
Нож из рапида своими руками
 Быстрорежущая сталь разных марок для ножей
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.
 Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Чертовски удачный по прочности и стойкости материал. Сложность в заточке, касается любой рапидной стали. В данном случае – не исключение. Боится коррозии, требует ухода.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена. Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.
 Требуемые материалы и инструменты
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
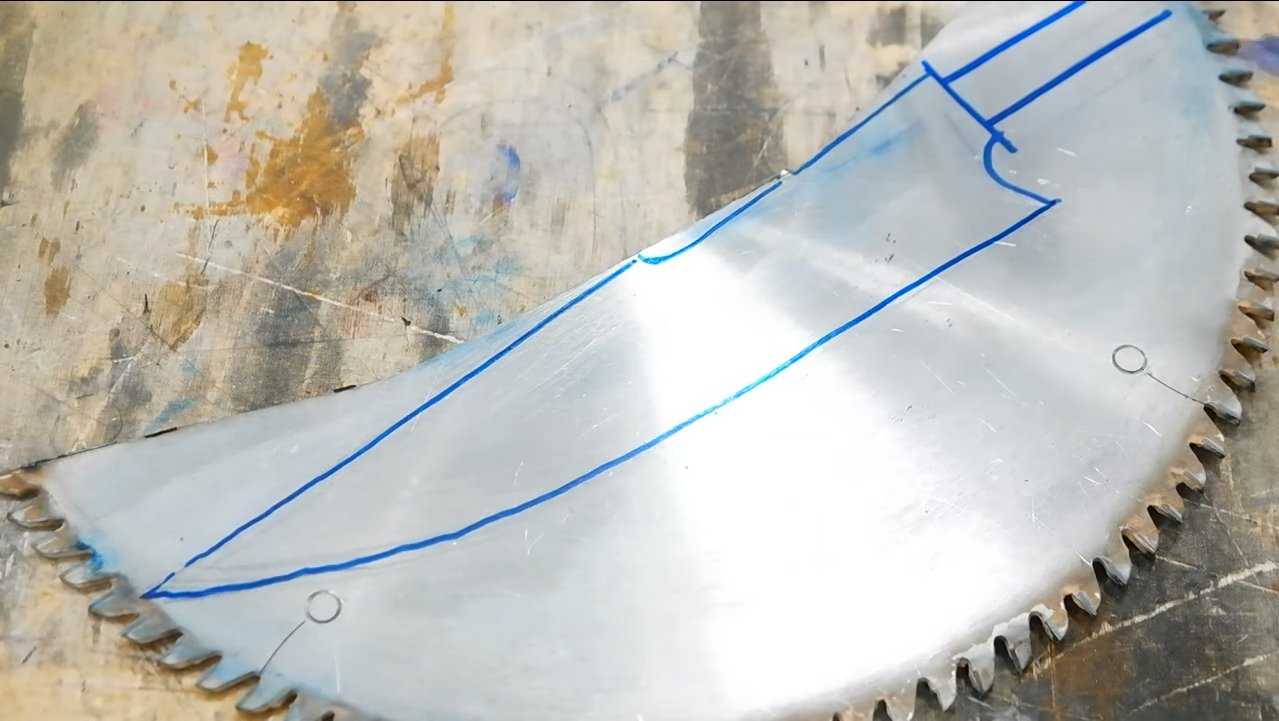
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
Поэтапное руководство по созданию резца по древесине
Создание полуфабрикатов под лезвие для резца
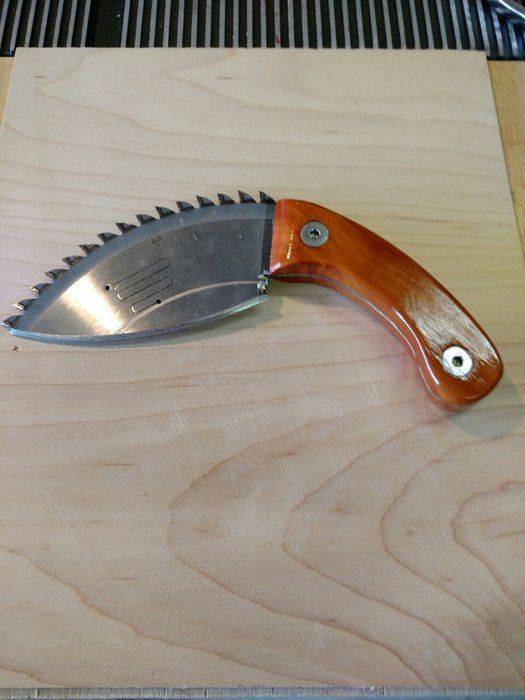
Элементы под лезвие резца выполняются из бывшего в употреблении циркулярного диска. Для этого диск по разметке разрезается посредством углошлифовальной машины на несколько прямоугольных полос размером приблизительно 20×80 миллиметров. Каждая полоса — это резец в будущем.

Придаем очертание основным резцам
Каждый резец требуется обработать до требуемой конфигурации. Процесс можно реализовать 2 приемами: посредством затачивания на станке и ковкой. Ковка необходима для формирования прогиба, а обтачивание – для образования единой конфигурации лезвия.
Заточка
Чтобы выполнить заточку лезвия, нужен наждачный станок с камнем маленькой зернистости. Заточка выполняется под наклоном приблизительно в 45 градусов, а длина заостренной части равняется где-то 20-35 миллиметров с учетом совокупной длины резца. Само лезвие может точиться как руками, так и на оснастке.

Создание ручки для комфортной резьбы
Чтобы пользование инструментом было исключительно комфортным, потребуется сделать деревянную рукоять. Рукоять выполняется на спецоборудовании либо руками, способом строгания и последующей шлифовки посредством наждачки.
Состыковка лезвия с ручкой
Стальное лезвие вставляется вовнутрь ручки из древесины. Для этого внутри рукоятки высверливается отверстие в глубь до 20-30 миллиметров. Полотно резца будет находиться снаружи, а сама основа заколачивается в полость ручки.

Монтирование венца
Стопорное кольцо из стали ставится для того, чтобы закрепить лезвие. На деревянной рукояти прорезается специализированный контур точно по размеру кольца. Затем нарезается резьба и уже на изготовленную резьбу фиксируется само венцовое кольцо. В результате деревянная рукоять должна сдавиться со всех сторон, а лезвие – плотно зафиксироваться в «теле» изделия.

Шлифование лезвия
Чтобы резьба по древесине была предельно качественной, нужна доводка лезвия. Для этого применяется мелкий точильный брусок либо обычная керамика. На плоскость лезвия льется немножко масла (возможно употребление моторного), а затем резец точится под углом 90 градусов.

О том, как слелать нож из циркулярного диска своими руками, смотрите в следующем видео.
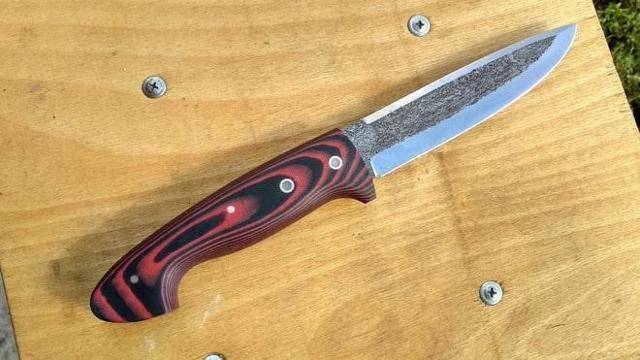
Как сделать нож из мехпилы своими руками
Толщина мехпилы обычно 2-2,5 мм, если вы не найдете другого варианта. Этого вполне достаточно для выполнения всех ножевых задач. Они легки в руке, долго держат заточку и будут полностью легальны.
С длинной только не прогадайте. А по остальным качествам, нож не будет подпадать под статью о холодном оружии.
Нож из мехпилы сделанный своими руками.
Изготовление ножа
Этот процесс можно условно разделить на несколько этапов. Для подробного и понятного описания мы так и сделаем:
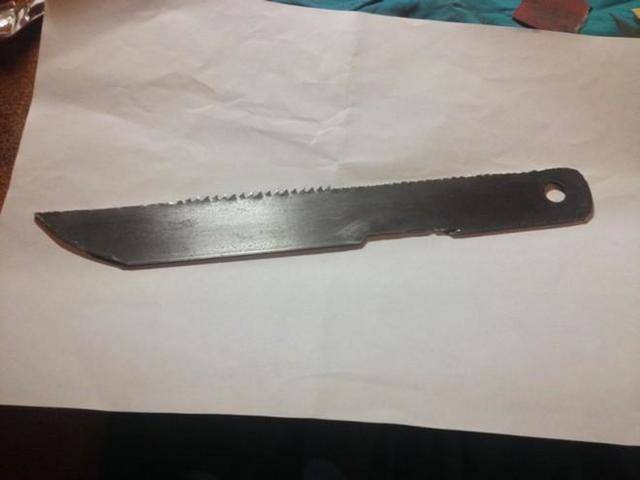
Конечно, первым делом – макет-чертеж. Если опыта маловато, не брезгуйте этим моментом, он реально важен. Измерьте саму «пильную» заготовку, макет не должен выступать за края, и не забываем про хвостовик и рукоять. Все эти моменты, нужно учитывать изначально.
Перенесите эскиз на кусок пилы черным маркером. Зажимаем его в тиски и отрезаем при помощи УШМ кусок нужной нам длины. На этом же этапе вырежьте хвостовик, чтобы больше к тискам и «болгарке» не возвращаться
После черновой работы все заусенцы «уберите» напильником.
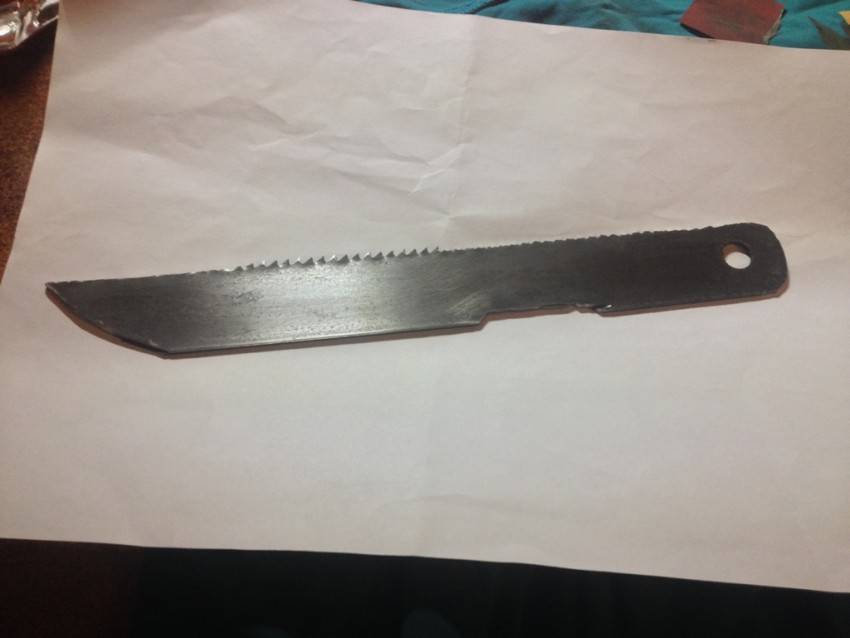
Особое внимание уделяется будущим спускам. Этот процесс самый важный и отнестись к нему нужно со всей серьезностью
Берем уже почти «клинок» и закрашиваем его черным маркером, затем для разметки воспользуемся штангенциркулем. Замеряем спуски в соответствии с макетом. Затем аккуратно и, главное, симметрично проводим вдоль клинка полосу, при помощи штангенциркуля. На черной краске должна вывестись процарапанная полоса. Аналогично делаем и с другой стороны. Разметку обязательно обведите серебристым маркером, желательно чтобы он был с алюминиевой пудрой.
Для выведения спусков лучше всего воспользоваться специальным приспособлением, подробнее в статье: «Как сделать спуски на ноже«. Это будет гораздо быстрее и главное – точнее. А теперь про маркер с алюминиевой пылью, при работе на шлифовальном станке, заготовка будет греться. Простой будет банально «выгорать», а именно такой, как описан выше, наоборот, станет застывать и не отвалится. Благодаря такой небольшой хитрости – спуски получатся идеальными. Лента на гриндере для выработки спусков не нужна с сильно мелким зерном, достаточно P80 и P120. Довести до идеала можно и позже, а это черновой вариант.
Начинайте делать спуски от рукояти, после выведения одной стороны проделываем то же самое и с другой. Убедившись, что все в порядке, можно пройтись войлочным кругом с пастой. Затем клинок стоит обернуть малярным скотчем несколько раз — это и защита от пореза, и подготовка к работе с рукоятью.
Ручка будет выполнена из деревянных симметричных накладок. Насверливаем в хвостовике отверстия. Размечаем брусок и делим ровно на две части. В соответствии с отверстиями на клинке сверлим их на накладках. Затем нужен распил вдоль рукояти, в соответствии с хвостовиком. Все разметив и примерив, принимаемся за форму ручки, здесь ориентируйтесь только на свой вкус. Подробнее в статье: «Как сделать ручку для ножа«.
Когда детали будут готовы, можно соединять их клепками. Нож почти готов, осталось обработать рукоять в горячем воске. Если его у вас нет, можно использовать натуральные масла, составы на основе латекса, силикон или специальные пропитки для дерева.
Самодельный нож из механической пилы.
На заключительном этапе, как вариант рукоять пройтись на войлочном круге, тем самым убрав избытки масел. И протереть влажной салфеткой. Клинок готов к эксплуатации.
Нож в домашних условиях
Не стоит спешить избавляться от старого напильника, ведь ему можно найти полезное применение в быту. Так, это подручное средство является прекрасной заготовкой для изготовления самодельного ножа, который можно будет использовать в дальнейшем в разных целях (на кухне, на охоте, для резьбы по дереву, гравировки и пр.).
Особенности самодельного клинка
Самодельные ножи, выполненные из потерявшего свою актуальность напильника, рессоры или любых других тяжелых стальных инструментов, имеют не только существенные преимущества, но и определенные недостатки. Ознакомиться с ними должен каждый мастер, который решится на изготовление клинка своими руками. И чаще всего речь идет о таких особенностях:
- Чтобы изготовить по-настоящему качественный нож, необходимо использовать хороший донор, поэтому лучше сразу отказаться от дешевого сырья китайского производства. А вот напильники, толстые сверла, предназначенные для работы с металлом, рессоры, торцевые ключи и шатуны из старых запасов, напротив, станут отличным подспорьем.
- При желании можно изготовить нож из напильника без ковки своими руками, правда, в этом случае придется попотеть, так как выбранный донор является чересчур толстым для изготовления тонкого упругого лезвия. Это означает, что мастеру придется поработать молотком, чтобы снять с заготовки максимальную толщину излишков.
- Если использовать ковку, то на выходе можно получить прочное, упругое и износостойкое изделие. Без ковки ножи получаются более хрупкими, даже если проводить процедуру закаливания по всем правилам.
- Не стоит делать лезвие слишком вычурным и фигурным, ведь чем грубее будет его дизайн, тем более простой, легкой и быстрой окажется обработка заготовки.
- В домашних условиях невозможно обточить напильники, изготовленные из легированной стали, так как для этого требуется специальное оборудование. В обратном случае заготовка будет стачиваться вместе с применяемыми абразивными инструментами (в этом случае со специальным наждаком).
Ознакомившись с особенностями домашнего изготовления ножа из напильника (плюсы и минусы, возможные трудности и нюансы), можно приступать к подготовительному процессу.
Подготовка материалов и инструментов
Одно из главных преимуществ изготовления ножа из напильника без термообработки своими руками заключается в том, что оно не требует использования дорогостоящих материалов и инструментов. Обычно начинающий мастер может ограничиться таким набором подручных средств:
- Старый напильник. В идеале использовать донор уже с полностью сточенными зубцами, что в значительной мере облегчит его обработку.
- Несколько экземпляров ножовки по металлу с высокой зернистостью.
- Рабочий напильник с широкой удобной рукояткой.
- Брус и наждачная бумага для обточки.
- Верстак.
- Железные тиски.
- Дерево для рукоятки и специальная ножовка для работы с ним. Этот материал можно заменить латунной пластиной.
Если для изготовления ножевой рукоятки будет использоваться дерево, нужно заранее подготовить эпоксидный клей для его крепкой фиксации со стальным клинком и деревянную пропитку, которая увлажнит материал и будет противостоять его растрескиванию и усыханию.
Это интересно: Гильотинные ножницы по металлу — виды и назначение
Закаливание
Термическая обработка позволит придать ножу необходимую твёрдость, он не будет тупиться в процессе эксплуатации.
В домашних условиях определить точную температуру не представляется возможным. Однако тут есть выход. Для контроля температуры подойдёт простой магнит. Как только заготовка для клинка перестанет магнититься – она нагрета до нужной температуры.







После того как температура заготовки достигла нужных пределов, её необходимо выдержать в таком состоянии примерно 1-1,5 минуты на каждый 1 мм толщины. В случае самодельного ножа из пилы, время выдержки для закалки составляет 3–5 минут. Этого будет достаточно. Дальше заготовка опускается в предварительно подогретое до 50 градусов растительное или машинное масло
Эту процедуру следует выполнять осторожно. Пары масла могут вспыхнуть от раскалённой заготовки, поэтому под рукой необходимо иметь огнетушитель

Закалка ножа
Немного о горне для закалки. Если воспользоваться промышленным оборудованием не представляется возможным, то горн можно изготовить своими руками. Для этого необходимо развести костёр таких размеров, чтобы была возможность равномерно прогреть заготовку. Далее, как дрова прогорят и появятся угли, на них помещают самодельный нож. В качестве кузнечных мехов можно использовать бытовой фен или насос для накачки матрасов.
Правила работы с металлом
Для того, чтобы лезвие было сильным и эластичным, в процессе его изготовления необходимо соблюдать правила работы с металлом. Они заключаются в следующем:
- Бланки не должны иметь видимого и скрытого урона. Перед тем, как сделать нож, необходимо проверить и заклеить пробелы. Цельная часть звучит звучно, а дефектный звучит скучно.
- При проектировании формы лезвия необходимо избегать углов. В таких местах сталь может сломаться. Все переходы должны быть гладкими, без перегибов. Разделы стыка, рукоятки и плавкого предохранителя должны быть заземлены под прямым углом.
- При резке и хонинговании сталь не может быть перегрета. Это приводит к уменьшению его прочности. Перегретое лезвие становится хрупким или мягким. Во время обработки заготовка должна постоянно охлаждаться, полностью погружая ее в ведро с холодной водой.
- При изготовлении ножа из пильного диска необходимо помнить, что этот продукт уже прошел цикл затвердевания. Фабричные пилы приспособлены для работы с самыми твердыми сплавами. Если вы не перегреваете полотно в процессе поворота и финиша, вам не нужно его смягчать.
Подготовка рукояти к склеиванию
Чтобы рукояти хорошо прилегали к хвостовику после проклейки эпоксидной смолой, при помощи ровной поверхности и наждачной бумаги одну сторону у каждой из частей я сделал максимально плоской. Так точно не будет пробелов после склеивания. На этом месте я также определился с формой рукояти, и чтобы окончательно убедится в этом, я нанес ее примерные очертания. Затем я снова перенес очертания хвостовика на деревянную часть рукояти. Выпилил лобзиком примерную форму на одной из частей, и затем, приложив ее к другой, перенес контур на вторую. Эта операция дала мне возможность сделать примерно одинаковые части, что будет удобным при склейке. На последнем фото изображена примерка, чтобы проверить, все части хвостовика покрываются деревом.
Нож из цепи от бензопилы
Цепи от пил изготовлены из качественного сплава, который отлично переносит длительное трение и высокую температуру. Процесс изготовления клинка длительный и трудоемкий, но в результате выходит красивый, уникальный и очень прочный нож. Для работы потребуется тяжелая наковальня, мангал и древесный уголь. Чтобы легче было обращаться с раскаленной заготовкой, необходимо приобрести кузнечные щипцы.
Изготовление клинка из цепи от бензопилы нужно проводить в такой последовательности:
- Подготовить одежду и рукавицы из плотной ткани и защитную маску. Засыпать древесный уголь в очаг и поджечь его с помощью специальной жидкости.
- Сложить заготовку из цельного куска цепи. В том месте, где будет рукоятка, можно добавить несколько отрезков от цепи. Следует помнить, что результатом работы должно стать единое монолитное изделие. Отдельно рукоятка к ножу не делается.
- Положить заготовку на угли. Обеспечить приток воздуха, чтобы поднять температуру. Дождаться, пока сталь не приобретет темно-красный цвет. В таком состоянии она становится ковкой, не теряя качественных характеристик.
- Достать раскаленную цепь из огня и уложить ее на наковальню. Несколькими сильными ударами сплющить ее так, чтобы звенья сплавились между собой, превратившись в единую монолитную деталь.
- Поэтапно, нагревая заготовку в печи и придавая ей молотом нужную форму, выковать нож, у которого обозначена рукоятка и клинок. После остывания заготовки провести ее заточку и полировку.
- Провести закаливание изделия. Для этого его нужно снова раскалить докрасна и опустить в холодную воду. После этого можно провести отделку ножа. Для этого используется кислота и гравировальная машина. Готовый клинок снова полируется и отмывается в теплом мыльном растворе.
При самостоятельном изготовлении клинка необходимо придерживаться определенных параметров, чтобы готовое изделие не попало под категорию холодного оружия.
Сверление хвостовика
Ручку на хвостовике можно закрепить при помощи заклёпок или при помощи клея. Наиболее надёжный вариант крепления ручки заключается в использовании заклёпок. Для их установки необходимо сделать в хвостовике отверстия. Отверстия размечаются на хвостовике так, чтобы они находились примерно посередине будущей ручки. Для того чтобы сверло не соскользнуло на начальном этапе сверления – производят кернение отверстий.
Ввиду того, что дисковая пила изготовлена из легированной инструментальной стали, просверлить её будет не так просто. Обычные свёрла для металла тут долго не проживут.
Сверлить следует кобальтовыми свёрлами или сверлом для керамики, имеющим победитовый наконечник.
В процессе сверления важно добавлять масло в зону сверления и не давать сверлу перегреваться. Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом
Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы
Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы
Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы.
Подбор рабочих материалов
Прежде чем рассказать, как сделать нож из металла, следует рассмотреть, какие материалы потребуются для его изготовления. Если в качестве заготовки будет использоваться напильник, лучше взять изделие советского производства, выпущенное 35−50 лет назад. Даже при наличии ржавчины сталь У-13 этого периода отличается высоким качеством и однородностью углеродистости благодаря строгому соблюдению стандартов легирования металлургической промышленностью СССР.
Желательно подобрать напильник ромбовидной формы, с прямоугольным сечением и шириной 30−40 мм. При использовании изделия с плоской конфигурацией лезвие будет менее прочным. Для создания рукояти можно взять древесину, бересту, отрезок кожи, кость, пластмассовые пластины, олений рог. Крепление ручки к клинку выполняется с помощью заклёпок из латуни или алюминия, эпоксидной смолы.
Для работы понадобятся следующие инструменты:
- тиски;
- ножовка по металлу;
- пара струбцин;
- верстак;
- удобный напильник с крупной рукоятью;
- болгарка;
- древесный уголь для разжигания огня в горне;
- брусок, железная щётка;
- наждачная бумага с крупной и мелкой зернистостью;
- заточной станок или шлифмашина;
- отработанное моторное масло (для закаливания металла);
- магнит, стекло;
- хлорное железо (для травления лезвия).
Придание заготовке окончательной формы
Грубая заготовка до окончательной формы доводится при помощи напильника или наждака. Во избежание перегрева будущего ножа из пилы, при обработке его наждаком, необходимо периодически опускать в ёмкость с водой. Это позволит остыть заготовке. При обработке заготовки с помощью напильника дополнительное охлаждение не требуется. Наиболее оптимально будет приблизительно обработать заготовку на наждаке, а затем провести тонкую доводку напильником.
Обработка заготовки ножа
Во время окончательной обработки следует особое внимание уделять плавности загибов
Важно добиться того, чтобы загиб был ровным, без впадин или выпуклостей. Миниатюрные впадины легко проверить напильником. Для этого с помощью маркера закрашивается проверяемый торец заготовки
Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины
Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины
Миниатюрные впадины легко проверить напильником. Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины.
Обработка продолжается до того момента, как ни одной впадины не останется.
Далее, заготовка очищается от заусениц и шлифуется с помощью наждачной бумаги. Начинать можно с 60 зернистости и достаточно закончить на 320. Заготовка ещё будет подвергаться термической обработке, поэтому чистовая шлифовка клинка будет позднее.
Нож из ножовочного полотна
Если в качестве металлической заготовки решено использовать полотно от ножовки, то необходимо брать полотно от маятниковой пилы. Эта пила выполняет работы по металлу большой толщины (например, рельсы) и соответствует требованиям жесткости и прочности. Размер у таких полотен колеблется в рамках длина/ширина/толщина, 400-500:30-40:2 мм. Цвет определяется типом производственной обработки, которой подвергалась пила, и может быть черный или серый.
Перед началом изготовления лезвия ножа необходимо проверить целостность металла. Это можно сделать на слух, но для этого необходим определенный опыт и навык. Целое полотно издает звонкий звук, поврежденное — глухой. Если на слух затруднительно это сделать, то осмотреть тщательно металлическую заготовку необходимо обязательно.
Угол наклона лезвия должен быть равен 20 градусам.
При этом это должно быть не только лезвие, но и припуск, который затем будет спрятан в рукоять. После этого на металлообрабатывающем станке (или тщательно закрепленной болгарке с кругом) необходимо постепенно и аккуратно снять лишнее.
Делать это нужно не спеша, так как металл может нагреваться. Чтобы его охладить и продолжить работу, берут ведро с водой. Этой емкости должно хватать, чтобы заготовка помещалась полностью в воду. Этим же станком выполняются контуры лезвия. Следует иметь в виду, что особенностью этой стали является то, что при резком изменении температуры металла в нем могут образоваться мельчайшие трещины. Это может привести к тому, что даже при маленьком усилии нож ломается. Поэтому нельзя допускать перегрева металла в процессе его обработки. Особенно внимательно следует выполнять острие, ведь при уменьшении толщины металл нагревается быстрее.
Основные этапы работ
На наждачном круге мастер делает заточку будущего изделия. Для удобства можно зажать заготовку между двух дощечек. Заточка производится по одной стороне клинка. После грубой заточки мастер выполняет уже более тщательную заточку на камне.

Далее приступаем к изготовлению рукоятки. Предварительно просверлив отверстия в концевике, прикладываем его к бруску и размечаем его форму. Дорисовываем форму будущей рукоятки. Пропиливаем брусок вдоль на глубину концевика и на его толщину.

После этого просверливаем сквозные отверстия. Вставляем клинок в ручку. Сводим отверстия в заготовке и ручке. Вставляем шпильки, и на наковальне заклепываем их с обеих сторон до образования шляпок.










На следующем этапе приступаем к шлифовке и приданию формы ручке. Грубо задаём форму обуха рукояти, придав ей форму полукруга. Шкурим наждачной бумагой и получаем окончательную форму.
Места, где остались какие-либо отверстия в бруске, можно залить клеем и засыпать мелкой стружкой, оставшейся после шлифовки. Покрываем маслом и лакируем. Самодельный нож готов.
Источник
Как Сделать Нож Из Шины Бензопилы
НОЖ ИЗ ШИНЫ БЕНЗОПИЛЫ-ЭТО ПРОСТО И ПО ХОЛОСТЯЦКИ 2020!
Рет қаралды 6 М. Жыл бұрын
Есть проверенный способ заработка без вложений в 2021 году 600-1500 р в день.Кому интересно переходим по …
Простой нож из шины от бензопилы часть #1
Рет қаралды 48 М.4 жыл бұрын
В видео я покажу как сделать самодельный ножик из шины от бензопилы и сплава алюминия, покажу самый простой …
Как сделать нож из бензопилы ||We make a knife with our own hands.
Рет қаралды 4 М.3 ай бұрын
Делаем нож из шины от бензопилы «Дружба» Between a rock and a hard place. We make a knife out of a chainsaw tire.
Нож из бензо-пильной шины ,,ПЯТАЧОК,, Нож Данди ,,отдыхает,, вместе с крокодилом!)
Рет қаралды 89 М.2 жыл бұрын
Граждане!Берегите природу ,мать вашу… Мой сайт rostov-tehnika.ru/ Фейсбук …
Мачете своими руками. Материал для изготовления.
Рет қаралды 41 М.2 жыл бұрын
ПОДПИСЫВАЕМСЯ, комментируем, ставим лайк. be, , put like. Thank you! ДЛЯ ДОБРОВОЛЬНОЙ …
Как сделать нож, кухонный, своими руками, из шины бензопилы
Рет қаралды 40 М.3 жыл бұрын
Видео о том, как сделать нож, кухонный, своими руками, из шины бензопилы. Нож хорошо держит заточку не особо …
Ножи из шины бензопилы Shtil MS180 Knives from the tire This MS180 chainsaw
Рет қаралды 1,1 М.6 ай бұрын
Очень удобный инструмент для дачи..Материал выносливый и не тяжелый.
Рет қаралды 1473 ай бұрын
Plavly Vse , показываю что получилось в результате долгого пиляния и шлифования стали и дерева.
Нож- пила для выживания с шины от бензопилы
Рет қаралды 2,4 М.2 жыл бұрын
Всем желающим сделать универсальный нож для рыбалки, охоты, походов на природу, пикников, смотреть ЭТО ВИДЕО!
Нож поплавок с шины от бензопилы и пробок.
Рет қаралды 18 М.2 жыл бұрын
нож поплавок с шины от бензопилы и пробок.
Простой нож из шины от бензопилы часть #3
Рет қаралды 17 М.4 жыл бұрын
В видео я покажу как сделать самодельный ножик из шины от бензопилы и сплава алюминия, покажу самый простой …
Простой нож из шины от бензопилы часть #2
Рет қаралды 16 М.4 жыл бұрын
В видео я покажу как сделать самодельный ножик из шины от бензопилы и сплава алюминия, покажу самый простой …
НОЖ ИЗ СТАРОЙ ПИЛЫ | НИКОГДА ТАК НЕ ДЕЛАЙТЕ. НЕ ПОВТОРЯЙТЕ МОИХ ОШИБОК.
Рет қаралды 2,9 М.5 ай бұрын
Инструкция на тему как НЕ НАДО делать, если хотите узнать как максимально всрато сделать нож, смотрите! Мастерская …
Мачете самоделка, процесс изготовления
Рет қаралды 2,1 М.4 жыл бұрын
Давно хотел себе сделать нож такой формы и вот с подручных материалов сделал кукри мачете! не ругайте меня я не …
Самодельная мачете из шины бензопилы
Рет қаралды 7 М.5 жыл бұрын
Изготовление мачете из шины от бензопилы.
Нож якут из косы , первый опыт , отпуск и закалка при помощи горелки , сухая ковка
Рет қаралды 86 М.3 жыл бұрын
Клинок из косы , ручка черенок от граблей . Как и обещал всем своим подписчикам , делаю из того что есть. Ссылка на …





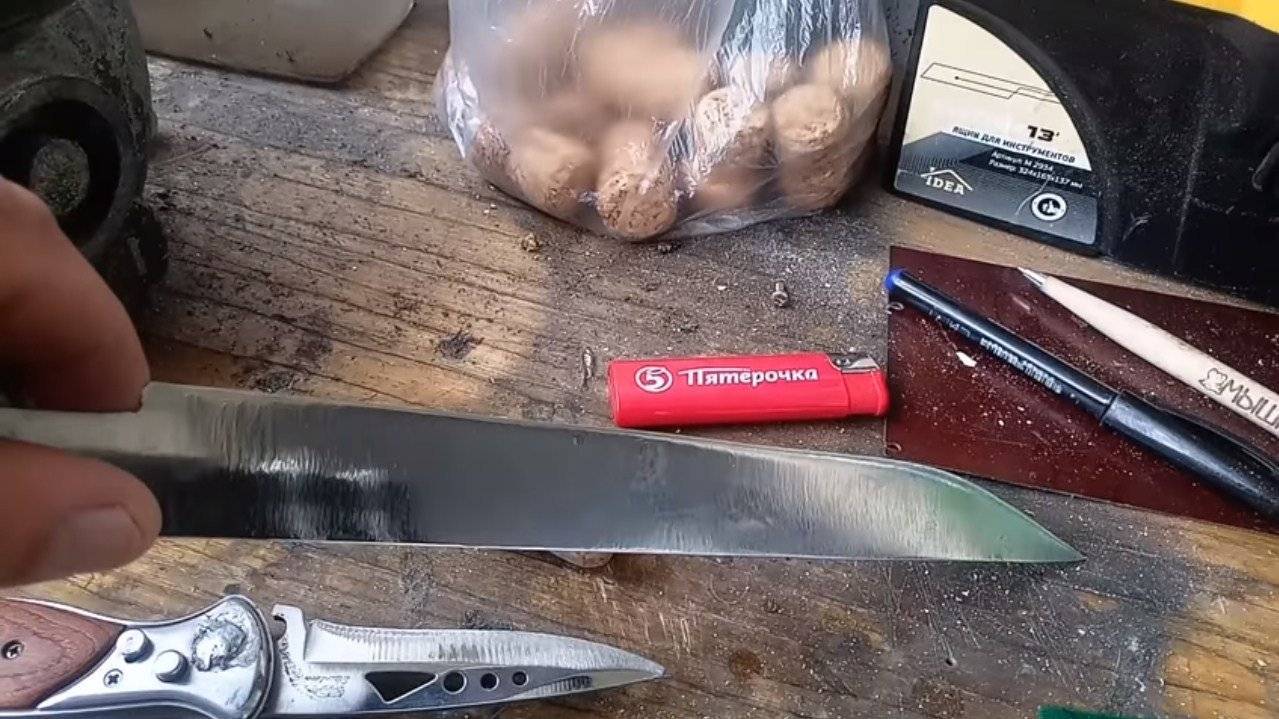




Нож ,,Бармаглот. Из старой пильной шины . Сollection of hallucinogenic fungi
Рет қаралды 14 М.2 жыл бұрын
Нож грибника под названием ,,Бармаглот,, отличный помощник при активном сборе галлюциногенов на торфяниках …
Рет қаралды 6864 жыл бұрын
Шины даром тут fas.st/B5QKD и тут fas.st/Ngh_ Скидки fas.st/nUuKra.
Нож из быстрореза и двух бутылочных пробок
Рет қаралды 3,9 М. Жыл бұрын
Для желающих поддержать канал money.yandex.ru/to/410014666254727 Ножны из бересты экспериментальные, для …
Длинная шина для бензопилы своими руками.
Рет қаралды 24 М.2 жыл бұрын
Длинная шина для бензопилы своими руками. Три пластинки металла и один электрод.
Быстрорез, из чего можно сделать хороший нож без закалки
Семейство быстрорежущих сталей насчитывает достаточное кол-во марок пригодных для изготовления ножей.
Некоторые из них можно купить на ближайшем строительном рынке в виде дисковых фрез для металла, механических полотен, отрезных токарных резцов, для обладателей кузницы также полезные вещи как развёртки, зенкеры и крупные свёрла.
В продаже можно найти круг, калиброванный и горячекатаный диаметром от 5 мм до 270 мм диаметром и квадрат горячекатаный от 8 до 200 мм. Также можно приобрести холоднокатаный калиброванный круг (так называемая серебрянка) от 6 до 42 мм диаметром.
Мех полотна можно прикупить различной ширины, и толщины. Длинной мех полотна где-то 400 мм, шириной от 25 до 60 мм (широкие полотна редкость, обычно встречаются шириной 40 мм), толщиной встречаются от 1,8 до 2,3 мм.
Полотна встречаются обычно из, таких сталей как Р6М5, Р18, Р9, 11Р3АМ3Ф2
, реже других марок сталей. Также полотно может, клеймено буквами HSS. Это означат High speed steel, быстрорежущая сталь, без указания конкретной марки.
Полотна прекрасный материал для клинков, хотя и трудоёмки в обработке. Металл обычно закалён до 62:64 HRC и более, поэтому в дальнейшей термообработке не нуждаются. Чтобы отпустить быстрорежущую сталь, надо провести 4 цикла по 3 часа при температуре 850 градусов.
Так что, боятся отпустить сталь при обработке, на том же наждаке не надо. Можно сжечь металл, что впрочем, можно сделать только с фанатизмом, от незнания и от лености охлаждать заготовку. Полотна хорошо обрабатываются болгаркой, отрезным диском также не страшно загубить металл, радикально испортить сложно и надо постараться.
Утверждения о повышенной хрупкости полотен несколько преувеличены. Естественно мачете из полотен делать не надо, сломается все-таки, но ножики выходят в умелых ручонках прекрасные.
Из быстрорезов получаются отличные ножи и стамески для резьбы по дереву. Прекрасно держащие заточку и долго затупляемые.
Также преимуществом ножей из быстрореза является возможность наточить РК до общего угла 10.. 15 градусов при минимальной толщине схождения спусков.
Быстрорежущие стали, для сварных конструкций, не применяются. Лопаются рядом со сварочным швом.
- Плотность сталей от 7900 (Сталь 11Р3АМ3Ф2) до 8800 кг/м^3 (Сталь Р18)
- Температура ковки от 850 до 1220 градусов по С.





