маркером и уведомьте поставщика газа (если баллон не Ваш) или специализированную организацию по ремонту баллонов. Не пытайтесь исправить дефект самостоятельно.
13. Для того, чтобы уменьшить унос ацетона, забор ацетилена из баллона не должен превышать 10% от вместимости баллона в час.
14. Если защитная крышка баллона снимается с трудом, не пытайтесь применить для ее снятия избыточную силу. Уведомьте Вашего поставщика газа или обратитесь в специализированную организацию.
15. Не используйте ключи на вентилях баллонов, предназначенных для вращения вручную. В случае, если вентиль поворачивается с трудом или, наоборот, проворачивается, уведомьте Вашего поставщика газа или обратитесь в специализированную организацию.
16. Не пытайтесь самостоятельно перезаправить баллон с ацетиленом — как, впрочем, и баллон с любым другим газом.
Обратный удар — причины возникновения и защита
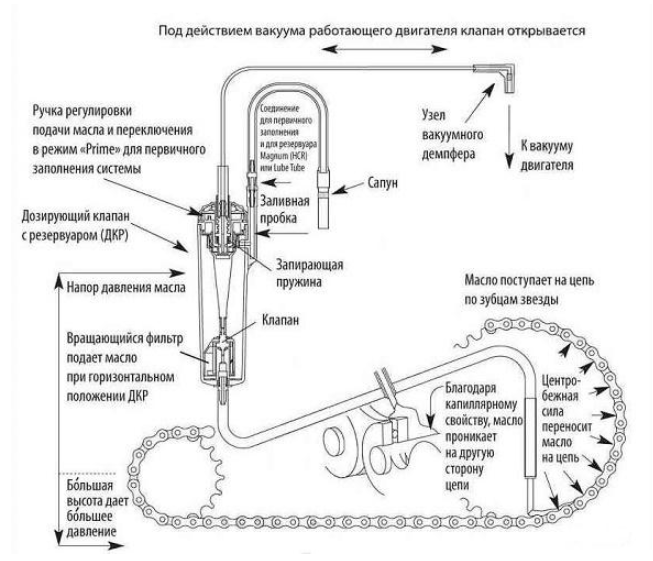
Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени. Если воспламенение проникло в горелку (резак), оно движется по газовым каналам с огромной скоростью.
Т.е обратный удар – это такая ситуация, при которой газ начинает сгорать в направлении противоположном своему истечению и скорость его сгорания выше, чем скорость его истечения.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования • разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном
• человеческие жертвы!
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени; • слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки; • в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится; • закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду.
• если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается (слабое пламя, неправильная настройка); • хлопок с прекращением горения из мундштука идет дым.
Защита защита от обратного удара — клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку (резак) или рукава, немедленно гасится огнегасителем . Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Всего существует их два вида:
• на кислород • и на горючий газ.
Они всегда идут в паре. Устанавливаются на редуктор или горелку (резак) и выдерживают минимум сто обратных толчков пламени идущих один за другим.
Правила эксплуатации ацетиленового редуктора
При эксплуатации редуктора ацетилена следует соблюдать правильную последовательность операций:
- Присоединение редуктора к баллону следует проводить в вертикальном положении баллона при полностью закрытом вентиле баллона, при этом необходимо убедиться в наличии фильтрующих элементов, исправности манометров и герметичности всех соединений.
- При выявлении неисправности категорически запрещено подтягивать резьбовые соединения или проводить какие-либо иные работы на редукторе под давлением, сначала надо перекрыть вентиль баллона и выпустить из редуктора газ.
- Подавать газ под высоким давлением в редуктор следует плавно, резкое открытие баллонного вентиля недопустимо.
- Рабочее давление устанавливается регулировочным винтом после подачи ацетилена в редуктор.
- После окончания работ необходимо вывернуть регулировочный винт до полного высвобождения рабочей пружины.
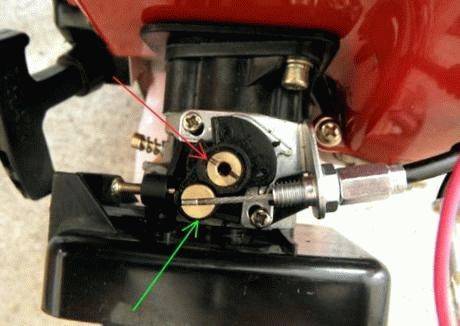
Настройка газового резака
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.
- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий — на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков. Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Как варить ацетиленом
Для получения качественных швов и надёжности полученного соединения необходимо соблюдать особенности технологии ацетиленовой сварки. Необходимо следить за основными параметрами сварочного процесса. К этим параметрам относятся:
- интенсивность горения газовой смеси (мощность пламени);
- угол наклона газовой горелки к поверхности скрепляемых деталей;
- диаметр сопла;
- диаметр присадочного прутка.
Первый параметр выбирается на основании данных о физических и механических свойствах свариваемых металлов. Угол наклона задаётся на основании толщины свариваемых элементов. Все остальные параметры выбираются на основании внутренних параметров свариваемых конструкций и внешних условий сварки.
Перед проведением работ необходимо выбрать способ сварки. Этот выбор зависит от условий проведения сварочных работ. Наиболее распространёнными и технологически отработанными считаются следующие способы:
- на себя;
- от себя;
- с применением флюса.
Применение второго способа наиболее рационально при автогенной сварке деталей из толстой стали. В этом случае необходимо поддерживать постоянную температуру в точке образования шва.
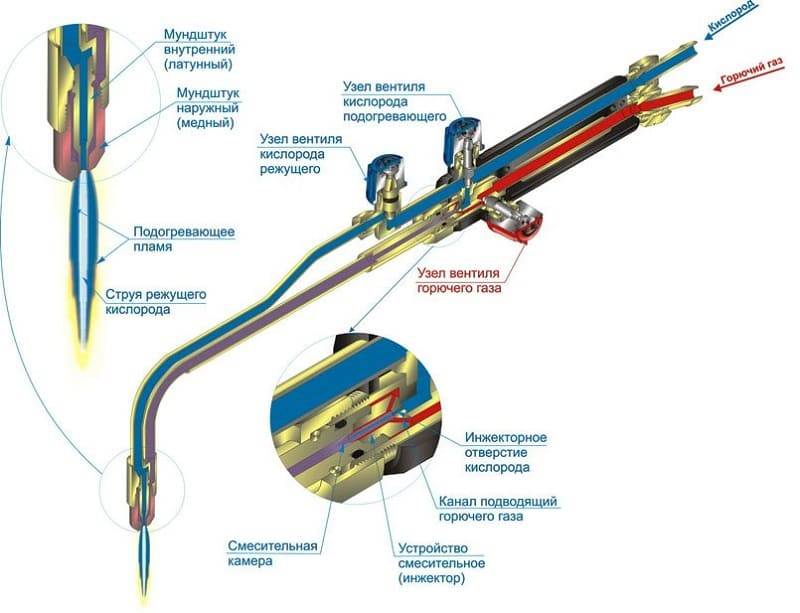
Схема процесса ацетиленовой сварки
Технология с применением флюса является довольно универсальным способом. В этом случае используют электроды, которые имеют более низкую температуру плавления, чем температура плавления самих металлов. Особое распространение получили стержни, выполненные из цветных металлов: латуни или бронзы. Применение соответствующего флюса позволяет провести обезжиривание поверхности образования шва. Это позволяет значительно улучшить эффект диффузии при нагреве и повысить так называемый папиллярный эффект. Карбидная сварка с флюсом значительно повышает качество получаемого соединения.