2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
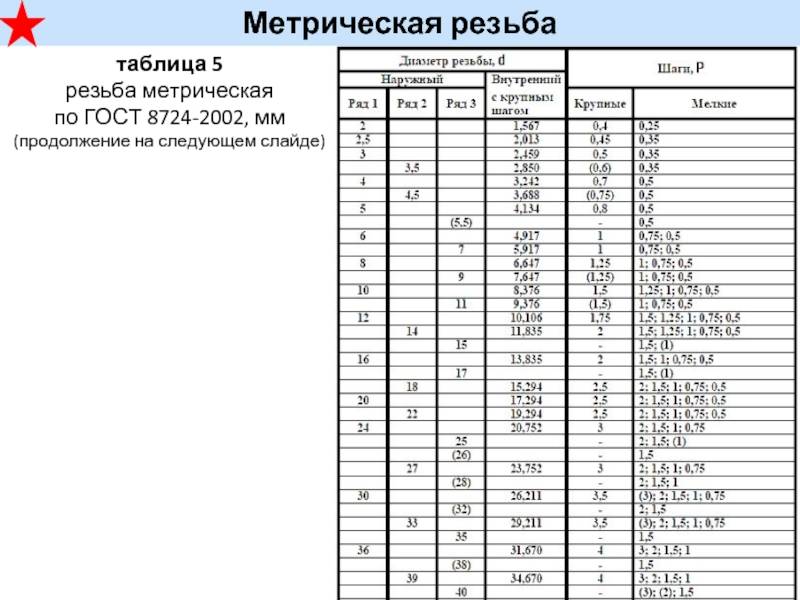
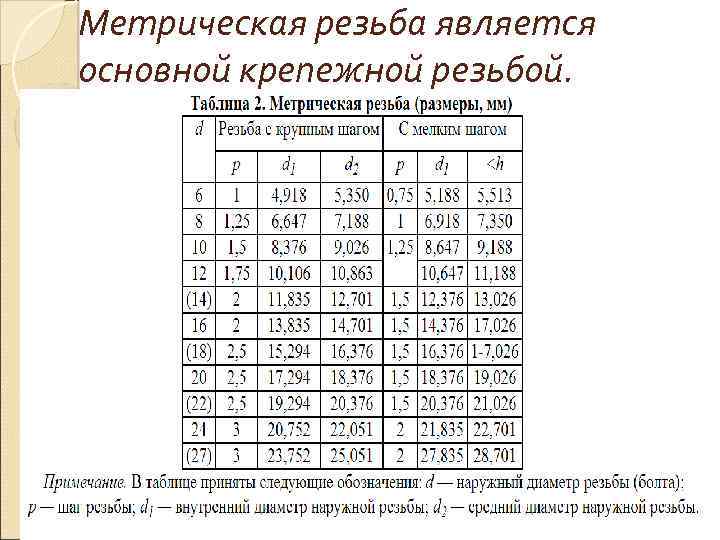
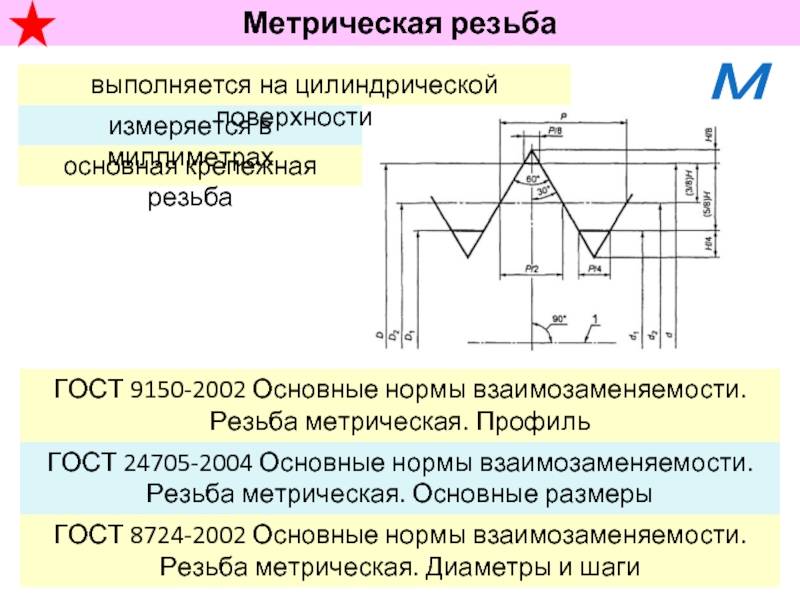
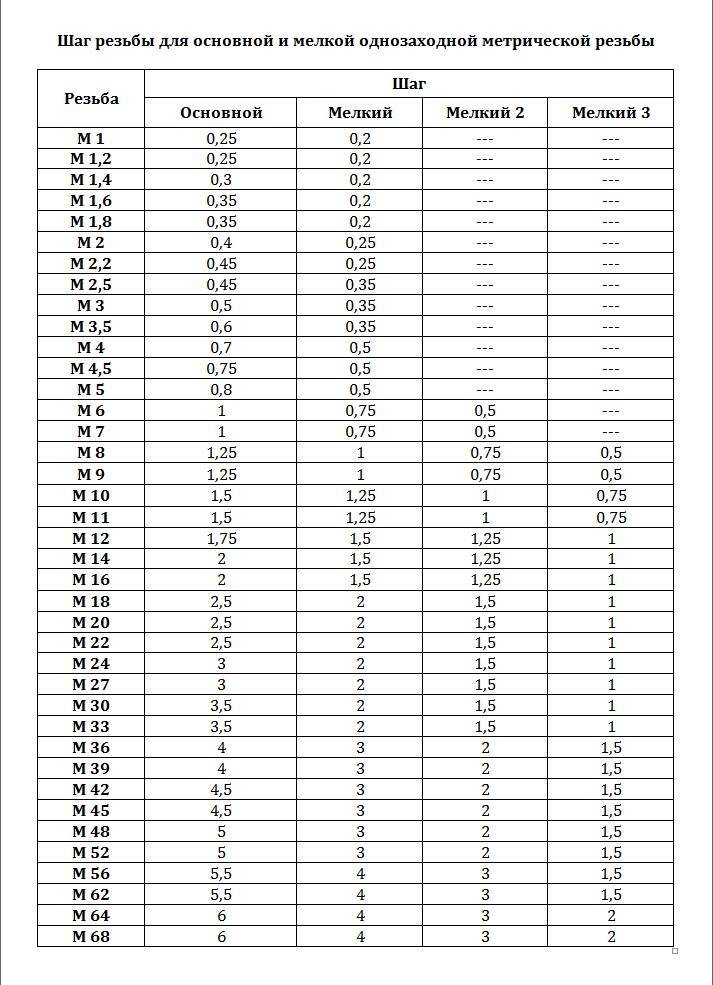
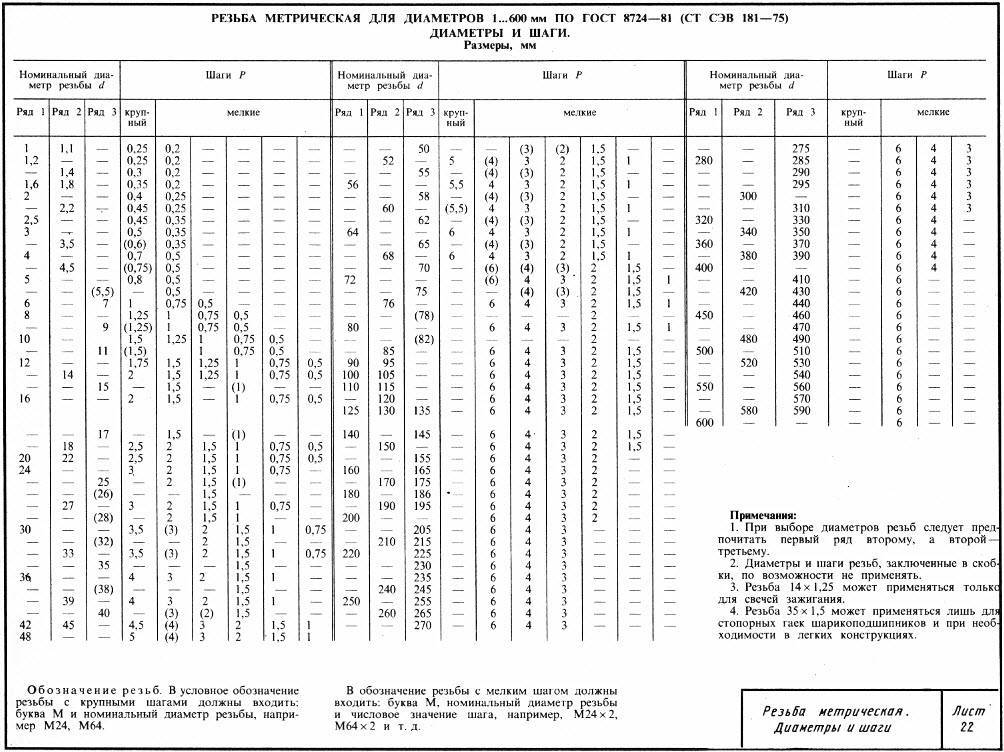
РЕЗЬБА МЕТРИЧЕСКАЯ
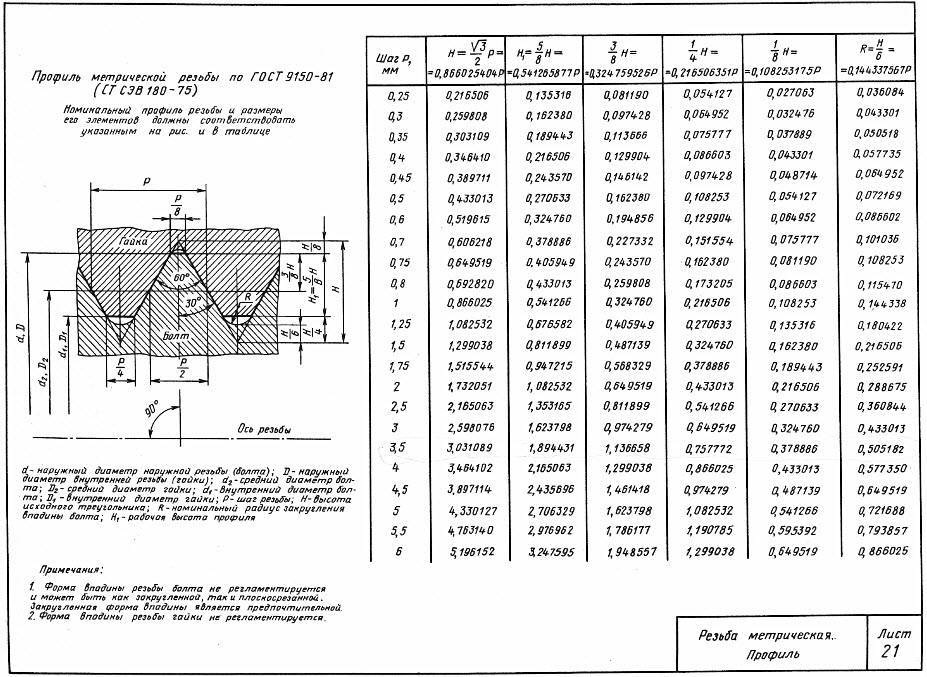
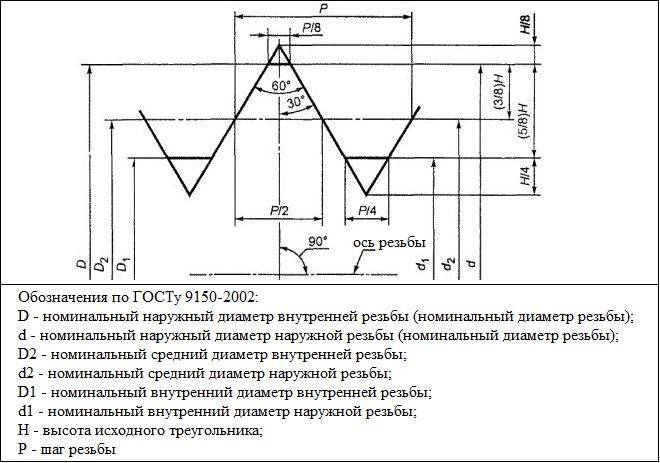
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
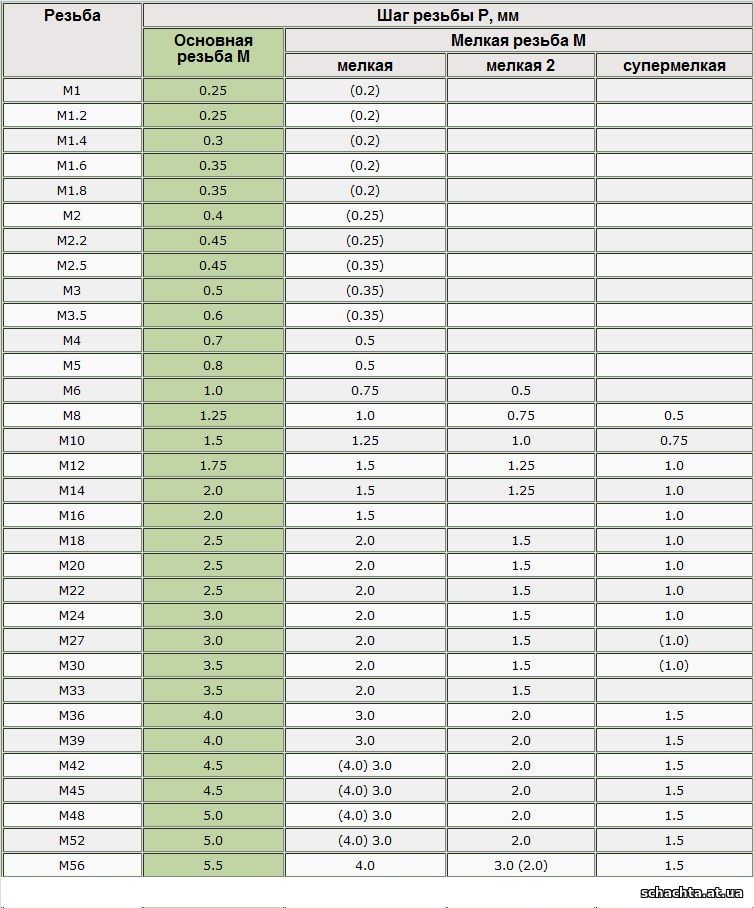
Номинальн. диаметр резьбы d | Шаг Р | |||
1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
…2 | – | – | 0,40 | 0,25 |
– | 2,2 | – | 0,45 | 0,25 |
2,5 | – | – | 0,45 | 0,35 |
3 | – | – | 0,50 | 0,35 |
– | 3,5 | – | 0,60 | 0,35 |
4 | – | – | 0,70 | 0,5 |
– | 4,5 | – | 0,75 | 0,5 |
5 | – | – | 0,80 | 0,5 |
– | – | 5,5 | – | 0,5 |
6 | – | – | 1,0 | 0,75;0,5 |
– | – | 7,0 | 1,0 | 0,75;0,5 |
8 | – | – | 1,25 | 1,0;0,75;0,5 |
– | – | 9,0 | 1,25 | 1,0;0,75;0,5 |
10 | – | – | 1,50 | 1,25;1,0;0,75;0,5 |
– | – | 11,0 | 1,50 | 1,0;0,75;0,5 |
12 | – | – | 1,75 | 1,5;1,25;1,0;0,75;0,5 |
– | 14,0 | – | 2,0 | 1,5;1,25;1,0;0,75;0,5 |
– | – | 15,0 | – | 1,5;1,0 |
16 | – | – | 2,0 | 1,5;1,0;0,75;0,5 |
– | – | 17,0 | – | 1,5;1,0 |
– | 18 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
20 | – | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
– | 22 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
24 | – | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 25 | – | 2,0;1,5;1,0 |
– | – | 26 | – | 1,5 |
– | 27 | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 28 | – | 2,0;1,5;1,0 |
30 | – | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 32 | – | 2,0;1,5 |
– | 33 | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 35 | – | 1,5 |
36 | – | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 38 | – | 1,5 |
– | 39 | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 40 | – | 3,0;2,0;1,5 |
42 | – | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
– | 45 | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
48 | – | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 50 | – | 3,0;2,0;1,5 |
– | 52 | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 55 | – | 4,0;3,0;2,0;1,5 |
56 | – | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 58 | – | 4,0;3,0;2,0;1,5 |
– | 60 | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 62 | – | 4,0;3,0;2,0;1,5 |
64 | – | – | 6,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 65… | – | 4,0; 3,0;2,0;1,5 |
– | 68 | – | 6 | 4,0;3,0;2,0;1,5; 1,0 |
– | – | 70 | – | 6,0; 4,0;3,0;2,0;1,5 |
72 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 75 | – | 4,0;3,0;2,0;1,5 |
– | 76 | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 78 | – | 2,0 |
80 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 82 | – | 2,0 |
90 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
– | 95 | – | – | 6,0; 4,0;3,0;2,0;1,5 |
100 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.




2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16

Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
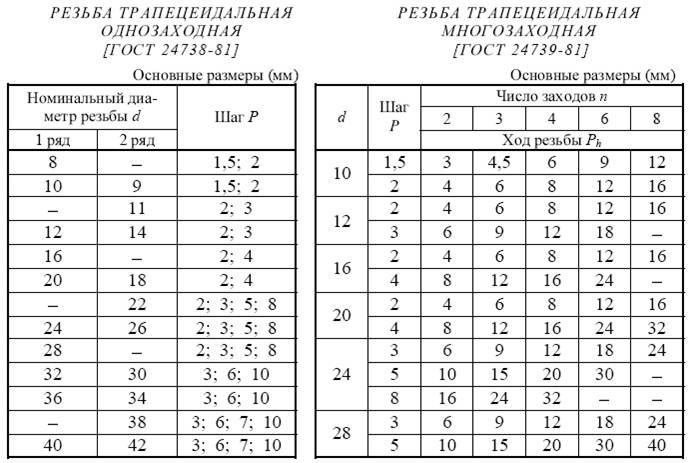
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
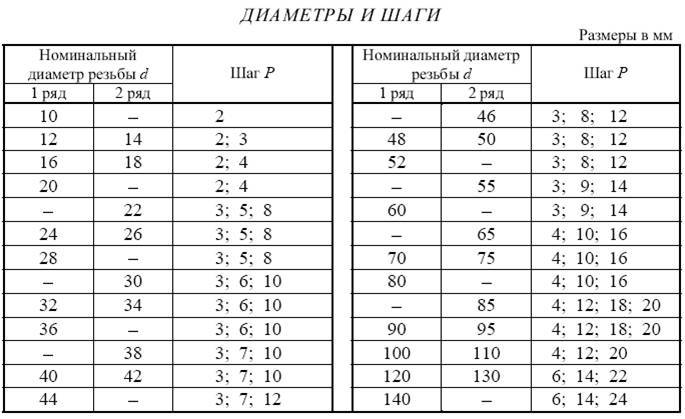
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
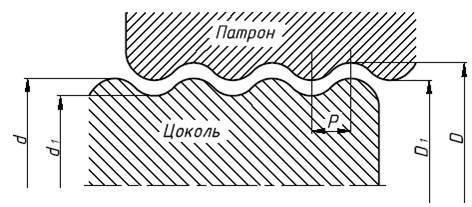

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
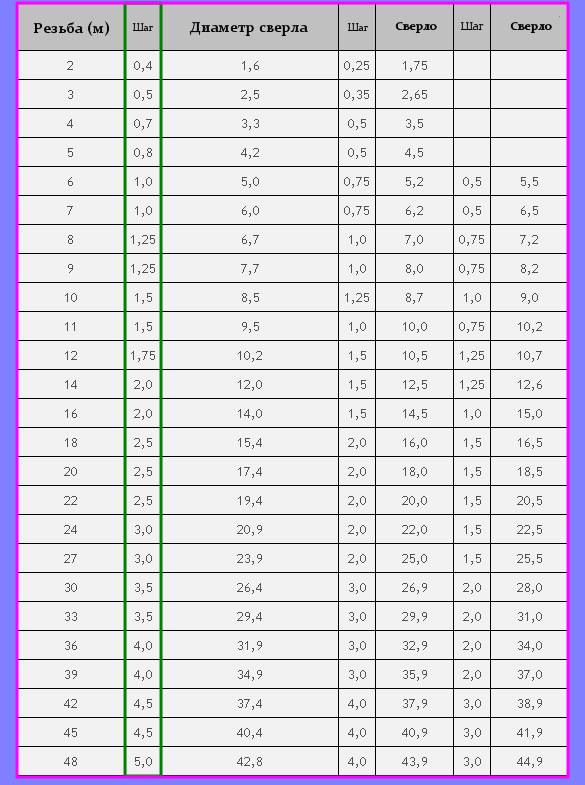
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
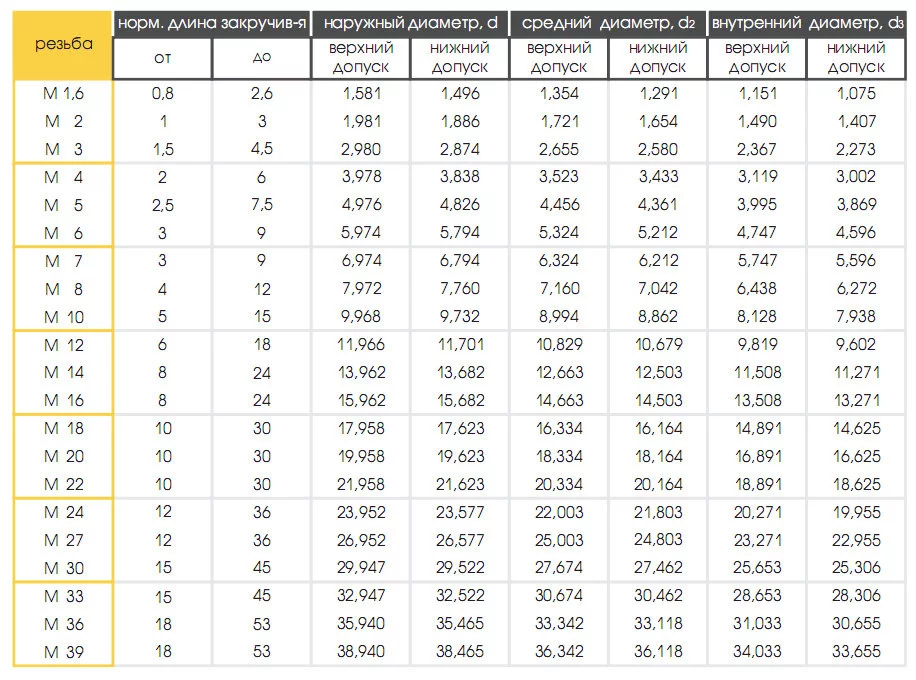
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Читать также: Устройство варочной газовой панели
Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала
Не может превышать 140 градусов.
Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Принципы обозначения
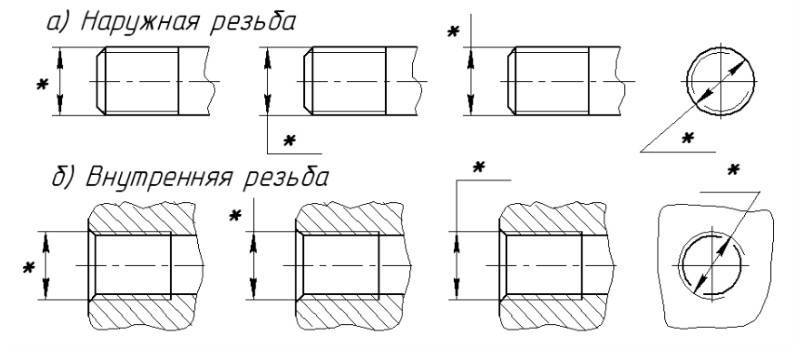
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Таблицы диаметров водопроводных труб
Одной из важнейших характеристик стальной трубы считается ее диаметр (D). На основании этого параметра производятся все требуемые расчеты при проектировании объекта. Как подобрать диаметр, чтобы не ошибиться?
Диаметры металлических труб стандартизированы и должны соответствовать значениям ГОСТа 10704–91.
Условно они разбиты на несколько подгрупп:
- Большие – 508 мм и выше,
- Средние – от 114 до 530 мм,
- Малые – меньше 114 мм.
Классификация
Когда необходимо провести водопровод, устанавливаются обыкновенные трубы, способные выдержать небольшую нагрузку. В частном доме лучше использовать сварные металлические водопроводы. Стоимость таких изделий несколько ниже аналогичных бесшовных. Технические характеристики и свойства такого изделия полностью отвечают всем требованиям прокладки водопровода.
Основные габаритные параметры
В зависимости от этой характеристики и ее числового значения определяется необходимое значение диаметра металлической трубы. Все основные значения регламентируются ГОСТом и соответствующими техническими условиями. В них входят:
- Внутренний D.
- Наружный D. Считается главной габаритной характеристикой в соответствии с ГОСТом.
- Условный D. За основу берется минимальное значение внутреннего диаметра.
- Толщина стенки.
- Номинальный D.
Изделия из металла и их наружные диаметры
Все виды металлических труб изготавливаются на заводе, основываясь на их внешнем диаметре «Dн». Стандартные значения диаметров показаны в нижеприведенной таблице.
В промышленности и строительстве в основном пользуются изделиями, диаметры которых находятся в диапазоне 426–1420 мм. Промежуточные стандартные размеры водопроводных труб берутся из таблицы.
Малый D металлических изделий в основном применяется для прокладки водопроводов в жилых домах.
Средний D металлических трубопроводов используется для прокладки городского водопровода. Такие водопроводные трубы используют промышленные системы, занимающиеся добычей сырой нефти.
Большие размеры стальных трубопроводов нашли применение в создании и прокладке магистральных нефтепроводов. Они же применяются и в газовой индустрии. По таким трубопроводам происходит подача газа в любой уголок планеты.
Внутренний Диаметр
Этот размер металлической трубы (Dвн) может иметь разные значения. Причем значение внешнего D всегда остается неизменным. Чтобы стандартизировать диаметр труб для водопровода, проектировщики пользуются специальным значением, называемым «условным проходом». Такой диаметр имеет свое обозначение Dу.
По сути, условным проходом является минимальное значение внутреннего диаметра данного изделия, округленное до целого числа. Округление всегда выполняется только в сторону максимального значения. Значение условного D регламентируется ГОСТом 355–52.
Для расчета внутреннего D пользуются специальной формулой:
Dвн = Dн – 2S.
Внутренние диаметры стальных изделий находятся в диапазоне от 6 до 200 миллиметров. Все промежуточные значения показаны в соответствующей таблице.
Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Пластиковые
В наше время альтернативой металлическим трубам стали их пластиковые аналоги. Причем их размеры имеют больше разброс. Материалом для такого изделия служит:
Каждый производитель таких труб сам устанавливает свою размерную сетку. Поэтому если изготавливается одна система, желательно использовать детали одного и того же производителя.
Безусловно, расхождения обязательно будут, но они будут минимальными, и не вызовут особых трудностей у хорошего мастера. Если у человека мало опыта, ему придется приложить некоторые усилия, чтобы подогнать все размеры.
Таблица размеров пластиковых труб для водопровода с применением полипропилена различной плотности показывает самые популярные модели.
Когда прокладываются всевозможные коммуникации, строители используют и другие диаметры водопроводных пластиковых труб.
Диаметры водопроводных труб в таблице помогают подбирать подходящее изделие для проведения ремонта или других работ.
Такие изделия применяются для монтажа водопровода вне здания. В жилых помещениях чугунный водопровод устанавливается крайне редко. Этот материал обладает высокой прочностью, но повышенной хрупкостью. Его основным недостатком считается большой вес, высокая стоимость. Эксплуатация таких чугунных изделий рассчитана на долгие годы.
Чтобы сравнить размеры чугунных водопроводных изделий, ниже показана таблица, в которой приведены размеры чугунной трубы класса «А».
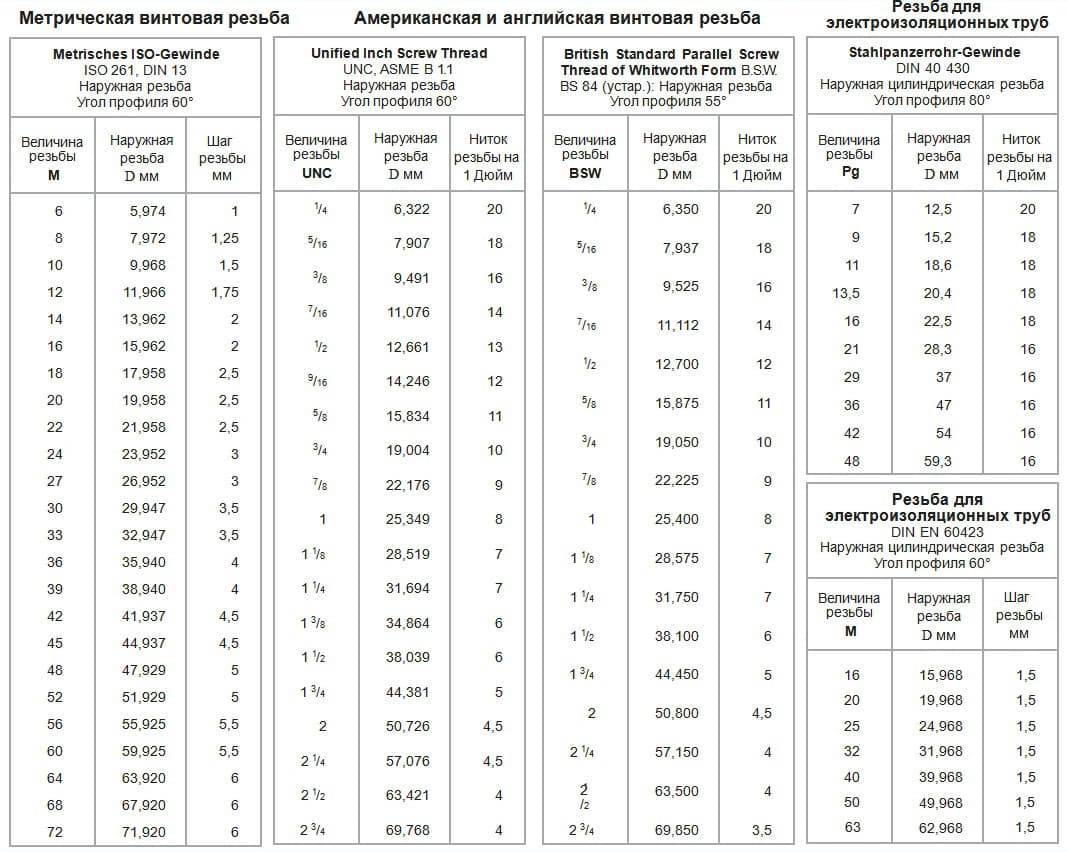
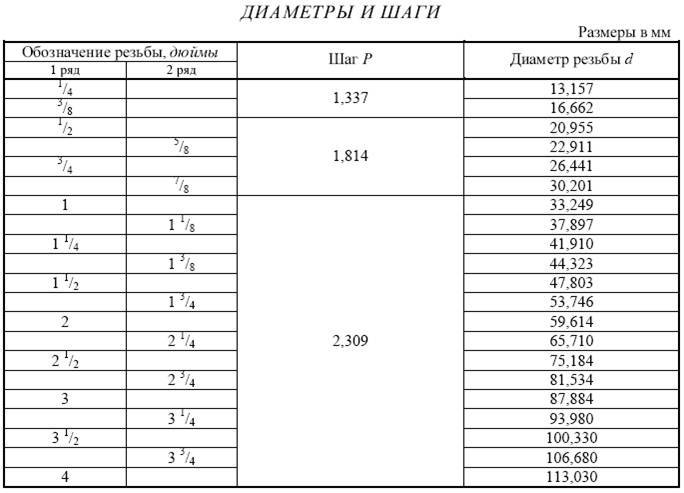
Дюймовые резьбы
В Россию и страны СНГ поступают изделия из США и Великобритании. Поэтому приходится сталкиваться с деталями, где применяется дюймовая резьба. Еще недавно самолетостроение было в дюймовом исполнении. Только недавно многие узлы самолетов начали выпускать с метрическими стандартами. Но еще довольно много изделий выполнено в дюймовом исполнении. В таблице 2 приведены параметры резьб, с которыми возможно придется столкнуться.
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 « | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 « | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 « | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 « | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 « | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 « | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 « | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 « | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 « | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 « | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 « | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 « | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 « | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 « | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 « | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 « | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 « | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 « | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 « | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 « | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 « | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 « | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 « | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 « | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 « | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.
Штуцер для соединения трубопроводов разных диаметров
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
А; = 2,1.
(Измененная редакция, Изм. № 1).
4. Для передач, к которым предъявляются специальные требования, допускается применение исходных контуров, отличающихся от установленного настоящим стандартом, параметры которых должны устанавливаться в отдельных стандартах для данной отрасли промышленности.
Издание официальное ★
Перепечатка воспрещена
Издание (март 2002 г.) с Изменением № 1, утвержденным в октябре 1986 г. (ИУС 1—87)
Издательство стандартов, 1981 ИПК Издательство стандартов, 2002
С. 2 ГОСТ 9587-81
5. Рекомендации по очертанию исходного контура при изготовлении зубчатых колес со срезом или закруглением кромок вершин зубьев приведены в приложении 1.
6. Допускается изготовлять зубчатые колеса винтовых передач в соответствии с исходным контуром настоящего стандарта.
5,6. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1 Справочное
РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ ЗУБЧАТЫХ КОЛЕС СО СРЕЗОМ ИЛИ ЗАКРУГЛЕНИЕМ
КРОМОК ВЕРШИН ЗУБЬЕВ
1. При изготовлении зубчатых колес допускается срез или закругление кромок вершин зубьев по высоте не более 0,15 ш и глубине не более 0,02 т (см. чертеж).
Примечания:
1. Допускается увеличение среза или закругления кромок вершин зубьев зубчатых колес по глубине до 0,05 т, если не нарушает качества зацепления в передаче.
2. Требования п. 1 и примечания 1 к нему не распространяются на колеса, профили зубьев которых обрабатываются одновременно с обработкой окружности вершин.
2. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 2 Справочное
РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ ОЧЕРТАНИЙ ВПАДИНЫ ИСХОДНОГО КОНТУРА
Очертания впадины исходного контура вне граничной высоты выполняют в соответствии с таблицей:
| тп, мм | h* п а | С* | Ру,ММ | Форма впадины |
| 0,1 < тп< 1,0 | 1,0 | 0,3 | 0,44 тп | чДц |
| 0,25 | 0,38шй | vV- | ||
| 0,1 <�тп< 0,5 | i,i | 0,4 | — | |
| 0,5<�шй<1,0 | 0,25 | — |
(Введено дополнительно, Изм. № 1).
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор НИ. Гаврищук Компьютерная верстка С. В. Рябовой
Изд. лиц. № 02354 от 14.07.2000. Подписано в печать 05.06.2002. Усл.печ.л. 0,47. Уч.-изд.л. 0,31.
Тираж 112 экз. С 6115. Зак. 499.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, 103062 Москва, Лялин пер., 6.
Плр № 080102
Типы резьбы и их характеристики
Характеризуют следующие показатели:
- Ее направление;
- Резьбовое число заходов;
- Расположение;
- ЕИ диаметра резьбы;
- Профиль поверхности.
Именно эти параметры определяют выбор необходимого типа.
Современные нормативные стандарты рассматривают три основных типа нарезки: цилиндрическая, коническая, дюймовая. Далее рассмотрим каждую из них в отдельности, а так же NPSM, NPT и круглую резьбу.
Цилиндрическая нарезка (резьба Витворда)
Этот тип осуществляется для цилиндрических соединений, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический тип. Удобна цилиндрическая нарезка в условиях потребности высокой степени герметичности.
Фото: shop.deloproltd.ru
- Осуществляется на трубах диаметром до 6 см (если диаметр более 6 см – они свариваются);
- Применяется профиль, угол которого 55 градусов.
Коническая резьба
Осуществляется для конических типов соединений труб, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический.
При использовании конической, обязательно применяется герметик. Чаще всего ее применяют при соединении трубок, где фиксируется наличие большого давления в жидкостях или газе.





- Впадины и вершины резьбы закруглены;
- Применяется профиль, угол которого 55 градусов.
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Преобразование десятичного числа в метрическую систему из произвольной таблицы
БЕСПЛАТНЫЙ СТОЛ!
ПРЕОБРАЗОВАНИЕ РЕЗЬБЫ ДЛЯ ВИНТА В ДЮЙМ
| Диаметр | мм | дюймов |
| M1 | 1 | .0393 |
| M1.1 | 1,1 | .0433 |
| M1. 2 | 1,2 | .0472 |
| M1.4 | 1,4 | .0551 |
| M1.6 | 1,6 | .0629 |
| M.17 | 1,7 | .0669 |
| M1.8 | 1,8 | .0708 |
| M2 | 2 | .  0787 0787 |
| M2.2 | 2,2 | .0866 |
| M2.3 | 2,3 | .0905 |
| М2,5 | 2,5 | .0984 |
| М2.6 | 2,6 | .1023 |
| M3 | 3 | .  1181 1181 |
| M3.5 | 3,5 | .1378 |
| M4 | 4 | .1574 |
| M4.5 | 4,5 | .1771 |
| M5 | 5 | .1968 |
| M6 | 6 | .  2362 2362 |
| M7 | 7 | .2755 |
| M8 | 8 | .3149 |
| M10 | 10 | 0,3937 |
| M12 | 12 | .4724 |
| M14 | 14 | . 5511 |
| M16 | 16 | 0,6299 |
| M18 | 18 | .7086 |
| M20 | 20 | 0,7874 |
| M22 | 22 | .8661 |
| M24 | 24 | . 9448 |
| M27 | 27 | 1.0629 |
| M30 | 30 | 1,181 |
| M33 | 33 | 1.299 |
| M36 | 36 | 1,417 |
| M39 | 39 | 1,535 |
| M42 | 42 | 1. 654 |
| M45 | 45 | 1.772 |
| M48 | 48 | 1,890 |
| M52 | 52 | 2,047 |
| M56 | 56 | 2.205 |
| M60 | 60 | 2. 362 |
| M64 | 64 | 2,520 |
| M68 | 68 | 2,677 |
| M72 | 72 | 2,835 |
| M76 | 76 | 2.992 |
| M80 | 80 | 3,150 |
| M85 | 85 | 3,346 |
| M90 | 90 | 3,543 |
| M95 | 95 | 3. 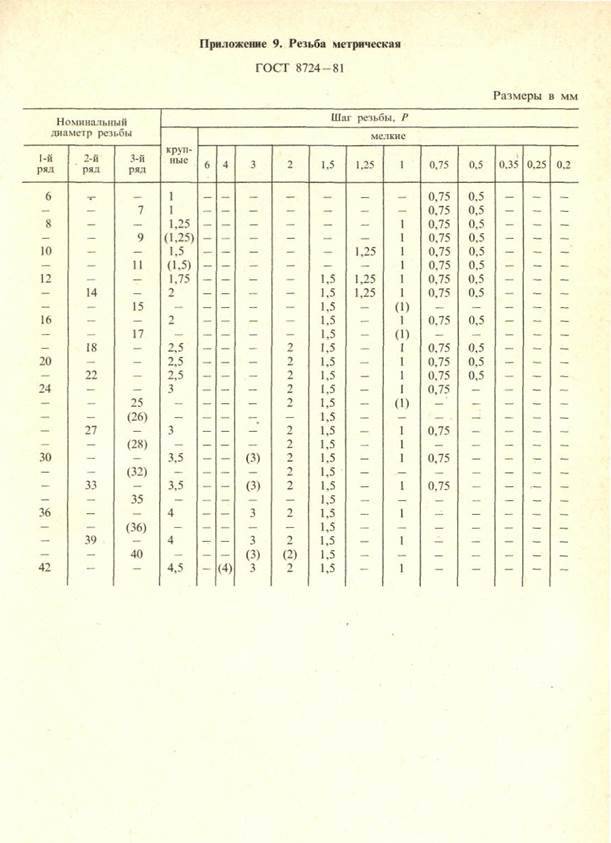 740 740 |
| M100 | 100 | 3,937 |
СРАВНЕНИЕ РАЗМЕРОВ ГОЛОВКИ DIN И JIS
DIN | JIS | ||
| Диаметр головки. | Размер драйвера | Диаметр головки | Размер драйвера |
| м2 |
4 мм
1
3,5 мм
1
M2,5
5 мм
1
4,5 мм
1
М3
6 мм
1
5. 5 мм
5 мм
2
M3,5
7 мм
2
6 мм
2
M4
8 мм
2
7 мм
2
M5
10 мм
2
9 мм
2
M6
12 мм
3
10.5 мм
3
M8
16 мм
4
14 мм
3
DIN | JIS | |||
Диаметр головки. | Размер драйвера | Диаметр головки | Размер драйвера | |
| м2 | 3,8 мм | 1 | 4 мм | 1 |
| M2,5 | 4,7 мм | 1 | 5 мм | 1 |
| М3 | 5.6 мм | 1 | 6 мм | 2 |
| M3,5 | 6,5 мм | 2 | 7 мм | 2 |
| M4 | 7,5 мм | 2 | 8 мм | 2 |
| M5 | 9,2 мм | 2 | 10 мм | 2 |
| M6 | 11 мм | 3 | 12 мм | 3 |
| M8 | 14. 5 мм 5 мм | 4 | 16 мм | 3 |
Вы можете взять корзину с собой и
накапливайте все на одном счете при выезде.
Назад на главную страницу метрических винтов Аарона
Авторские права 1999 — 2000 — 2001
Метрические винты Аарона. Com