Как заточить ножовку
При различных работах с деревом активно используется такой инструмент как ножовка. С течением времени режущая поверхность инструмента изнашивается, и процесс распиловки дерева становится все тяжелее. Износ рабочей кромки заключается в следующем:
- заостренные вершины зубьев закругляются;
- их боковые режущие кромки притупляются.
Вследствие этого инструмент теряет функциональность и нуждается в заточке.
Как определить момент, когда ножовка нуждается в заточке?
Люди с большим опытом легко определяют этот момент звуку, издаваемому инструментом при работе, а также по изменению цвета зубьев. Новичкам нужно ориентироваться на следующие признаки:
- работа ножовкой становится тяжелой и требует больших физических усилий;
- становится очень сложно сделать перпендикулярный распил древесины;
- становится сложно удерживать полотно по линии во время работы, он начинает отклоняться в разные стороны;
- полотно ножовки часто заклинивает.
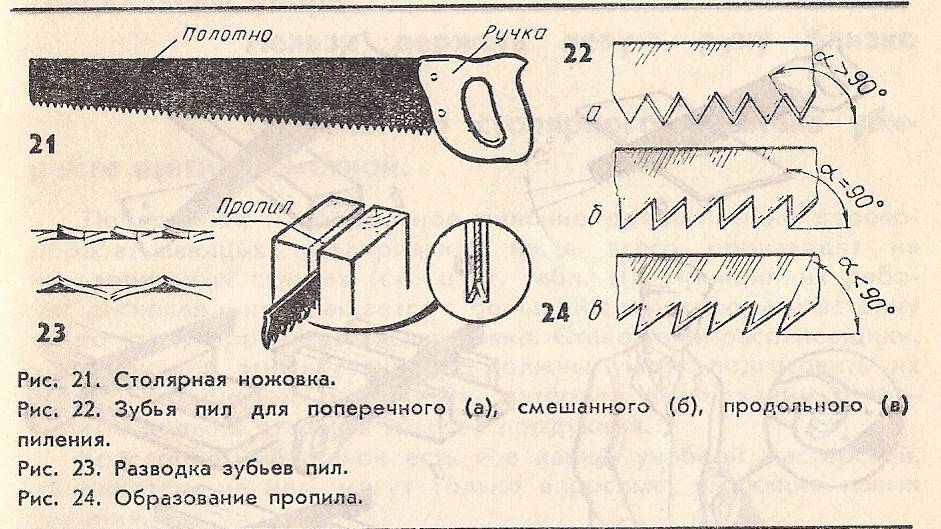
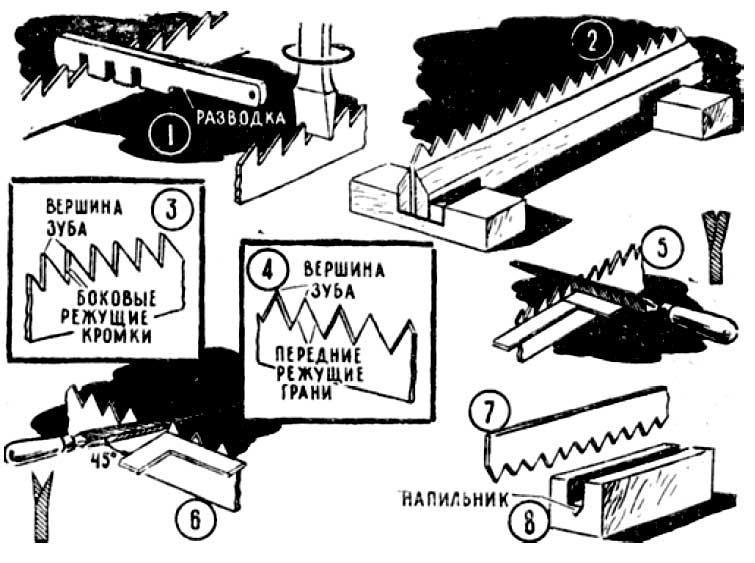
Разводка зубьев
Разводка пилы – это отклонение вершин зубьев от плоскости полотна. Зубья через один отклоняют в разные стороны: нечетные в одну сторону, четные – в другую.
Нужно знать, что качество разводки достаточно сильно влияет на процесс пиления. Поэтому все зубья должны быть отогнуты в разные стороны поочередно на одну и ту же величину, иначе:
- если некоторые зубья отклонены на больший угол, чем остальные, то они будут мешать движению инструмента и быстрее изнашиваться;
- если же отклонение меньше необходимого, то ширина пропила не позволит полотну свободно перемещаться.
Для разводки зубьев пилы используют специальный инструмент – разводку. Простейшая разводка выглядит как небольшая металлическая пластинка с ручкой. В ней имеется прорезь, ширина которой немного больше, чем толщина полотна ножовки.Разведение зубьев происходит следующим образом:
- пилу зажимают в тиски так, чтобы губки тисков заканчивались у основания зубьев;
- затем зубья поочередно помещают в прорезь разводки и, изгибая в средней части, отводят в сторону на заданный угол;
- периодически качество разводки проверяется визуально или при помощи штангенциркуля;
- для проверки качества разводки губки тисков раздвигают на ширину разводки и протягивают между ними пилу (при этом излишний изгиб какого-либо зуба не даст свободно перемещать полотно между губками).
Проверка высоты зубьев ножовки
Поэтому перед заточкой ножовки нужно проверить высоту режущих элементов. Это делают следующим образом:
- на ровную и гладкую поверхность укладывают лист бумаги и плотно прижимают к нему пилу;
- профиль четко отпечатывается на бумаге, и становятся хорошо видны зубья;
- если обнаруживаются более высокие по сравнению с остальными зубья, то пилу зажимают в тиски и их укорачивают до нужной высоты при помощи плоского напильника.
Заточка ножовки
Для заточки потребуется следующий инструмент:
- тиски;
- молоток;
- штангенциркуль;
- плоскогубцы;
- брусок наждачный;
- шкурка наждачная.
Также в арсенале необходимо иметь следующие виды напильников:
- плоский и ромбический с насечкой среднего размера;
- треугольный напильник;
- треугольный с бархатной насечкой;
- надфили с насечками разного калибра.
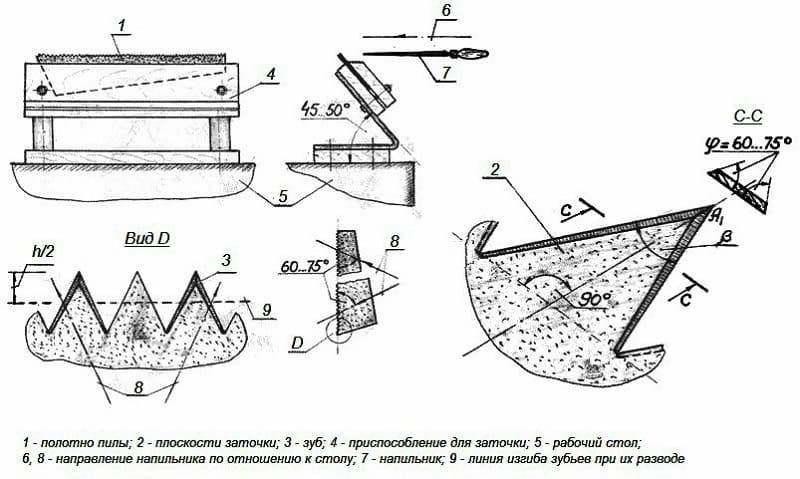
Для заточки используют специальное приспособление, позволяющее фиксировать полотно под углами в 45 и 90 градусов. Если нужно заточить поперечную ножовку, действуют следующим образом:
- полотно закрепляют под углом 45 градусов;
- заточку производят трехгранным напильником с углом при вершине 60 градусов;
- напильник направляют на зуб ножовки под углом от 60 до 75 градусов;
- сначала несколькими движениями напильника от себя обрабатывают левые грани нечетных зубьев;
- после этого ножовка переворачивается и производится обработка левых граней четных зубьев.
При заточке продольной ножовки действуют следующим образом:
- полотно фиксируют вертикально;
- для заточки используется ромбический напильник с мелкой насечкой (можно использовать надфили);
- во время заточки напильник направляется строго параллельно столу;
- в остальном процесс аналогичен предыдущему.
Появляющиеся на гранях зубьев заусенцы нужно удалить при помощи наждачного бруска или напильника с бархатной насечкой.
Процесс заточки пилы в первый раз достаточно труден, поэтому лучше проводить его в полной тишине и с максимальной сосредоточенностью. Стоит сделать это несколько раз, а дальше дело станет привычным и пойдет «как по маслу».
Заточка зубьев пил
Основные операции по обработке древесины
Главная / Плотничные и стекольные работы / Основные операции по обработке древесины / Заточка зубьев пил
19 апреля 2011
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья разводят.
Полотно пилы зажимают в тиски, и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные — в одну сторону, а нечетные — в другую. При распиловке древесины твердых пород зубья разводят на 0,25… 0,5 мм, а мягких пород — на 0,5…1 мм.
Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном. В нерабочем состоянии, во избежание растяжения тетивы, следует немного отпустить закрутку.
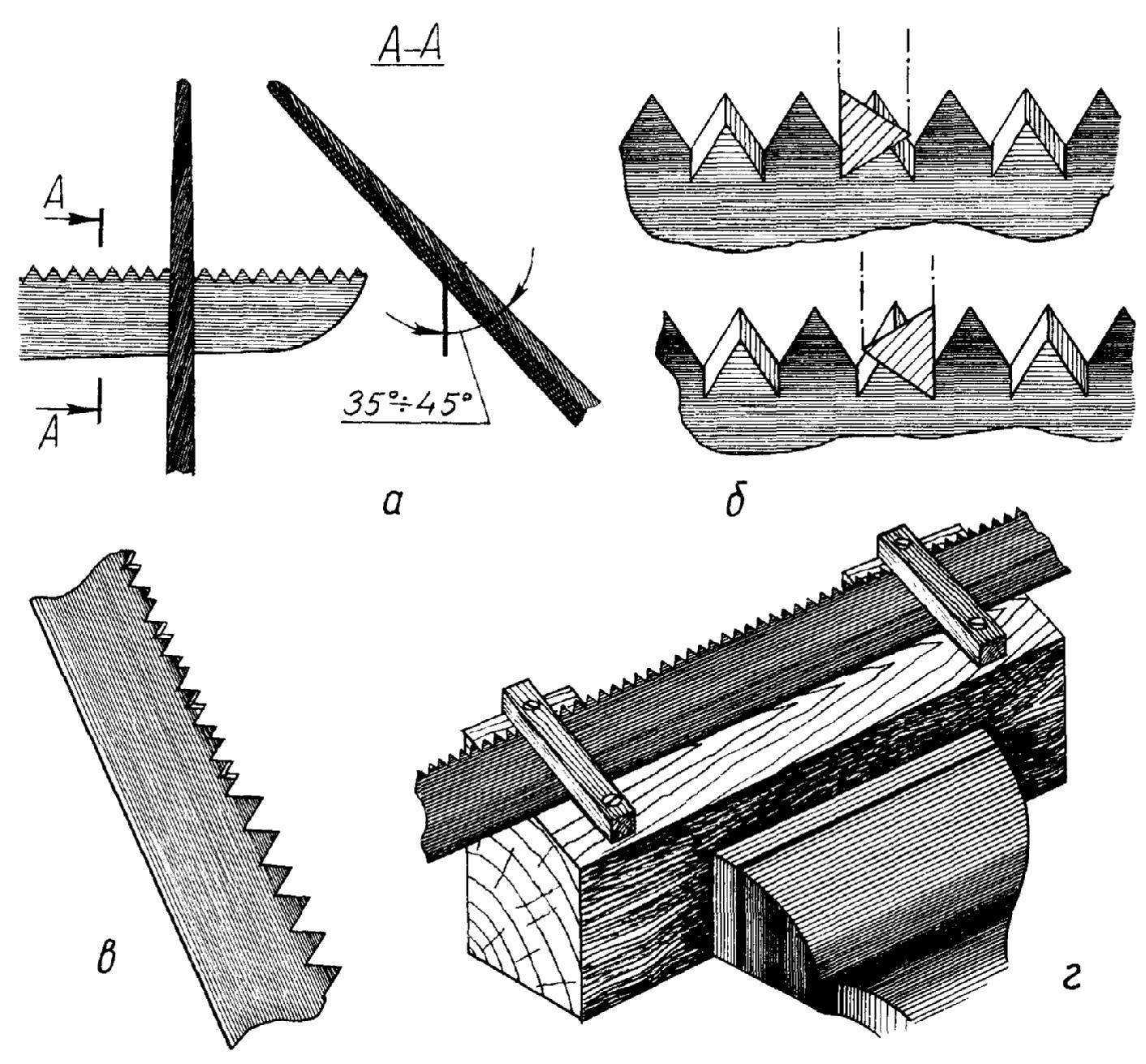
Заточка и фугование пил
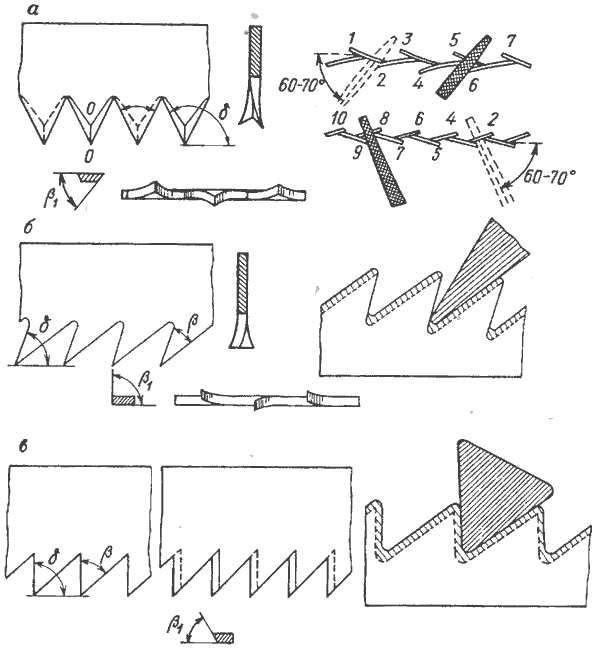
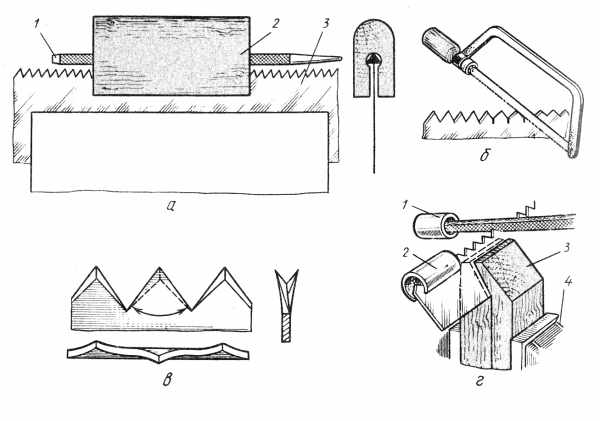
Заточка и фугование пил:
а — расположение пилоточа при прямой заточке, б — расположение пилоточа при косой заточке, в — заточка лучковой пилы, закрепленной в тисках, г — заточка лучковой пилы, уложенной в деревянную колодку, д — фугование пил;
1 — напильник, 2 — колодка, 3 — пила.
В процессе пиления зубья затупляются; чтобы восстановить режущую способность зубьев, их затачивают напильниками (ГОСТ 6476 — 80) (рис. 9, а…г).
Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др.
Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70°. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (рис. 9, д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным).
«Плотничные и стекольные работы», Л.Н.Крейндлин
Работа рубанком и фуганком
При строгании рубанком слегка нажимают левой рукой на переднюю часть корпуса, правой — на заднюю часть, а перед окончанием строгания, т. е. в конце обрабатываемой заготовки, следует больше нажимать правой рукой, чтобы не «завалить» конец заготовки. Если заготовка имеет грубую и шероховатую поверхность, то ее сначала обрабатывают шерхебелем, затем рубанком с одним ножом, а для…
Рубанки с металлическим корпусом
Кроме деревянных для строгания древесины применяют рубанки с металлическим корпусом. В корпус 1 вставлен нож 4, закрепляемый винтом 3. Рог 2 и ручку 5 делают из древесины. Величину снимаемого слоя древесины (стружки) регулируют вылетом ножа. Для этого надо освободить винт 3 и переместить нож 4 вверх или вниз на нужную величину, а затем снова закрепить…
Механизированная обработка древесины
Механизированную обработку древесины производят ручным электрифицированным инструментом — электрорубанком ИЭ-5708, ИЭ-5701А, ИЭ-5707А. Электрорубанок ИЭ-5701А состоит из электродвигателя, приводящего во вращение через клиноременную передачу ножевой вал. Опорными поверхностями рубанка являются передняя подвижная и задняя неподвижная панели (лыжи). В ножевом валу крепятся два ножа. В рукоятке, с помощью которой рубанок передвигается по обрабатываемой поверхности, расположен курок. Глубину…
Приемы проверки качества строгания
После первого прохода (если нужно обработку вести повторно или на участке, находящемся рядом с обработанным) электродвигатель следует выключить и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. При работе следят за тем, чтобы электродвигатель не перегревался. Перегрев электродвигателя вызывается сильным нажимом на электрорубанок. Качество фрезерования (строгания) по длине и…
Долбление и резание древесины
Для выборки гнезд, пазов, шипов и других работ применяют долота (ГОСТ 1185 — 80). Долота бывают плотничные и столярные. Рукоятки 2 долот изготовляют из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Древесина рукоятки должна быть здоровой, без трещин, гнили и червоточины влажностью до 12%. Лезвия долот имеют одностороннюю заточку, завалы и…







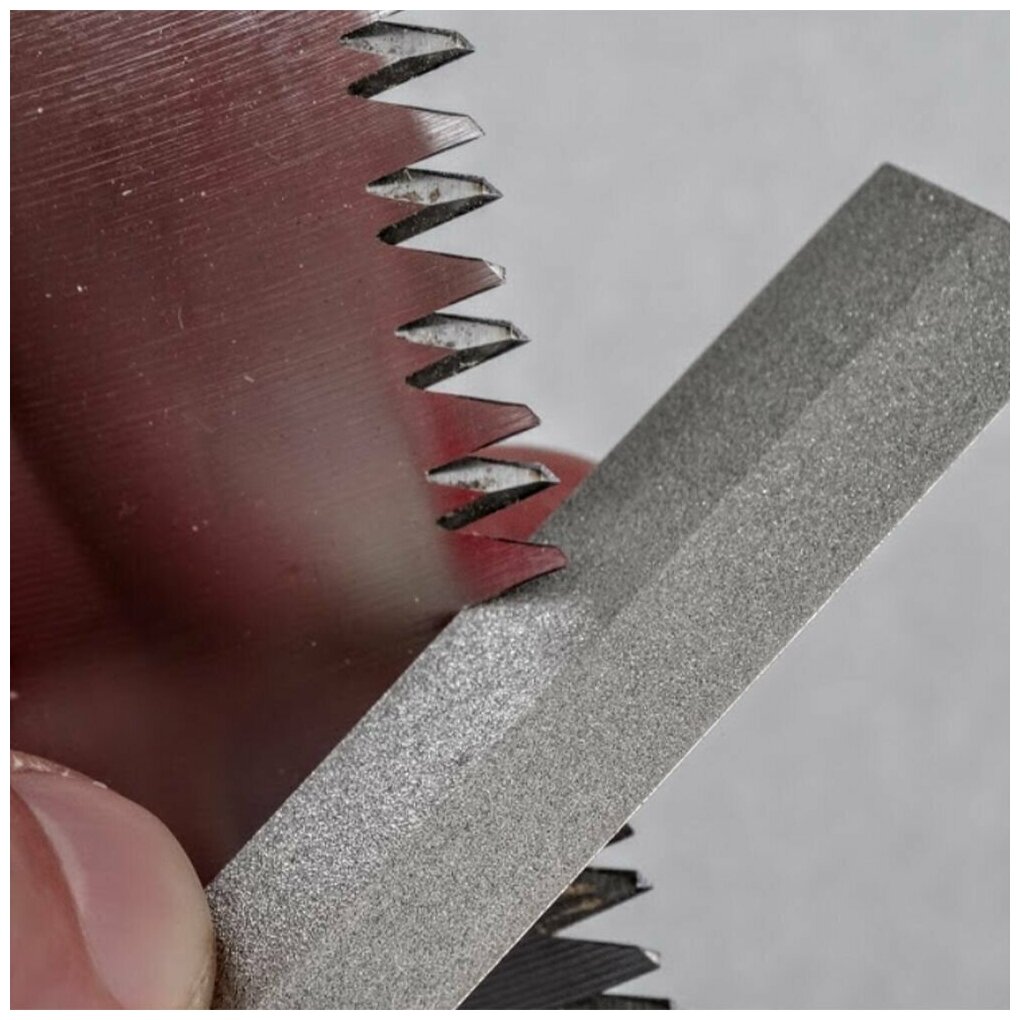
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.
Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».
Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.
Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.
Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Развод зубьев ножовки
Движение полотна должно быть свободным, для чего разводят зубья пилы на одинаковую величину.
Чтобы снизить коэффициент трения и зажим ножовки в пропиле, его ширина должна быть больше толщины рабочего полотна, иначе металл нагревается и расширяется, что приводит к заеданию пилы.
Развод зубьев ножовки выполняется отгибанием резцов в стороны.
Использование плоскогубцев не позволяет получить одинаковый угол наклона – таким инструментом можно будет пилить только дрова.
Чтобы развести резцы равномерно и получить ровный, аккуратный срез, используется самодельное приспособление для разводки зубьев.
Для его изготовления нужна металлическая плашка произвольной формы толщиной 2-3 мм.
В простом варианте, делаются несколько прорезей, обозначающих толщину полотна.
Зубец захватывается в отверстие, и отгибается до достижения выбранного упора.
Во второй версии, в планке пилкой по металлу пропиливается срез, и сверлятся два отверстия для установки ограничителя.
Поворот сектора в стороны позволяет регулировать угол загиба.
На рисунке изображена простая модель и разводка с упором.
Схема прибора отличается интуитивной простотой изготовления и использования.
Необходимо учесть, что для ширины отгиба есть свои параметры.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.

![Как правильно заточить пилу по дереву | [инструкция]](https://snabkz.ru/wp-content/uploads/c/c/f/ccf3a9dd49e39c2d41e2f29d30bfff10.jpeg)




Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Простое приспособление в помощь
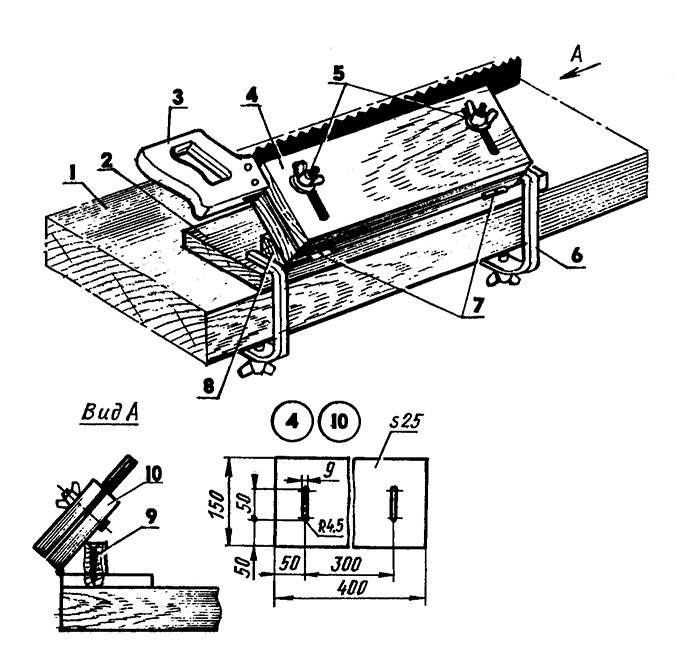
Сложно качественно заточить ножовку без специальных приспособлений и станка, на глаз. Приходится постоянно осматривать зубья, чтобы убедиться, что они не деформируются, а становятся острыми.
Рекомендуем: Как почистить медные монеты быстро от налета и черноты: 14 способов для разных типов налета
Если пила используется часто, имеет смысл изготовить приспособление, облегчающее и ускоряющее заточку в несколько раз.
Понадобятся:
- старые доски;
- саморезы и шуруповерт.
Ход работы:
- Две доски размером чуть больше ножовки соединяем между собой под углом 37 градусов. Для скрепления деталей используем два уголка.
- Прикладываем ножовку к доске так, чтобы выступала режущая кромка.
- Фиксируем с помощью 3 бобышек, саморезов и шуруповерта.
- Само приспособление закрепляем на столе при помощи 2 струбцин.

Зачем точить и когда
При постоянном использовании зубья теряют свою остроту, изнашиваются режущие кромки, ухудшая качество спила и увеличивая время на выполнение задачи.
Покупка новой не надолго исправит ситуацию, а времени на восстановление старого полотна понадобится не более получаса.
Своевременная заточка ножовки восстановит режущую способность резцов, и позволит всегда иметь под рукой исправный инструмент.

Подправить остроту режущих кромок стоит при первых признаках износа, который может касаться локальных участков и всей рабочей поверхности.
Меняются и размеры разводки резцов, и это приводит к заклиниванию во время работы.
Заточка ручной ножовки болгаркой
Вопрос о том, как наточить ручную ножовку быстро, продолжает оставаться актуальным. Самый быстрый способ — это применение электрического инструмента, которым является углошлифовальная машинка или болгарка. Болгаркой затачивают цепи на бензопилы, но мало кому известно, что этим прибором можно наточить полотно ручной пилы. Как наточить зубцы полотна на ручной ножовке, описано в инструкции:
- Для начала нужно подобрать круг на болгарку. Как вы понимаете, он должен быть не толстым, поэтому заточные круги сразу следует исключить. Для заточки ручной пилки используется абразивный круг толщиной до 1,5 мм. Оптимальное значение толщины применяемого круга — 0,8 мм
- Второй момент — зажимать полотно рекомендуется не в губках тисков, а при помощи струбцины. В тисках устройство примет вертикальное положение, что удобно для работы напильником, но не для болгарки. Вместо тисков применяется струбцина, которой ножовка фиксируется к поверхности стола или верстака, тем самым принимая горизонтальное положение. Для обеспечения надежной фиксации струбциной можно воспользоваться деревянными проставками — брусьями. Фиксировать полотно рекомендуется двумя струбцинами, что исключит возникновение любых вибраций
- Когда все готово к выполнению манипуляций, можно приступать. Включаем болгарку, надев изначально защитные очки и рукавицы
- Производим заточку зубьев ручной пилы болгаркой путем прохождения между каждым зубцом. При этом изначально нужно выбрать соответствующий угол положения болгарки
- Проходим инструментом сначала с одной стороны полотна, а затем разворачиваем его и выполняем аналогичные манипуляции для другой части режущего устройства
Подробная видео инструкция показывает, что процедура заточки болгаркой обычной ручной пилы вовсе не трудная и вполне реализуема. Использовать этот метод может каждый, у кого имеется в распоряжении болгарка.
Из двух методов, которые если сравнить, можно сделать такие выводы, что работа болгаркой требует особого мастерства, однако и результат достигается в 2 раза быстрее. Если использовать напильник, то здесь требуется синхронность действий, а также контроль качества снятия металла между зубцами. Работа напильником длится дольше, однако это еще не повод отказываться от такого способа. После прохождения по полотну болгаркой возникает необходимость подточки или доработки, что легко реализуется напильником.
Простое приспособление в помощь
Сложно качественно заточить ножовку без специальных приспособлений и станка, на глаз. Приходится постоянно осматривать зубья, чтобы убедиться, что они не деформируются, а становятся острыми.
Рекомендуем: Чем опасен и вреден освежитель воздуха
Если пила используется часто, имеет смысл изготовить приспособление, облегчающее и ускоряющее заточку в несколько раз.
Понадобятся:
- старые доски;
- саморезы и шуруповерт.
Ход работы:
- Две доски размером чуть больше ножовки соединяем между собой под углом 37 градусов. Для скрепления деталей используем два уголка.
- Прикладываем ножовку к доске так, чтобы выступала режущая кромка.
- Фиксируем с помощью 3 бобышек, саморезов и шуруповерта.
- Само приспособление закрепляем на столе при помощи 2 струбцин.

Необходимость заточки пилы
Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.





Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Макет пилы
При разбавлении пилы не забывайте о равномерном изгибе всех зубьев под одинаковым углом, чтобы не увеличить сопротивление протяжкам и высокий износ металла. Вы должны начать сгибать зубы от середины. Если вы попытаетесь согнуть их у основания, вы можете повредить клинок. Зубья отклоняются от лезвия на один, т.Е. Каждый прямой зуб слева, каждый нечетный справа. Визуально и без использования инструментов, только опытный плотник может определить проводку. Такие навыки появляются только после умножения зубов у многих десятков ножей.
При отсутствии такого опыта на помощь приходит специальный инструмент. Самый доступный вариант. Обычная плоская стальная пластина. Это создает зазор, в который лезвие пилы должно входить практически без зазора. Процесс публикации выглядит следующим образом:
- Ножовка зажата так, что зубцы слегка видны над зажимом;
- Каждый зуб зажат канавкой и сгибается к середине;
- Угол разбавления должен постоянно контролироваться;
- Каждый четный зуб подряд сгибается влево, затем каждый нечётный зуб. Вправо или в обратном порядке.
READ Как Вытащить Бур Из Перфоратора Makita
На разной высоте зубьев распиловка древесины не будет эффективной, так как большие зубы изнашиваются из-за больших нагрузок, а меньшие зубы вообще не участвуют. Стороны холста будут неровными, дергающимися. Также будут жалобы на точность распиловки и качество поверхностей реза. Выровняйте зубы по высоте перед заточкой. Высота проверяется следующим образом:
- Зубы прижаты к бумаге, которая лежит на плоской поверхности;
- Холст отражается на нем;
- Профиль оттиска определяет высоту зубов.