Виды штихмасов
Общепринятой классификации штихмасов нет. Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров.
Микрометрический измеряет реальную длину.
Индикаторные сравнивают шаблон и реальный размер. Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя.
Штихмасы имеют разные отсчётные устройства и способы передачи. Разными могут быть формы поверхностей, которые помогают измерять.
Измерительные поверхности трёхточечного штихмаса расположены под углом 120° друг к другу. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали. Информацию о размере берут на цифровой шкале нутромера.
Сферический штихмас – это инструмент, измерительные поверхности которого находятся на одной сфере. Максимальная длина 1000 мм. Он относится к двухточечным. Для измерений нужно сделать больше замеров, чем трехточечным.
Штихмасом цанговым (шариковым) измеряют небольшие отверстия, которые не под силу измерить микрометрическим (диаметр от 0,95 до 18 мм). Снабжён комплектом головок разных типов. Для измерения головку нужного размера и формы вводят в отверстие, внутренняя игла смещается вдоль оси, цанги прижимаются к его стенкам.
Самым точным, удобным и дорогим является электронный штихмас.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.
Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
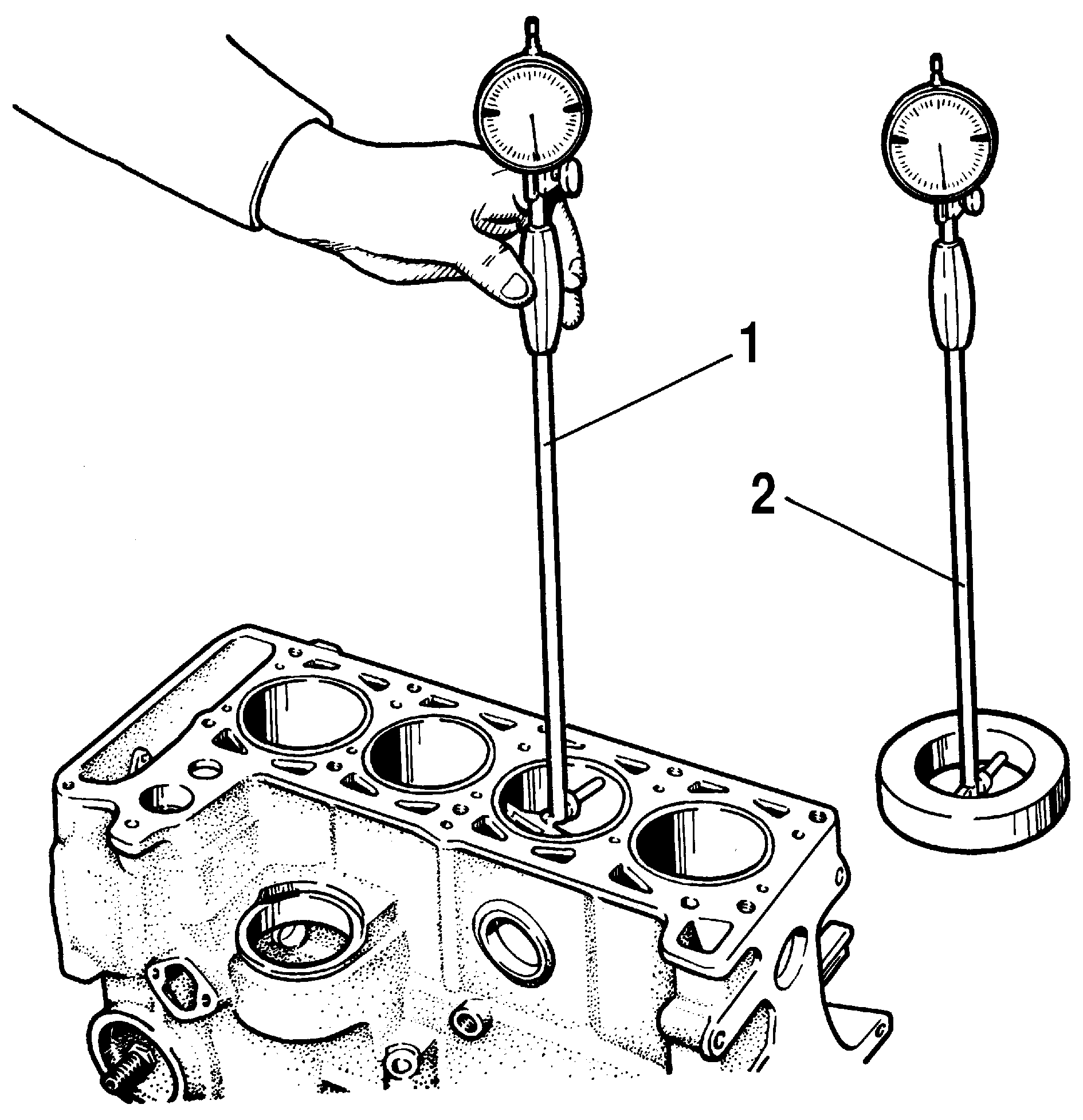
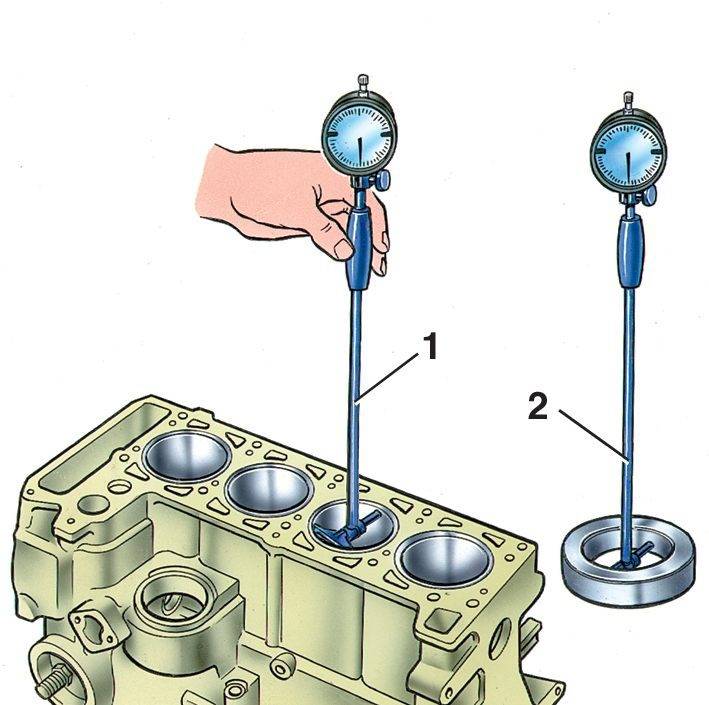
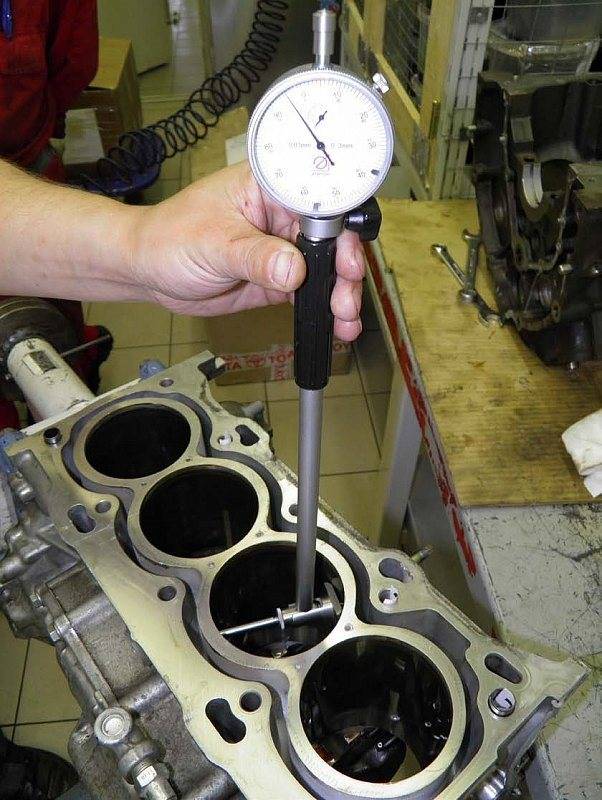
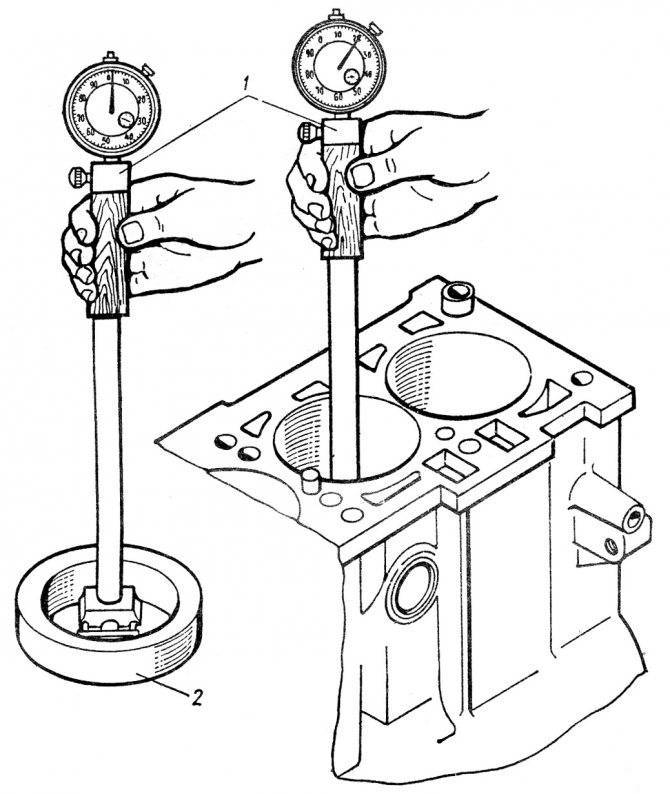
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
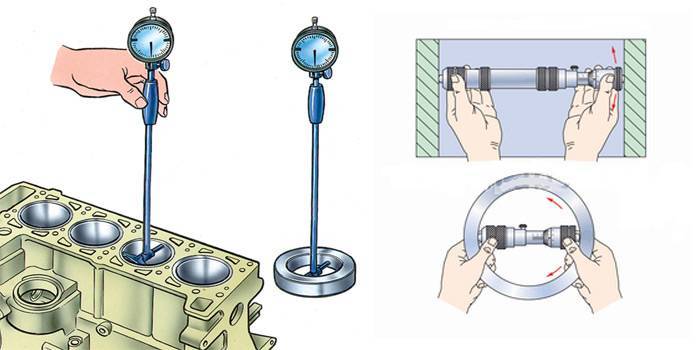
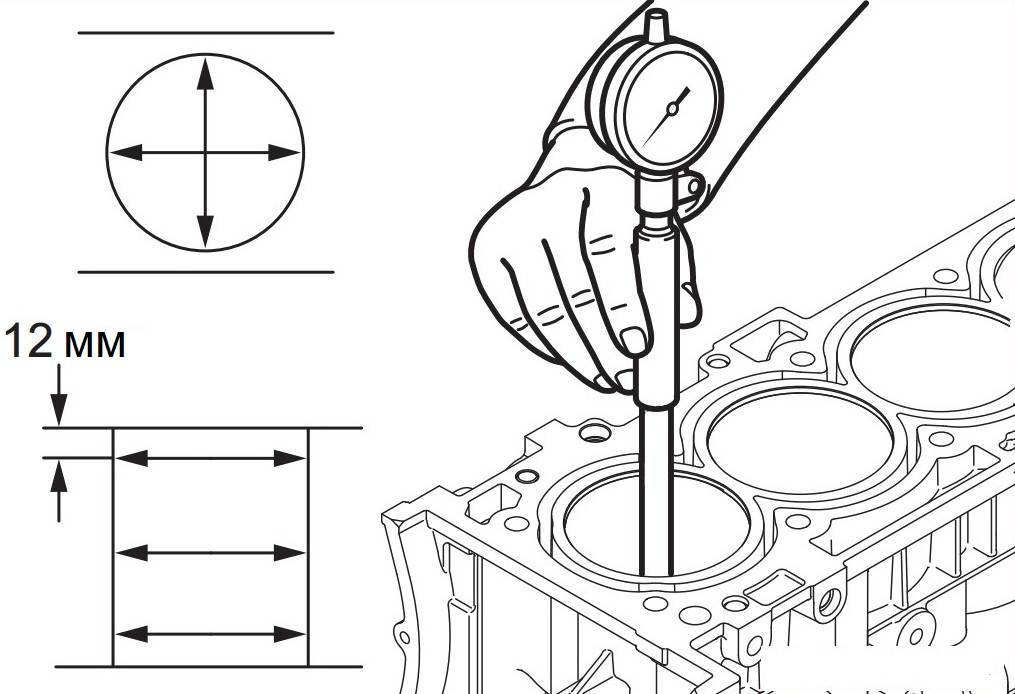
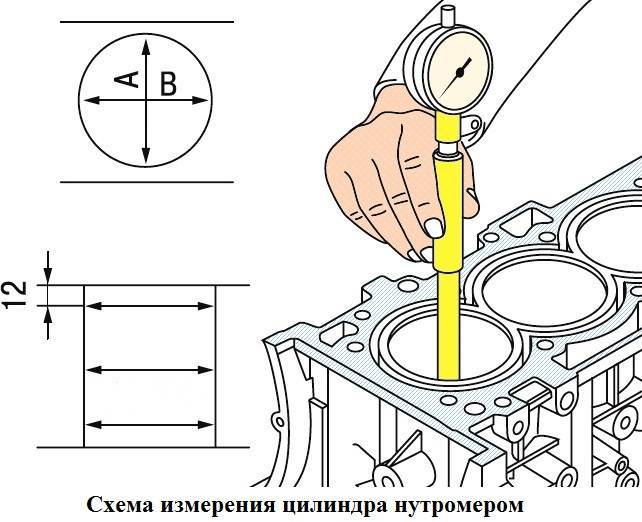
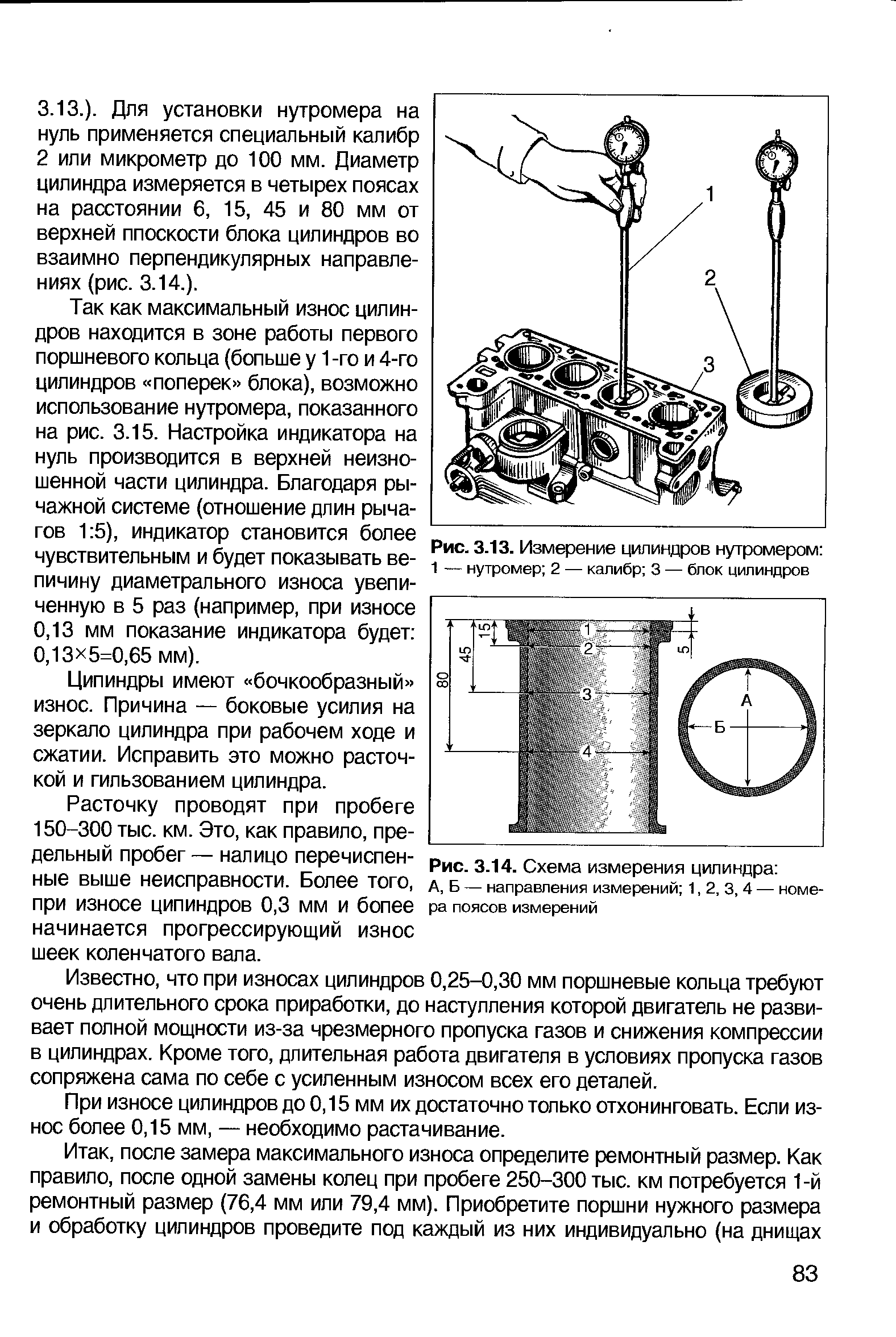
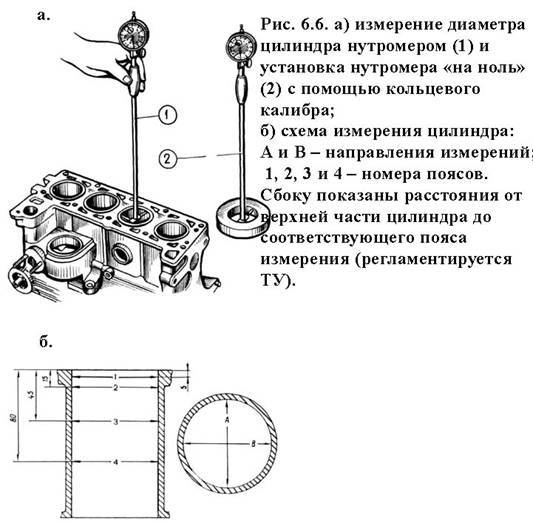
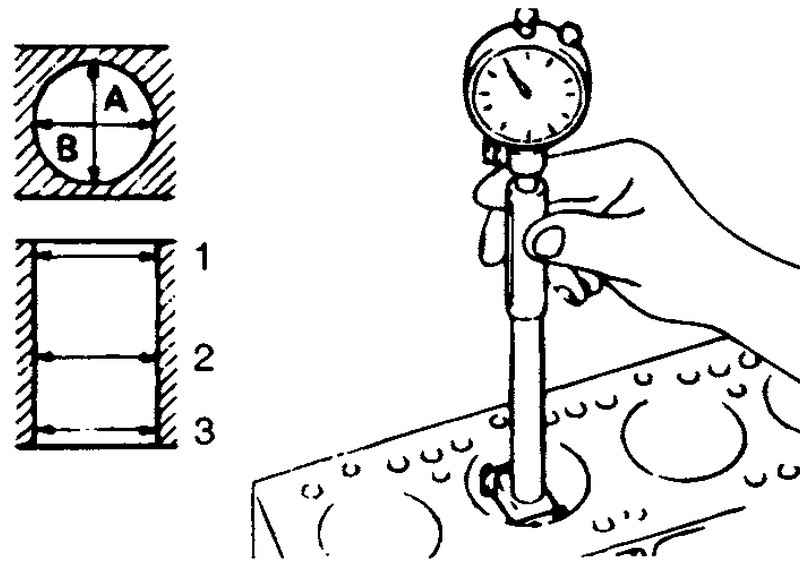
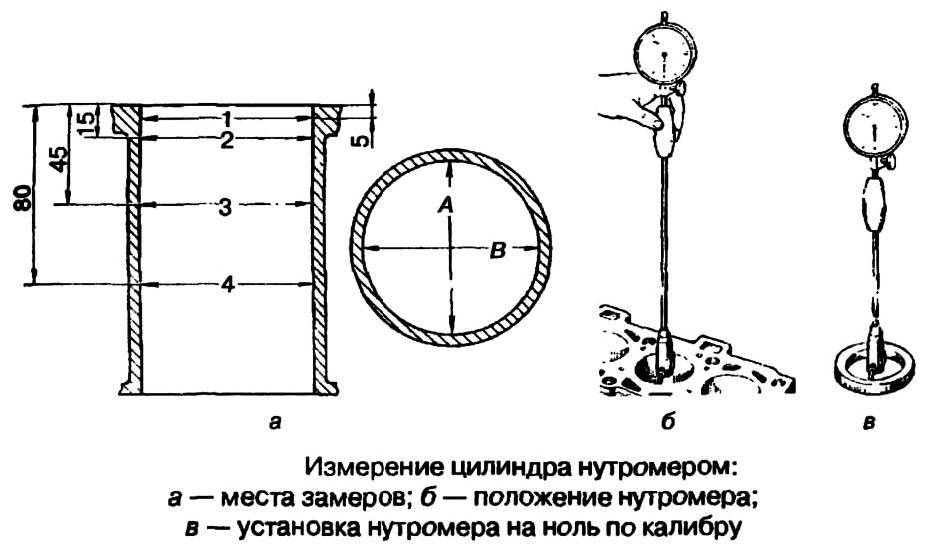
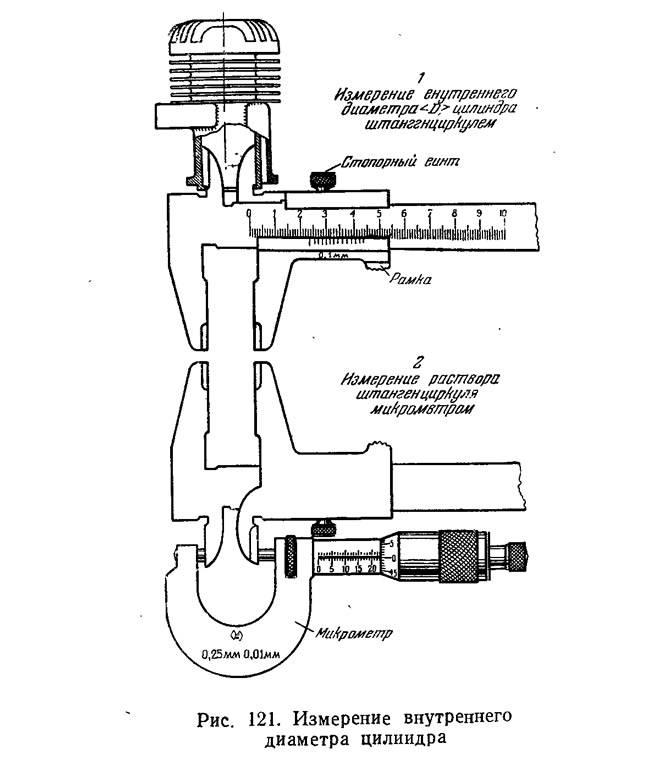
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.


Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Распечатать
Главная →
Обслуживание и Ремонт →
Двигатель →
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
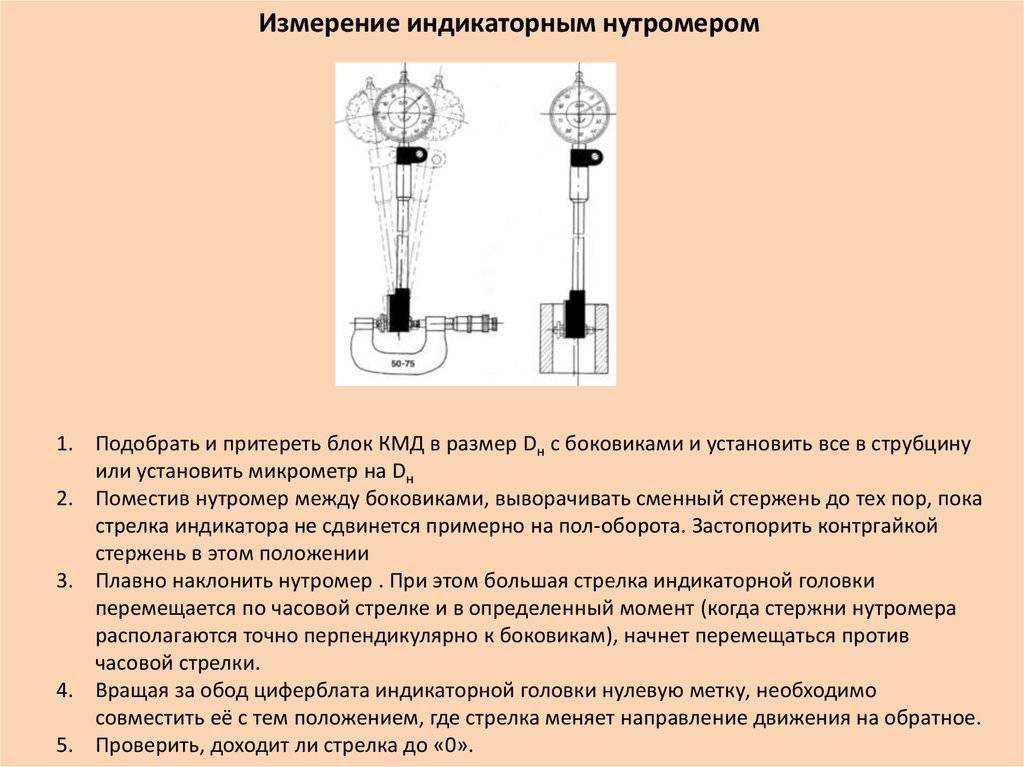
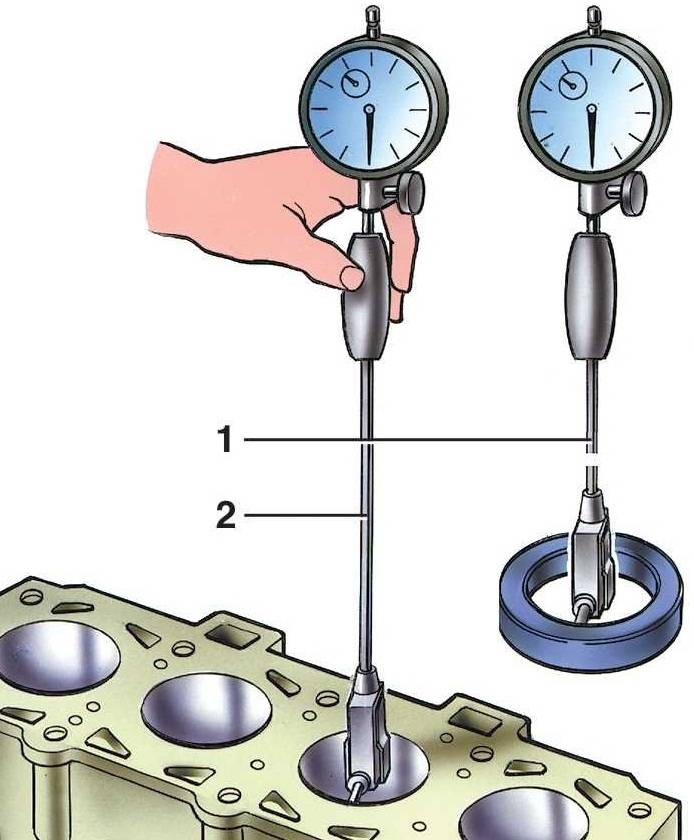
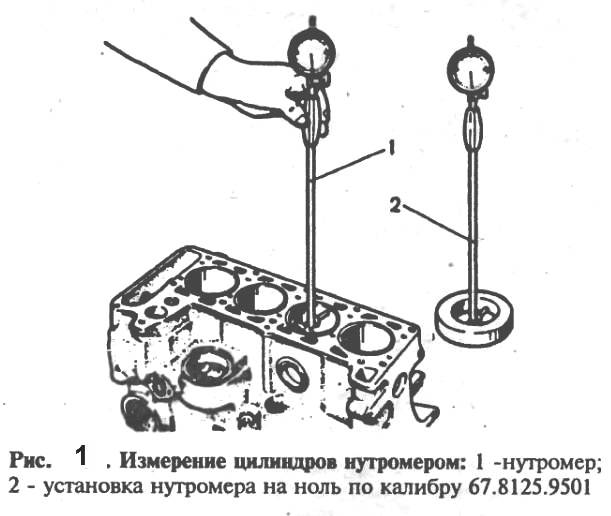
Как измерять микрометрическим нутромером
Принцип работы с таким прибором отличается от замеров с помощью индикаторных аналогов. Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Следующее действие – завинчиваем до упора стопорный винт и извлекаем прибор из отверстия для снятия показаний. Для получения искомого значения складываются три составляющие:
- значение на шкале;
- длина манометрической головки;
- размер удлинителя, если таковой применяется.
Как пользоваться индикаторным нутромером: инструкция по применению
Порядок действий здесь тот же, что и в прошлом случае: сначала необходимо выполнить настройку прибора, и только после этого можно будет переходить к его непосредственному применению. Расскажем, как решить каждую из этих задач.
Поверка
Для выяснения степени точности проведения измерений и обнуления подойдет калибровочное кольцо или (если его нет) концевая мера, но только со струбциной.
Для обнуления необходимо сделать следующее:
- подобрать подходящий сменный стержень и установить его на металлическую штангу выбранной модели;
- задать устройству соответствующий размер и обеспечить достаточный прижим стопорного винта;
- зафиксировать втулку стебля (а с ней и весь инструмент) в тисках;
- вращать головку до тех пор, пока стрелка не встанет ровно на нулевую отметку.
Калибровка нутромера проводится в уже описанных условиях, актуальных и при эксплуатации: при влажности воздуха до 80% и температуре окружения до 25 градусов Цельсия. Обнулять прибор все так же следует перед каждым использованием. Интервал между поверками, опять же, 1 год, хотя можно осуществлять их и чаще – в случае возникновения каких-то подозрений в том, что текущая погрешность превышает допуски. Главное – придерживаться при этом требований МИ 2192-92.
Соблюдение всех этих нюансов позволит стабильно поддерживать должные характеристики инструментов, а именно:
- диаметр отверстий – от 6 мм;
- цена деления – 0,01-0,001 мм;
- шаг – 1-10 мм (в зависимости от конкретной модели);
- погрешность – 0,15-0,025 мм.
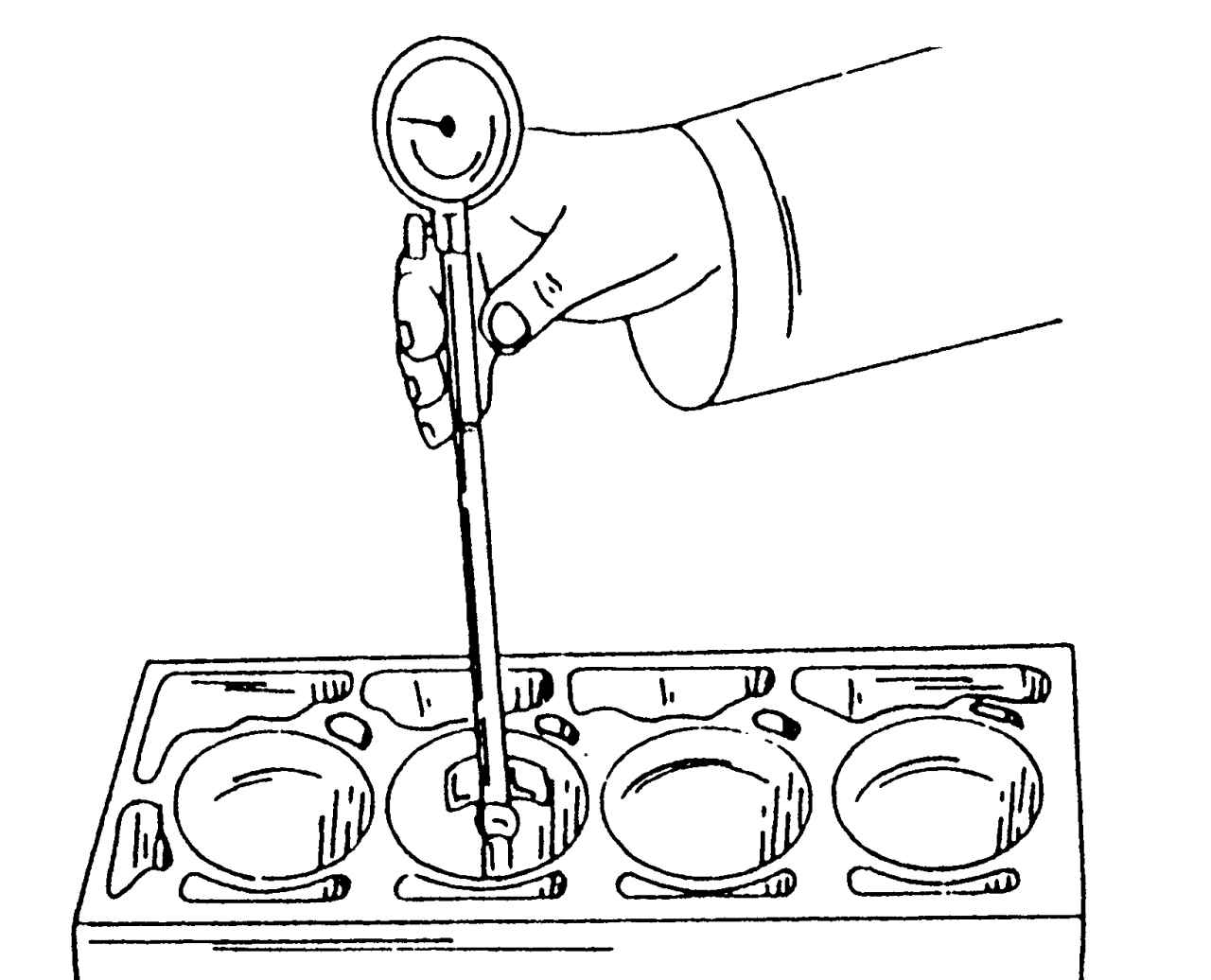
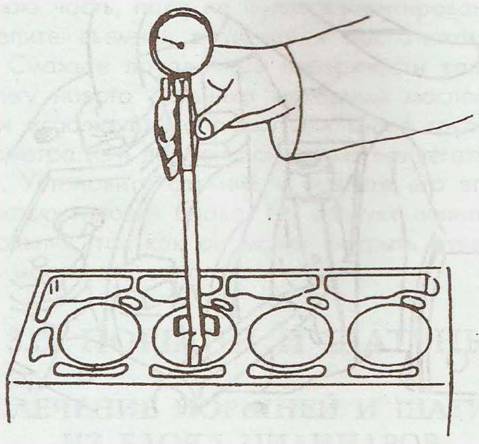
Как правильно провести замер нутромером индикаторного типа
Для этого необходимо выполнить такую последовательность действий:
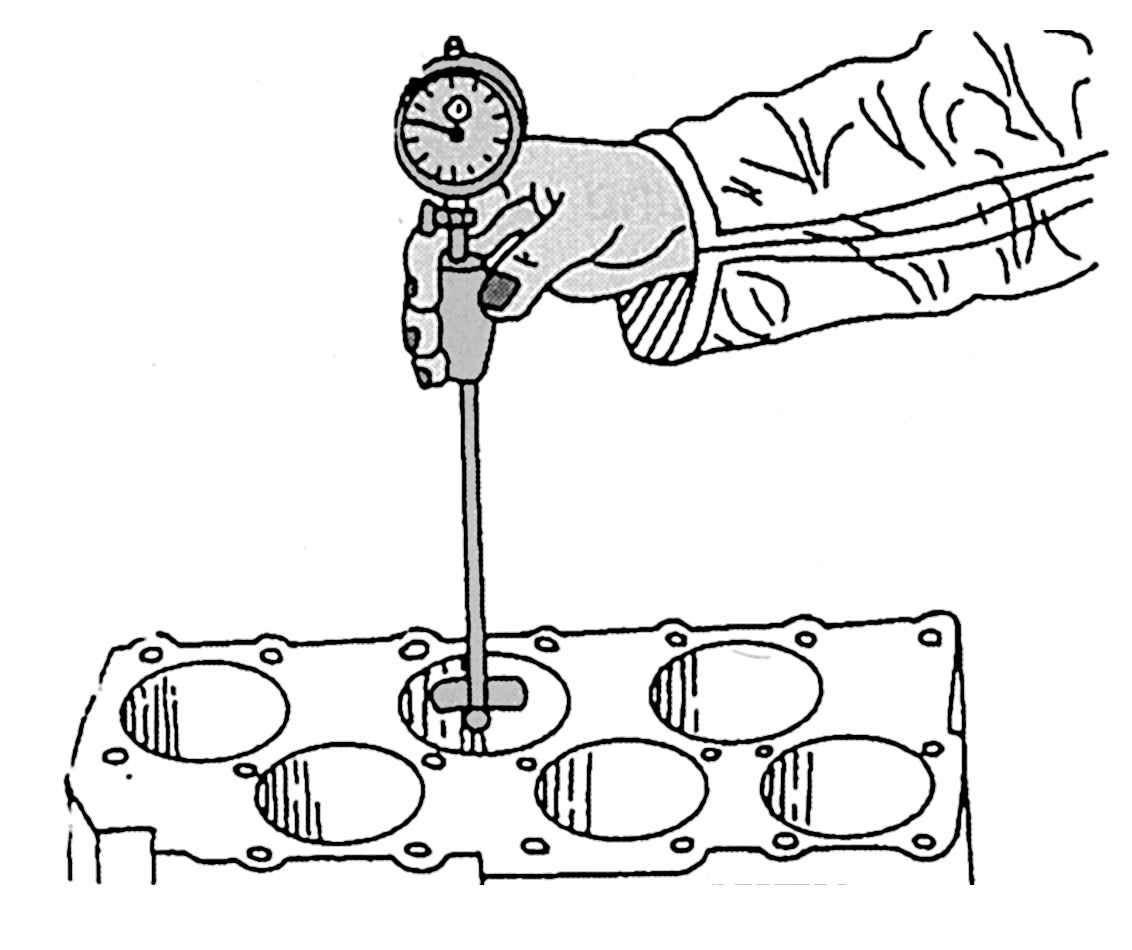
Расположить инструмент внутри отверстия должным образом, то есть так, чтобы стержень шел под углом в 90 градусов к оси заготовки
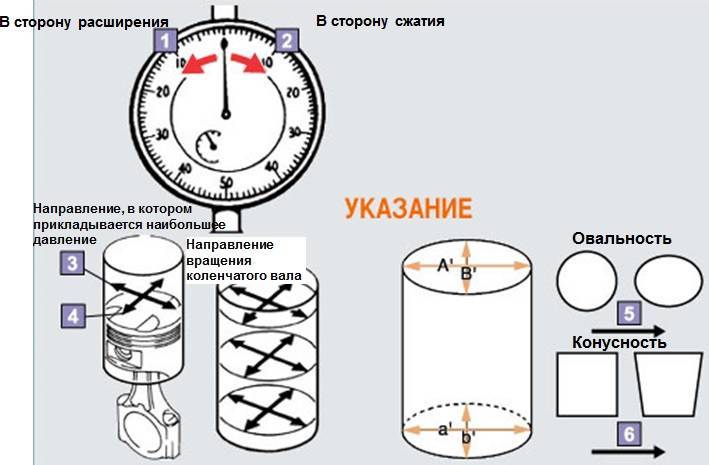
При этом внимательно смотрите, куда отклоняется стрелка и корректируете положение стебля с помощью легких покачиваний; обратите внимание, движение вправо говорит, что реальное сечение полости меньше, чем у образца, влево – о том, что оно больше. Снять фактические значения с обеих шкал – и с меньшей, отражающей миллиметры, и с большей, с сотыми долями мм
Провести расчеты, приплюсовав диаметр образца.
Посмотрим, как снять показания нутромера на практике, с реальными цифрами.
Допустим, что при проведении измерений вы зафиксировали отклонение стрелки влево на 12 делений. В таком случае умножаете полученную цифру на 0,01, то есть на цену. Произведение равно 0,12 мм. Исходный, эталонный диаметр уже известен – 10 мм – значит, остается лишь приплюсовать полученное значение.
10 + 0,12 = 10,12 мм – вот реальное сечение.
Не так уж и сложно, верно? Есть лишь один нюанс – в случае очень глубоких отверстий могут дополнительно применяться удлинители – специальные стержни, входящие в комплектацию прибора.
Для закрепления материала посмотрите, как правильно мерить нутромером индикаторным, видео ответит на те вопросы, которые могли у вас возникнуть.
Как настроить?
Нутромер представляет собой сложный инструмент, который нуждается в предварительной настройке перед применением. Сам же метод настройки зависит от основной разновидности приспособления. Для начала рассмотрим более простой микрометрический инструмент. В первую очередь он нуждается в обнулении. Для этого требуются некоторые определенные условия. Например, температура окружающей среды должна составлять от +15 до +25°С. Идеальным вариантом являются +20°С.
Головку штихмаса нужно расположить между измерительными губками, прижав стержень к одной из них. Затем необходимо вращать барабан, чтобы определить кратчайшее расстояние. Когда нулевое деление на барабане будет совпадать с продольным штрихом стержня, можно извлечь головку, закрепив при этом микровинт стопорным винтом. Теперь головка установлена на ноль, можно отвернуть наконечник, чтобы подобрать и подсоединить к ней нужный удлинитель.
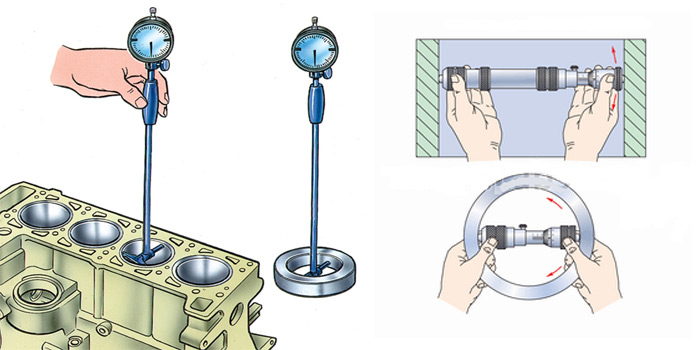
Настройка индикаторных нутромеров также заключается в обнулении. Наилучшим инструментом для этих целей считается калибровочное кольцо. Если же его нет под рукой, можно использовать концевую меру. Чтобы избежать значительных погрешностей при использовании нутромера, необходимо совершить ряд действий. Сначала подобрать сменный стержень и установить на измерительную штангу инструмента. Затем нужно выставить размер данного стержня на микрометре, и зажать стопорный винт. Втулка стержня фиксируется в тисках, а его основная часть размещается между измерительными губками. Так, вращая головку нутромера, нужно совместить стрелку с нулевой отметкой на циферблате.
Если все выше перечисленные шаги выполнены верно, можно приступать к измерениям, не волнуясь о вероятных погрешностях.
Работа с индикаторными нутромерами
Индикаторные нутромеры с ценой деления 0,01 поверяются в соответствии с требованиями методических указаний метрологических Институтов под номером МИ 2194-92 «Нутромеры индикаторные с ценой деления 0,01 мм. Методика поверки. Рекомендация», а нутромеры с ценой деления 0,001 и 0,002 поверяются в соответствии с МИ 2193-92.
Согласно этим рекомендациям, поверка индикаторных нутромеров включает в себя следующие этапы:
• Визуально проверить внешний вид устройства, а также его маркировку и комплектность;
• Проверить правильность взаимодействия частей нутромера, путем его опробования;
• Определить технические и метрологические характеристики.
Более подробно о подготовке к поверке, её проведении и получении результатов написано в соответствующих МИ
При этом, стоит обратить внимание на то, что процессы определения метрологических и технических характеристик для нутромеров с различной ценой деления различаются!. Проведение измерений индикаторным нутромером
Проведение измерений индикаторным нутромером
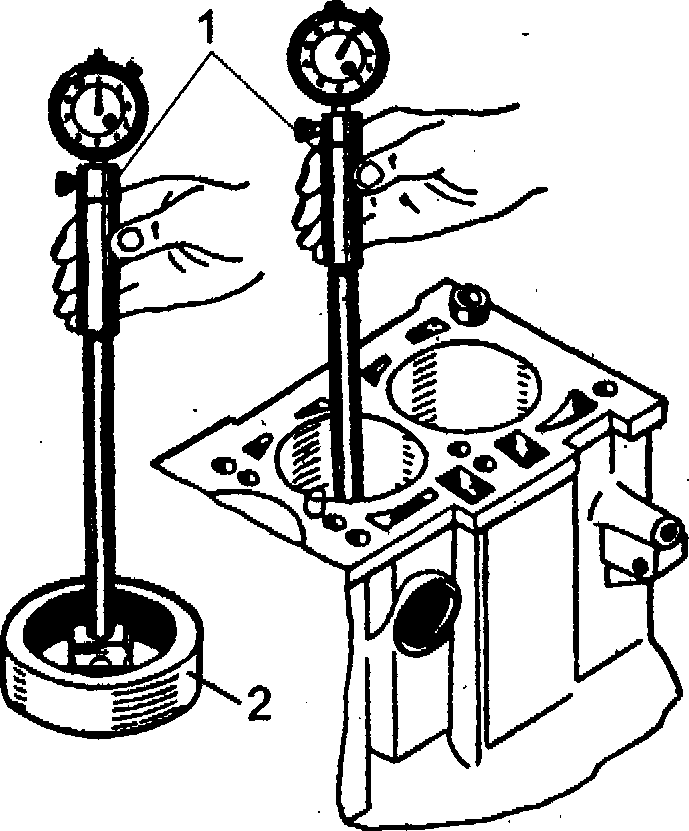
В первую очередь, индикаторный нутромер необходимо настроить на ноль. Это можно сделать несколькими способами:
– при помощи калибровочного кольца,
– при помощи концевой меры
– при помощи проверенного микрометра.
После настройки прибора одним из способов, нутромер лёгкими покачиваниями помещается в отверстие перпендикулярно оси этого отверстия. По величине и направлению отклонения стрелки индикатора судят о том, насколько измеряемый размер отличается от эталонного: в случае, если стрелка индикатора отклоняется вправо, то измеряемый размер отверстия меньше установленного, если влево – больше. Величину отклонения от эталонного размера можно определить, как цену деления индикатора умноженную на количество делений смещения стрелки.


Нутромеры, являесь приборами повышенной точности, требуют тщательной настройки перед их применением. Как правильно осуществить данное и другие действия (поверку и непосредственно использование прибора) рассказано в данной статье. Вы также можете посмотреть другие статьи. Например, «Конструкция штангенциркулей» или «Шумомеры».
Почему для измерения внутренних размеров деталей используют нутромеры? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки (что такое поверка?). О тонкостях работы с двумя самыми популярными и используемыми наиболее широко нутромерами — индикаторными и микрометрическими — вы узнаете, прочитав данную статью. Содержащая ссылки на ГОСТ и пошаговые алгоритмы, она представляет собой полноценную инструкцию.
Как замерить зазор поршневых колец
На первом этапе вам нужно просто визуально осмотреть деталь. На ней не должно быть трещин или каких-либо других дефектов. Если вы заметили даже мелкое механическое повреждение элемент нужно заменить на новый.
Также не помешают некоторые профилактические процедуры
Головку поршня нужно очистить от нагара, при этом особое внимание необходимо уделить канавкам, которые находятся под кольцами. Только после этих процедур можно приступать к осмотру зазора. Так как колец в устройстве всего три
Для каждого существуют свои параметры:
Так как колец в устройстве всего три. Для каждого существуют свои параметры:
- Верхнее компрессионное 1-0.04-0,075 мм.
- Нижнее компрессионное 2-0,03-0,065 мм.
- Маслосъемное 3-0,02-0,055 мм.
При замерах будьте крайне внимательны. Для каждого кольца существует свой оптимальный размер зазора. Для большей точности воспользуйтесь микрометром. Это прибор, который позволяет с предельной точностью замерить все нужные вам параметры. Для этого существуют специальные щупы, позволяющие легко и быстро снять показания с канавок.
Как правильно пользоваться нутромером: настроить индикаторные и микрометрические модели – пример замера на видео
Уделим внимание столь актуальным сегодня приборам для измерения полостей и отверстий. Рассмотрим, как осуществляется работа с нутромером: инструкция, представленная ниже, включает в себя вопросы настройки, калибровки, поверки, обслуживания, а также видеоуроки

Но сначала определимся, что это вообще такое. Это инструмент, с помощью которого можно прецизионно узнать линейные размеры, прежде всего, мест под посадку болтов, пазов и других внутренних поверхностей заготовок (отсюда и название). Также его часто именуют штихмас – на немецкий манер, ведь придумали его именно в Германии. Гораздо точнее и удобнее линейки или рулетки, поэтому нашел свою нишу в слесарных мастерских и цехах механосборки, в автосервисах и на других объектах (сферы применения мы рассмотрим отдельно).
Для чего нужен штихмас
Штихмас – это инструмент для измерения размеров отверстий разной формы – он способен измерить диаметр отверстия с точностью до сотых долей миллиметра. Поэтому, его, иногда, называют нутромером. Штихмас, при измерении, соприкасается с поверхностью только в двух точках. Очень полезен в точных слесарных работах
Измеряют диаметры круглых отверстий или ширины паза (расстояния между плоскостями). Точность измерения – одна сотая часть миллиметра, существуют приборы с ценой деления 5 мкм. С помощью штихмаса можно понять, насколько сношены внутренние цилиндрические поверхности, определить овальность, узнать насколько реальный размер детали отличается от нужного.
Сборка и разборка инструмента
Чтобы подготовить нутромер к работе, нужно выполнить определенные действия в таком порядке:
- Присоединить измеритель к штанге приспособления.
- Вкрутить удлинительный стержень для окончательной сборки.
Этот порядок действий при подготовке аппарата к работе является основным, и ему необходимо четко следовать. Разборка производится строго в обратном порядке, чтобы исключить момент нарушения калибровки. Сначала необходимо открутить стержень, чтобы измеритель стал независимым от дальнейших действий, потом снять сам индикатор.
Если не планируется дальнейшее использование устройства, перед его передачей на хранение нужно выполнить следующее:
- В первую очередь устройство надо вытереть насухо. Это нужно сделать максимально аккуратно с использованием мягкой безворсовой ветоши.
- После этого все элементы измерителя, кроме шкалы циферблата, нужно протереть авиационным бензином или другим подходящим для этого случая веществом.
- Упаковка осуществляется в специальный футляр, который надежно закрывается и исключает возможность движения деталей внутри.
Такой уход поможет избежать появления коррозии на металлических элементах, исключит возможность образования повреждений, а также полностью сохранит работоспособность и настройку инструмента.
Если появились сомнения относительно целостности или правильности работы устройства, нужно выполнить следующую процедуру:
- осмотреть инструмент на предмет наличия маркировок и всех комплектующих;
- проверить все элементы на правильность соединения;
- все расстояния должны полностью соответствовать нормативам;
- показатели погрешности изделия должны быть в пределах допустимого значения;
- на устройстве не должно быть никаких вмятин, сколов, царапин и других повреждений, появляющихся в ходе неправильной эксплуатации или хранения.
Такой осмотр поможет исключить неправильную работу и получение погрешностей при измерениях. Неправильные измерения могут привести к фатальным последствиям при производстве деталей для точных механизмов.
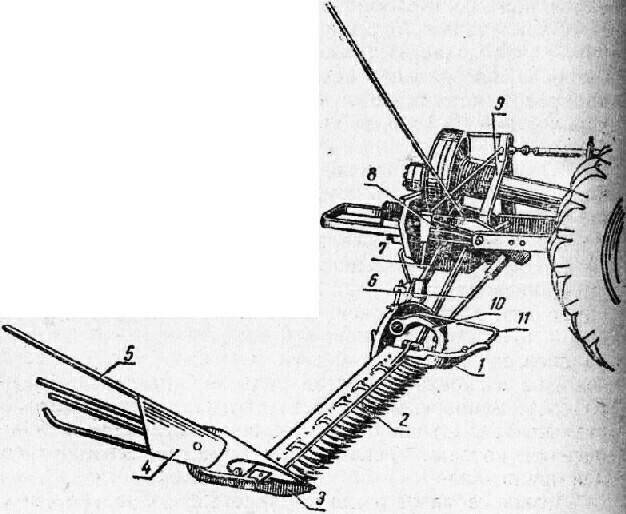
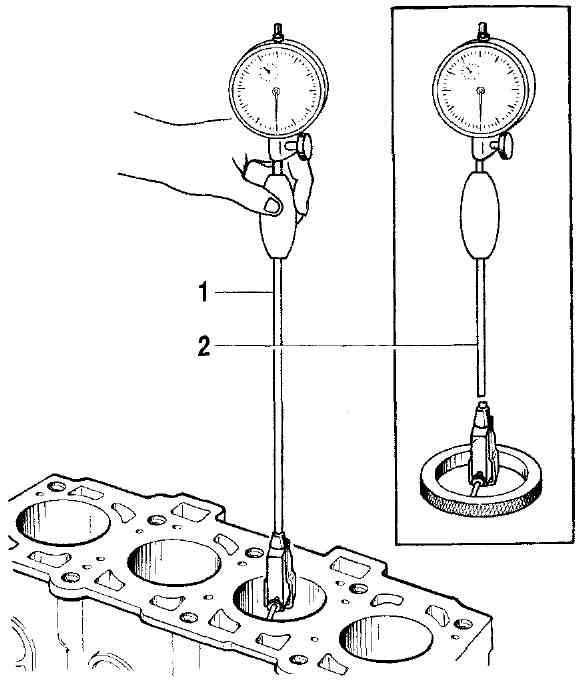
2.2 Назначение и устройство нутромера индикаторного
Индикаторные нутромеры завода «Калибр» с рычажной передачей предназначены для измерения диаметров цилиндрических отверстий в пределах от 6 до 1000 мм и изготавливаются 12 типоразмеров. Конструкция нутромера представлена на рис. 7.
В корпусе 1 установлена направляющая втулка 2. С одной стороны во втулке 2 помещена неподвижная измерительная вставка 3, с другой – измерительный штифт 4.
Перемещение штифта 4 через рычажок 5 и стержень 6 передается на индикатор часового типа 7 (устройство индикатора часового типа см. на стр. 3 описания). Измерительное усилие нутромера создается совместным действием пружины 10 и самого индикатора. Нутромер соприкасается с проверяемым отверстием двумя точками сферических поверхностей измерительных штифтов 3 и 4, расстояние между которыми определяется при помощи индикатора. Для надежной установки нутромера в отверстии предусматривается центрирующий мостик 8. Пружины 9 прижимают мостик к поверхности контролируемого отверстия, обеспечивая расположение линии измерения в диаметральной (а не хордальной) плоскости цилиндра.
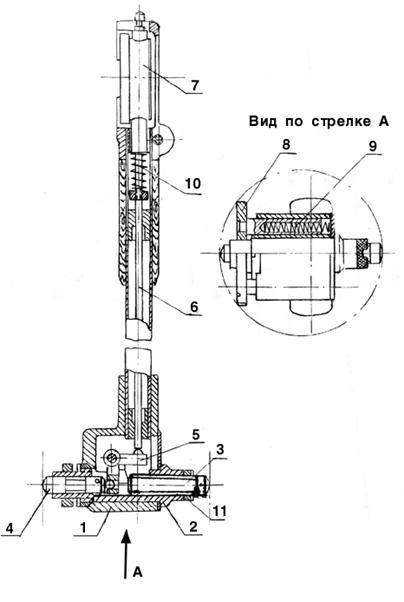
Рис. 7. Конструкция индикаторного нутромера
Взаимодействие измерительных штифтов 3 и 4 и индикатора таково, что увеличение расстояния между измерительными штифтами отклоняет большую стрелку индикатора против часовой стрелки, а уменьшение размера – по часовой стрелке.
Пределы измерения каждого нутромера могут быть значительно увеличены путем смены неподвижных измерительных штифтов. Для смены штифта отвинчивают контргайку 11 и ввинчивают новый штифт 3.
Работа с микрометрическими нутромерами
В общем случае она делится на два типа: первый – это подготовка (настройка, с целью подтверждения точности регистрации значений, и обнуление), второй – непосредственное снятие показаний. Рассмотрим обе стадии и действия на каждой из них.
Поверка
Общий механизм ее проведения мы приведем ниже, в разделе, посвященном эксплуатации. Здесь же скажем, что осуществляется она лишь в отношении модели, установленной «на ноль». Для этого, при температуре окружения в 20 0С, выполняют следующие действия:
- размещают сферическую головку инструмента между губками меры;
- прижимают необходимые поверхности, вращая барабан;
- фиксируют сборку при помощи специального винта;
- убеждаются, что продольная линия на стебле расположена точно по центру отметки «0».
После чего переходят к снятию показаний.
Предлагаем посмотреть, как осуществляется настройка нутромера микрометрического, видеоролик ответит на те вопросы, возникшие в процессе прочтения, и рассказывать о которых в текстовом формате было бы слишком долго.
https://youtube.com/watch?v=hyqEwtqDxNY





Все действия следует выполнять в соответствии с ГОСТом 17215-71; согласно данной методике, интервал между поверками – 1 год. Условия для их проведения должны быть неизменно следующими:
- уровень влажности – не более 80%;
- температура в помещении – от +15 до +25 градусов по Цельсию.
Внимание, на ноль прибор необходимо устанавливать перед каждым новым снятием показаний. Чтобы не спровоцировать при этом искажение значений, стоит держать инструмент во время настройки за втулку, которая не нагреется от тепла руки, в отличие от стального стержня
Как правильно измерять нутромером микрометрического типа
Следует выполнить следующие действия:
- выставить на приборе примерный диаметр необходимого отверстия;
- расположить сферическую головку внутри данной полости, таким образом, чтобы она была расположена под углом в 90 градусов по отношению к продольной оси;
- прижать инструмент сразу к обеим стенкам с помощью барабана и вращающейся трещотки;
- закрутить стопорный винт для закрепления результата и извлечь стержень с наконечником;
- взять полученную величину и приплюсовать к ней длину головки вместе с удлинителем (если он использовался).
Согласитесь, нет ничего сложного и результат получается достаточно точным (даже с учетом погрешности, которая незначительна). Посмотрите, как работает нутромер микрометрический, как пользоваться им: видео поможет закрепить впечатление и наглядно покажет некоторые специфические моменты. Например, лучше слов объяснит, как покачивать прибор в цилиндрических отверстиях. Согласитесь, о специфике перемещения в продольном и одновременно поперечном направлении достаточно сложно рассказывать, а между тем эту операцию необходимо проводить для определения минимума и максимума величин.
Так что ролик в данном случае будет вдвойне полезен – отметет сомнения и заодно покажет, как на практике складывать три значения для получения итогового.
Обратите внимание, условия эксплуатации те же, то есть +15…25 0С при влажности не более 80%