
Содержание:
Бывает трудно найти подходящий крепеж или деталь, чтобы заменить износившийся элемент при обслуживании и ремонте оборудования или автомобиля. Приведем простой пример из практики: для цепной пилы советского производства нужна гайка с левой резьбой, достать оригинальную запчасть невозможно, ведь такая техника уже не выпускается. Придется обойти не один магазин, чтобы подобрать гайку подходящего размера с левой резьбой. Но есть более простой выход – взять гайку с диаметром отверстия меньшим, чем требуется, пусть даже и с правой резьбой, такую найти гораздо легче, и выполнить в ней с помощью ручного метчика резьбу, которая необходима.
Метчик представляет собой металлический стержень с насеченными на конце режущими кромками. Он изготавливается из быстрорежущей стали или твердых сплавов металлов и, как правило, проходит термическую обработку, что делает его достаточно прочным, чтобы прорезать канавки в металлическом основании при вкручивании. Использование метчика – быстрый и удобный способ нарезания резьбы. Этим инструментом можно выполнять резьбу как в отдельно взятых деталях, так и в деталях, которые являются частью изделия, не снимая их. Чтобы получить именно ту резьбу, которая требуется для крепежного соединения, нужно правильно подобрать тип метчика. В этом вам пригодится следующая информация.
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению).То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
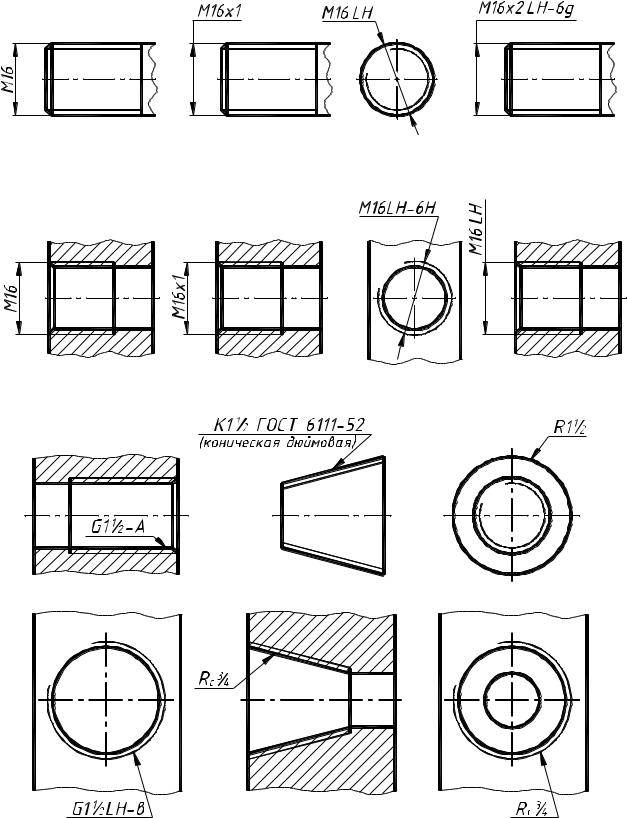
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Левая или правая резьба.
Забавно наблюдать, как в специализированном магазине на мою просьбу дать мне футорку для радиаторов с левой резьбой, продавец начинает крутить и вглядываться в несчастную футорку, пытаясь определить направление её резьбы. И нередко дает не то, что я просил. Мне кажется, что ошибиться здесь невозможно. Но этот сайт не для профессионалов, а потому раскрою небольшой секрет: как определять направление резьбы? Возьмите футорку (или что там у вас) в руку, началом резьбы (фаской) вверх. Найдите по резьбе самое её начало, т.н. начало нити, определите, куда направлен «хвост». Если вправо, значит резьба правая, если влево – левая. Как видите, все просто, и ничего не надо крутить. Те же правила действуют для радиаторов. Т.е. если поставить радиатор лицевой стороной к себе и правильно его сориентировать по вертикали (низ на полу, верх – вверху), то справа у радиатора будет правая резьба, а слева – левая. И только с чугунными (нашими) радиаторами можно запутаться, потому что у них нет лицевой стороны, и не всегда возможно определить верх и низ. Теперь, я думаю, и Вы никогда не ошибетесь.
К сожалению, эта статья уникальна..
Отзывов (3) на «Левая или правая резьба.»
СПОСИБО . СТАВИЛ ПОМНИЛ ПРОШЛО 8 ЛЕТ ЗАБЫЛ СПОСИБО
то справа у радиатора будет правая резьба, а слева – лева Неверно. вчера узнал что на биметалическом радиаторе разная резьба. хотел две соединить а оказалось у них разное направление.! и это точно !
Правильно, Александр. Если поставить два радиатора рядом, то у одного из них в месте соединения будет правая резьба, а у другого — левая. И чтобы их соединить, нужно либо брать специальный нипель для радиаторов, у которого так же разнонаправленная резьба, с одной стороны правая, с другой — левая. Либо уходить от разной резьбы с помощью радиаторных футорок. Тогда резьба везде будет правая, и радиаторы можно будет соединить с помощью сгонов или американок. Либо переворачивайте радиаторы: ставьте один «лицом», другой ж…тылом, задом…:).
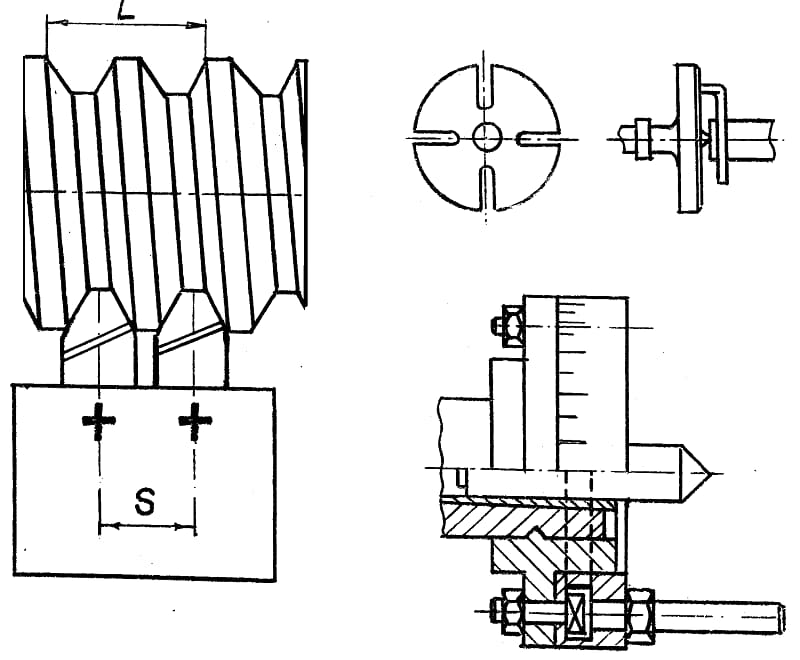
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.
Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.

Левая или правая резьба.
Забавно наблюдать, как в специализированном магазине на мою просьбу дать мне футорку для радиаторов с левой резьбой, продавец начинает крутить и вглядываться в несчастную футорку, пытаясь определить направление её резьбы. И нередко дает не то, что я просил. Мне кажется, что ошибиться здесь невозможно. Но этот сайт не для профессионалов, а потому раскрою небольшой секрет: как определять направление резьбы? Возьмите футорку (или что там у вас) в руку, началом резьбы (фаской) вверх. Найдите по резьбе самое её начало, т.н. начало нити, определите, куда направлен «хвост». Если вправо, значит резьба правая, если влево – левая. Как видите, все просто, и ничего не надо крутить. Те же правила действуют для радиаторов. Т.е. если поставить радиатор лицевой стороной к себе и правильно его сориентировать по вертикали (низ на полу, верх – вверху), то справа у радиатора будет правая резьба, а слева – левая. И только с чугунными (нашими) радиаторами можно запутаться, потому что у них нет лицевой стороны, и не всегда возможно определить верх и низ. Теперь, я думаю, и Вы никогда не ошибетесь.
К сожалению, эта статья уникальна..
Отзывов (3) на «Левая или правая резьба.»
СПОСИБО . СТАВИЛ ПОМНИЛ ПРОШЛО 8 ЛЕТ ЗАБЫЛ СПОСИБО
то справа у радиатора будет правая резьба, а слева – лева Неверно. вчера узнал что на биметалическом радиаторе разная резьба. хотел две соединить а оказалось у них разное направление.! и это точно !
Правильно, Александр. Если поставить два радиатора рядом, то у одного из них в месте соединения будет правая резьба, а у другого — левая. И чтобы их соединить, нужно либо брать специальный нипель для радиаторов, у которого так же разнонаправленная резьба, с одной стороны правая, с другой — левая. Либо уходить от разной резьбы с помощью радиаторных футорок. Тогда резьба везде будет правая, и радиаторы можно будет соединить с помощью сгонов или американок. Либо переворачивайте радиаторы: ставьте один «лицом», другой ж…тылом, задом…:).
Правая резьба
Правая резьба — резьба, образованная контуром, вращающимся в направлении движения часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Правая резьба — резьба, образованная контуром, вращающимся по — часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя. Левая резьба — резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Правая резьба — резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Правая резьба является наиболее распространенной. Левая резьба применяется, главным образом тогда, когда соединение с правой резьбой может самоотвинчиваться при соответствующем направлении вращения соединяемых деталей.
Правые резьбы нарезаются движением резца от задней бабки к передней, левые — наоборот.
Правая резьба — образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Правые резьбы со свободным выходом резца нарезают движением резца от задней бабки к передней, левые — наоборот.
Правая резьба применяется чаще, чем левая.
Правая резьба является основной и наиболее распространенной.
Правая резьба — резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя. Левая резьба — резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Как отличить левую резьбу?
Как отличить правую резьбу?
Обычно самая распространенная в производстве и в быту правая резьба. Именно с правой резьбой нарезаются все винты, гайки болты, шпильки и сантехнические фитинги, продаваемые в магазинах.
Очень редко, но применяется и левая, обычно в тех случаях если вращения вала с резьбой приводит к самооткручиванию правой резьбы.
Отличить их просто, особенно для наружной резьбы: если взглянуть сбоку на винт, то правая резьба подымается в правую сторону, слева направо; левая, соответственно, наоборот, влево — справа налево.
В отверстие с правой резьбой закрутится только винт с правой резбой и никогда — с левой; в отверстие с левой резьбой закручивается только леворезьбовой винт или болт.
При вворачивании болта с правой резбой в резьбовое отверстие или при наворачивании праворезьбовой гайки на винт — деталь, если смотреть с открытого торца, вращается по часовой стрелке
(как на видео, где гайка наворачивается на винт с обычной правой резьбой:
При вворачивании винта с левой резьбой — винт вращается против часовой стрелки.
Разрушение диска
Перед тем как открутить гайку на болгарке, придется полностью выкрошить диск. Если он уже разрушен, можно доломать его руками. Цельные круги можно распилить ножовкой или полотном по металлу. От абразивного круга должны остаться внутреннее металлическое кольцо и куски, не поддающиеся механическому воздействию. Затем нужно зажать в тиски металлический профиль или любую ненужную пластину, толщина которой меньше или равна толщине диска (но не больше). Затем включить болгарку и сточить остатки абразива до посадочной втулки. После этого фланец легко открутится универсальным ключом для УШМ.
Читать также: Болгарка 230 какую выбрать
Можно заранее позаботиться о том, чтобы инструмент не зажало в болгарке:
- вырезать шайбы из картона или пластика и подложить одну под диск, а вторую – между диском и фланцем. Даже если круг заклинит, при нагреве пластиковая шайба расплавится;
- лицевая сторона абразивного инструмента, на которую приклеена этикетка с маркировкой, должна соприкасаться с опорным фланцем, а не с зажимной гайкой. Металлическое кольцо круга при такой установке выполняет роль шайбы и предохраняет от заклинивания;
- наварить на фланец стандартную шестигранную гайку и откручивать ее обычным гаечным ключом;
- по возможности ключ для УШМ нужно использовать только для откручивания зажимной гайки. При установке нового инструмента ее лучше подкрутить вручную или хотя бы контролировать усилие затяжки.
Зажимная гайка для болгарки входит в комплект поставки. И самое радикальное решение для освобождения заклинившего диска – распилить ее и поставить новую. Найти такой крепеж можно во всех магазинах электроинструментов.
Смазать ржавую резьбу

Знаменитое средство WD-40 и его аналоги. | Фото: popularmechanics.com.
На гайках и болтах, которые не хотят легко страгиваться, можно применить одно из многочисленных смазывающих средств. У автолюбителей очень популярно проникающее масло типа WD-40. Кстати, это очень полезный препарат в решении других бытовых проблем.

Проникающее масло обильно наносим на сопряженные поверхности деталей, и оставляем на какое-то время. Если болт или гайка очень ржавые, можно оставить «химию» работать на всю ночь.
Также можно смочить приржавевшие детали керосином, растворителем, простой водой или кока-колой. Эти средства также немного помогают.
Черчение
§ 31. Изображение и обозначение резьбы
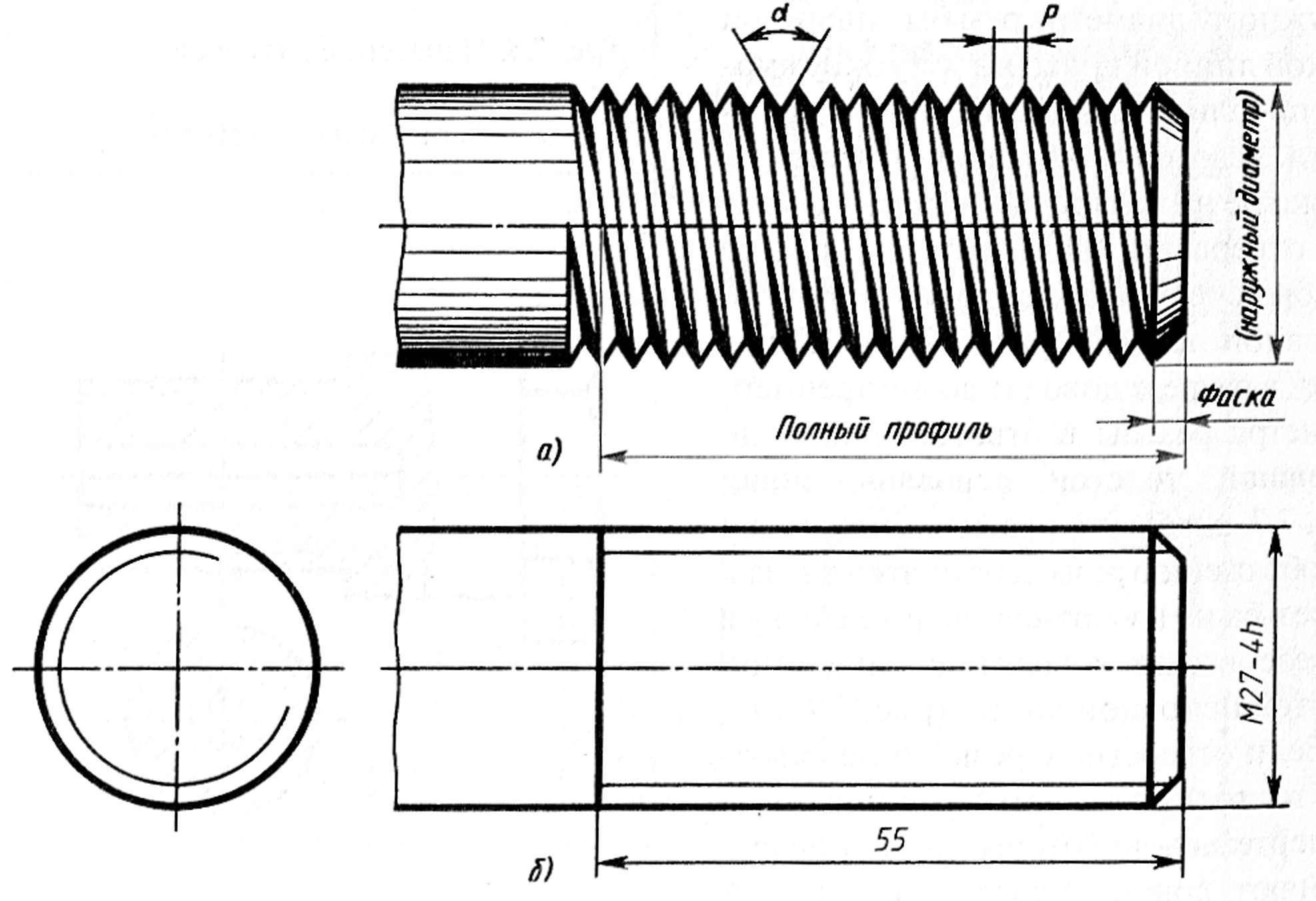
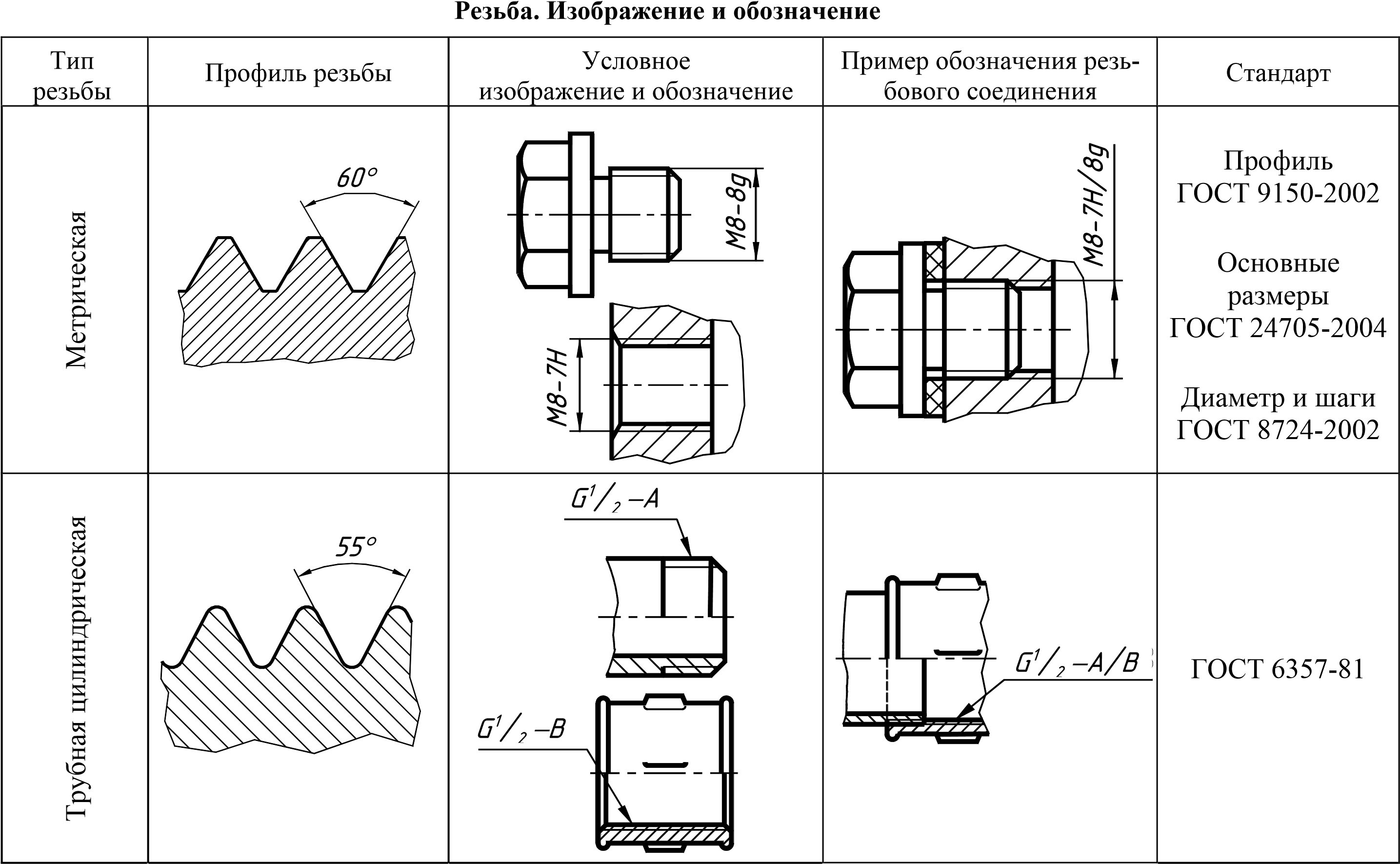
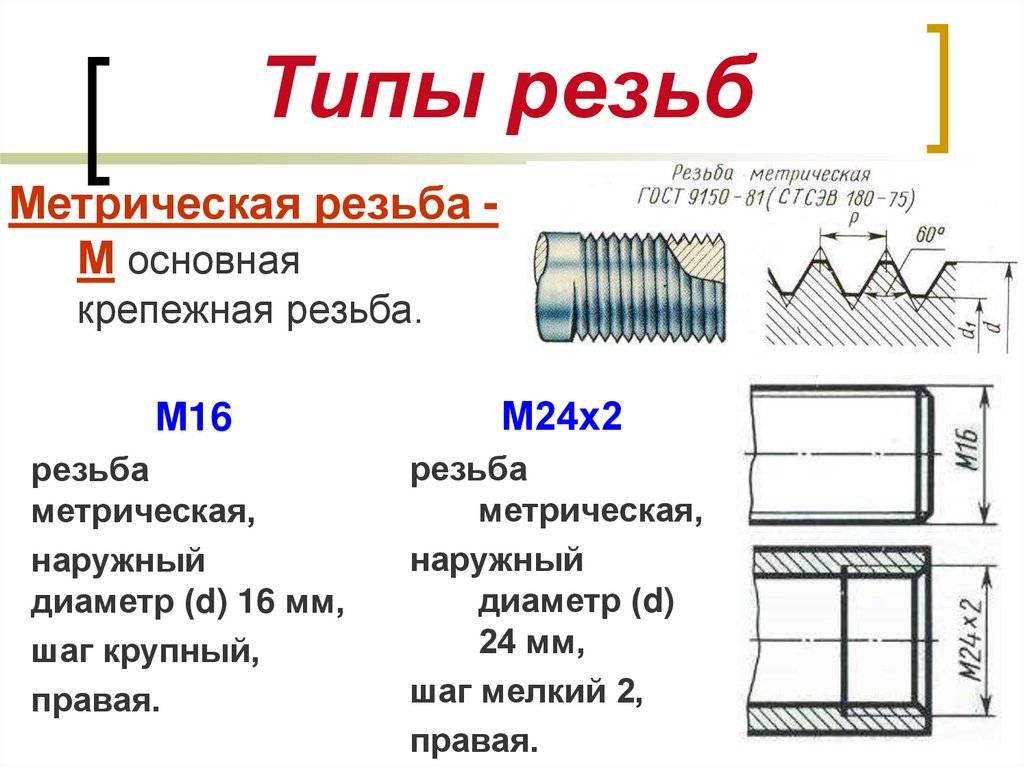
31.1. Изображение резьбы. Многие детали имеют резьбу, которая служит для их соединения. С помощью резьбы осуществляют также передачу движения. Наиболее распространена метрическая резьба, имеющая треугольный профиль с углом 60° при вершине.
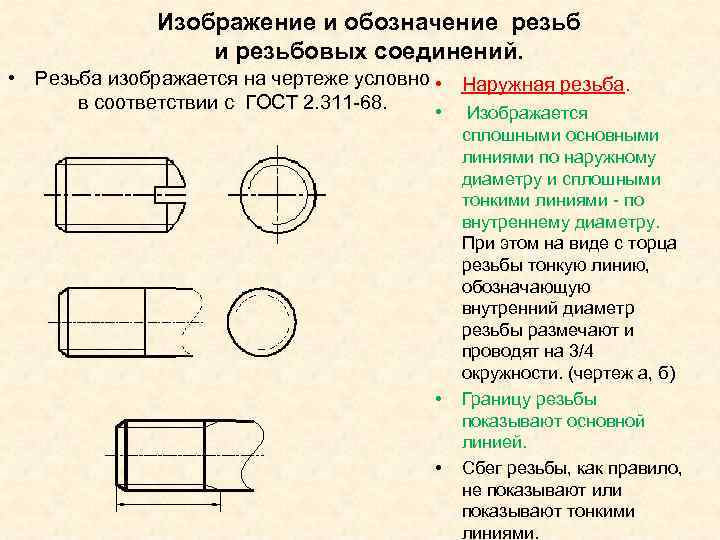
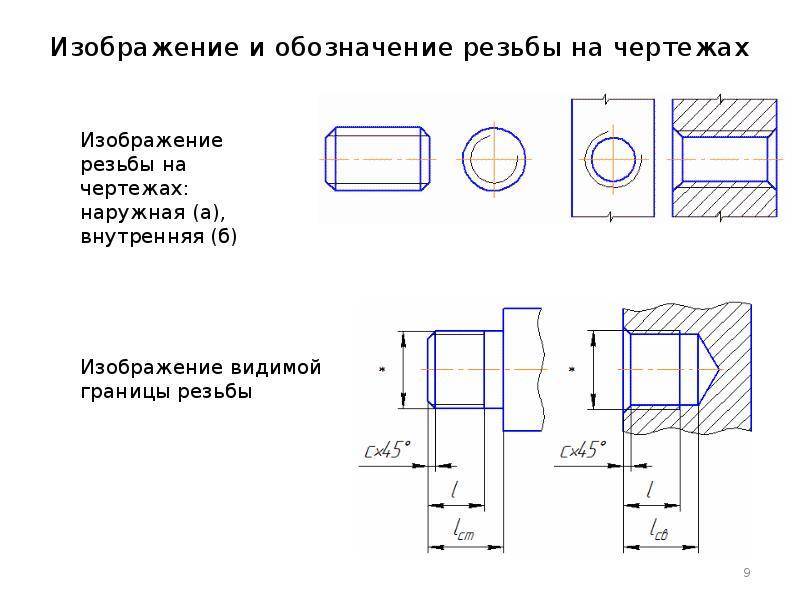
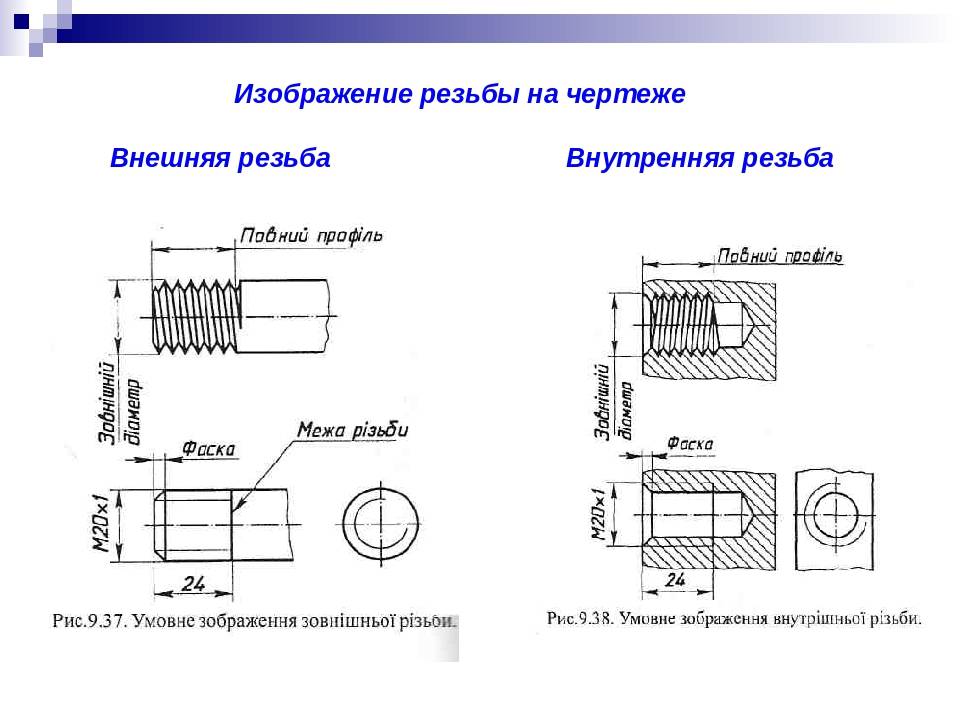
Резьба на чертежах изображается условно. Это значит, что ее не рисуют такой, как мы ее видим (рис. 210, а), а вычерчивают упрощенно по правилам, установленным государственными стандартами (рис. 210, б).
Рис. 210. Изображение резьбы на стержне: а — наглядное (d — наружный диаметр, Р – шаг); б условное
На рисунке 211 приведен пример изображения резьбы на стержне (шпильке).
Рис. 211. Изображение резьбы на шпильке
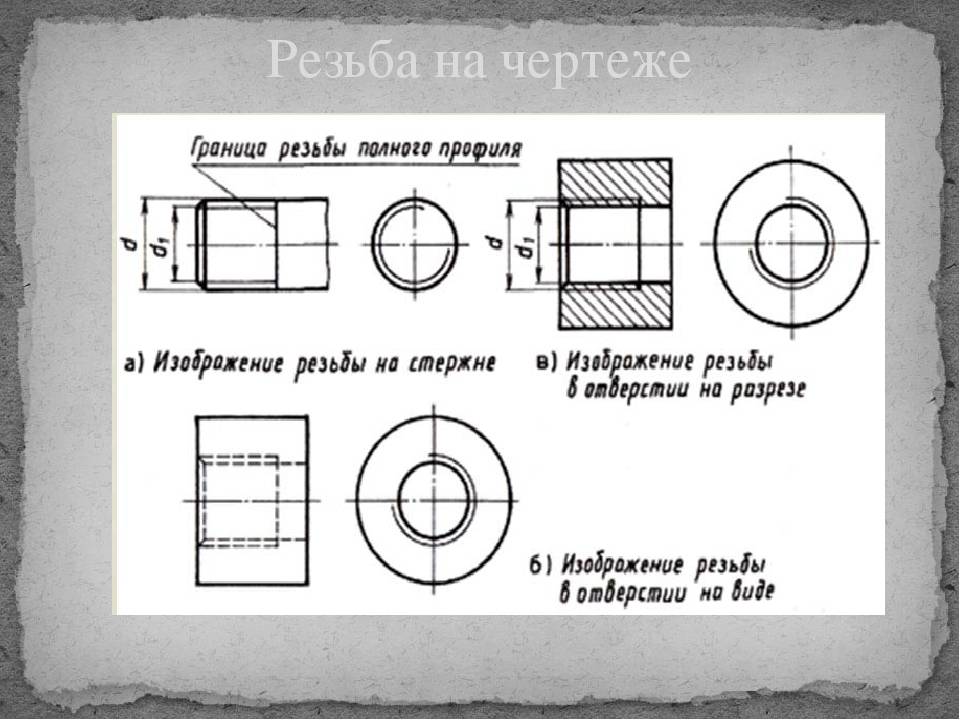
По наружному диаметру ее изображают сплошными толстыми линиями как на виде спереди, так и на виде слева, а по внутреннему — сплошной тонкой линией. При этом на виде слева по внутреннему диаметру резьбы проводят тонкой линией дугу, приблизительно равную 3/4 окружности. Эта дуга может быть разомкнута в любом месте, но не на центровых линиях. Заметьте, что фаску при этом не показывают.
Внутренний диаметр резьбы при вычерчивании условно принимают равным 0,85 от наружного (d).
Обратите также внимание, что сплошная тонкая линия на виде спереди пересекла линию границы фаски
Рис. 212. Изображение резьбы в отверстии (без разреза)
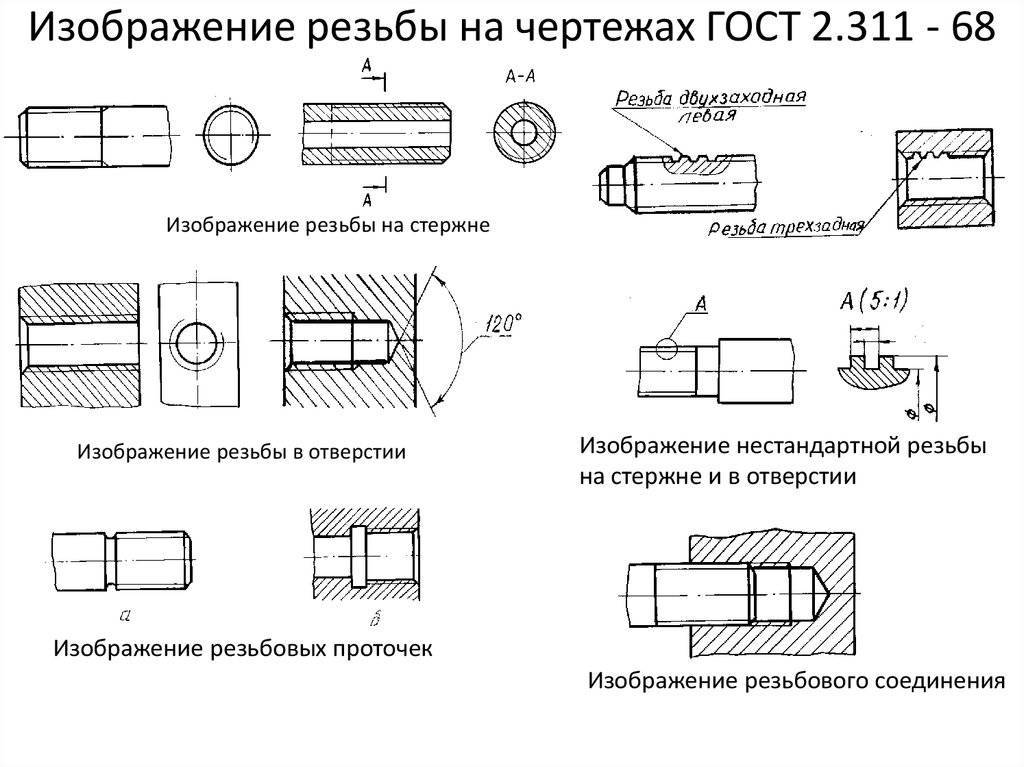



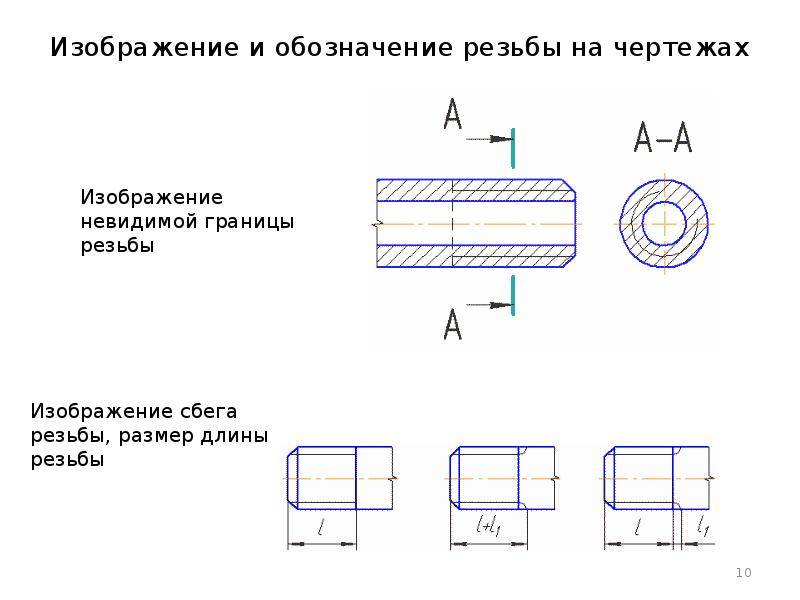

Резьба, показанная как невидимая, изображается штриховыми линиями и по наружному и по внутреннему диаметру (рис. 212). Резьбу в отверстии на разрезе (рис. 213) показывают сплошными тонкими линиями по наружному и сплошными толстыми — по внутреннему диаметру. Штриховку на разрезе всегда доводят до сплошной толстой линии. Границу видимой резьбы проводят до линии наружного ее диаметра и изображают сплошной толстой основной линией (см. рис. 210, б).
Рис. 213. Изображение резьбы в отверстии (в paзрезe)
31.2. Обозначение резьбы. По условному изображению нельзя определить, какая резьба должна быть нарезана на детали. Как же это установить?
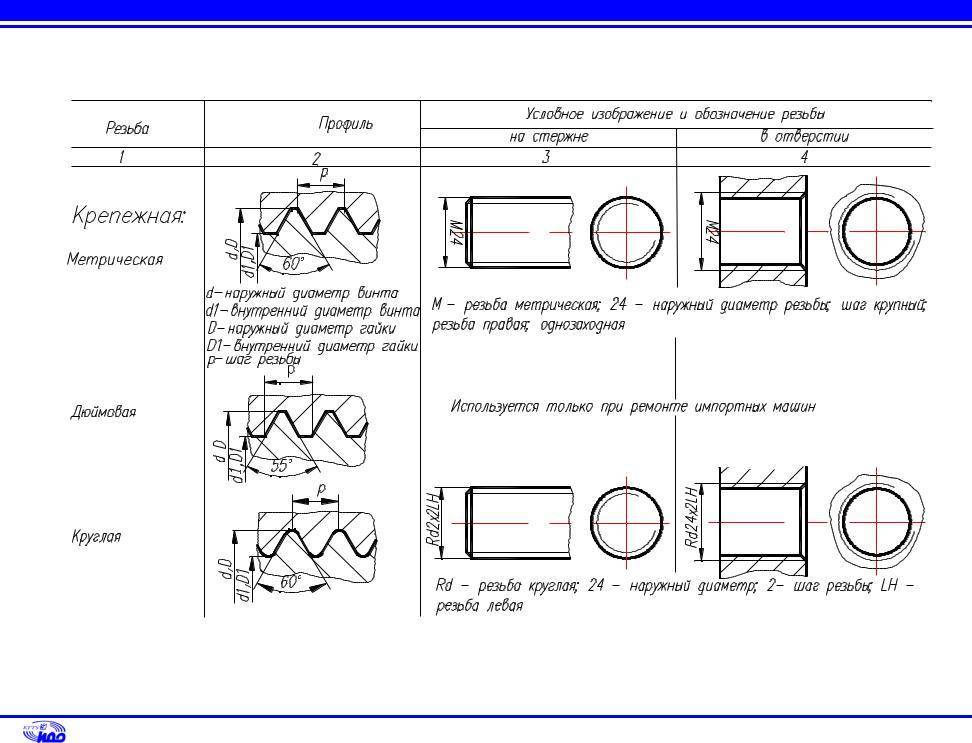
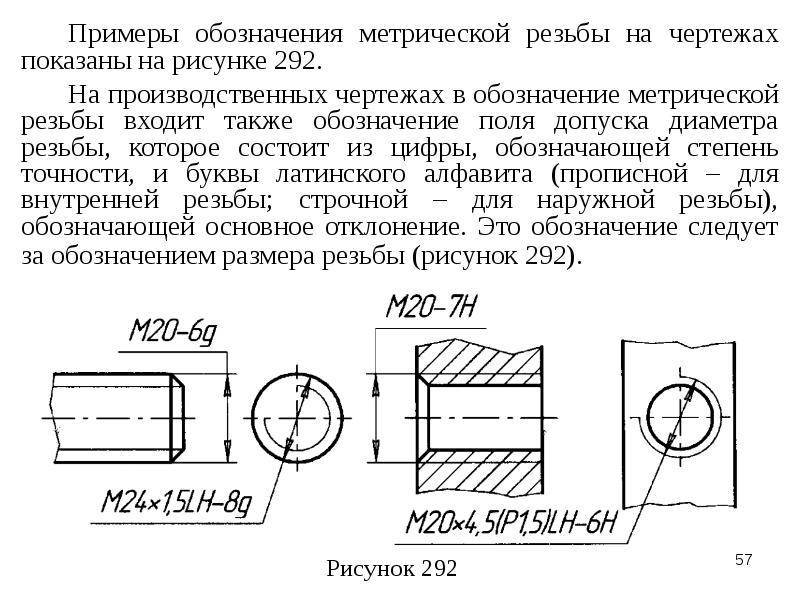
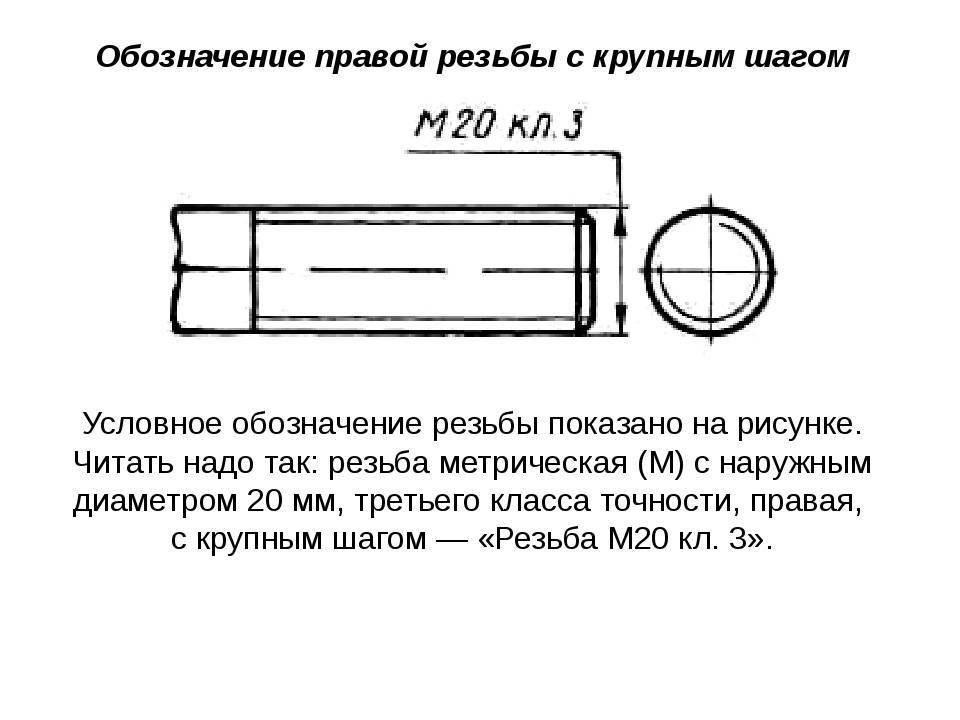
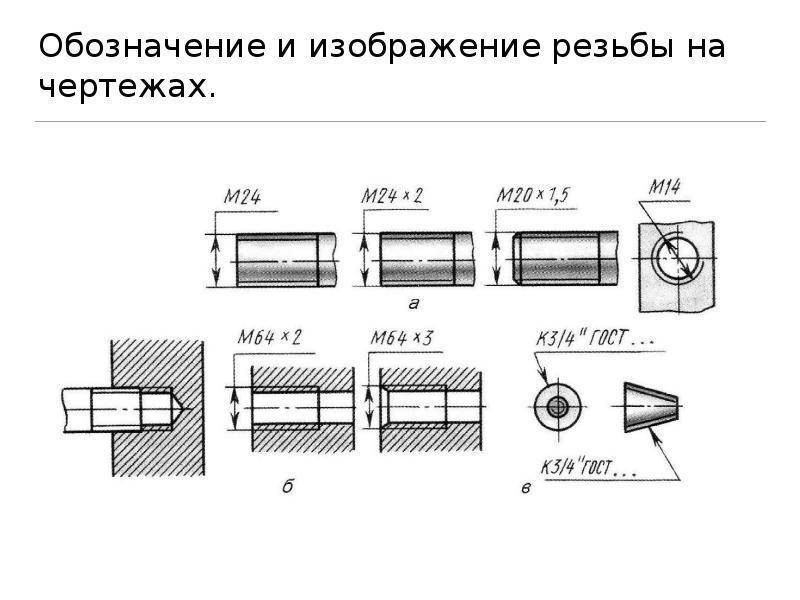
Тип резьбы и основные размеры — наружный диаметр и шаг Р (см. рис. 210, а) — указывают на чертежах надписью. Эту надпись называют обозначением резьбы. Например, надпись М50х1,5 обозначает: резьба метрическая, наружный диаметр 50 мм, шаг 1,5 мм (мелкий шаг в обозначении приводят, а крупный нет).
Резьбу подразделяют на правую и левую. В случае левой резьбы после ее обозначения добавляют надпись LH, например M24X2LH.
Запомните, что выносные линии при обозначении резьбы нужно проводить от наружного, т. е. большего, диаметра.
На каком из приведенных чертежей (рис. 214, а, б, в) правильно проведены выносные линии для обозначения резьбы?
Рис. 214. Задание для упражнений
31.3. Как работать со справочным материалом. Основные данные о стандартизованных деталях приведены в стандартах и справочниках. Как ими пользоваться?
Пусть, например, требуется выполнить чертеж болта с шестигранной головкой нормальной точности но ГОСТ 7798—74. Наглядное изображение такого болта приведено на рисунке 215. Длина стержня болта (до головки) 60 мм.
Найдя в оглавлении справочника по машиностроительному черчению раздел «Болты», отыскивают в нем ГОСТ 7798—74 «Болты с шестигранной головкой нормальной точности». Таблица 3 содержит выписки из этого стандарта. В ней даны числовые значения соответствующих размеров. В верхней графе таблицы выбирают диаметр резьбы на стержне. Например, d=10 мм. В вертикальной графе под «d10» указаны (в мм) числовые значения размеров других элементов болта. Эти размеры наносят на чертеж вместо буквенных обозначений:
шаг резьбы Р= 1,5 мм;
размер под ключ S=I7 мм;
диаметр описанной окружности D=18,7 мм;
высота головки h = 7 мм.
Таблица 3. Основные размеры болтов с шестигранной головкой (в мм)
Рис. 215. Болт с шестигранной головкой
Длину l стержня болта выбирают в пределах от 14 до 200 мм в зависимости от толщины соединяемых деталей. В нашем случае она равна 60 мм. Длину l – часть болта с резьбой и высоту фаски на стержне — берут из таблицы стандартов (которые здесь не приведены). Для резьбы М10 эта длина равна 26 мм, а высота фаски — 1,6 мм По этим размерам, когда это необходимо, вычерчивают болт.
- Какие соединения относят к разъемным? Приведите примеры.
- Какие преимущества создает стандартизация изделий?
- Что такое взаимозаменяемость?
- Как обозначают метрическую резьбу с крупным шагом? с мелким шагом?
Пользуясь таблицей 3 и рисунком 215, выполните эскиз болта с шестигранной головкой и нанесите размеры: диаметр d резьбы 20 мм, длина l стержня болта 100 мм, длина l нарезанной части 46 мм, высота с фаски 2,5 мм.
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят
1.буквенный знак резьбы;
2.номинальный размер в миллиметрах или дюймах;
3.размер шага;
4.для многозаходной резьбы – значение хода с указанием шага;
5.буквы LH
для левой резьбы;
6.буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
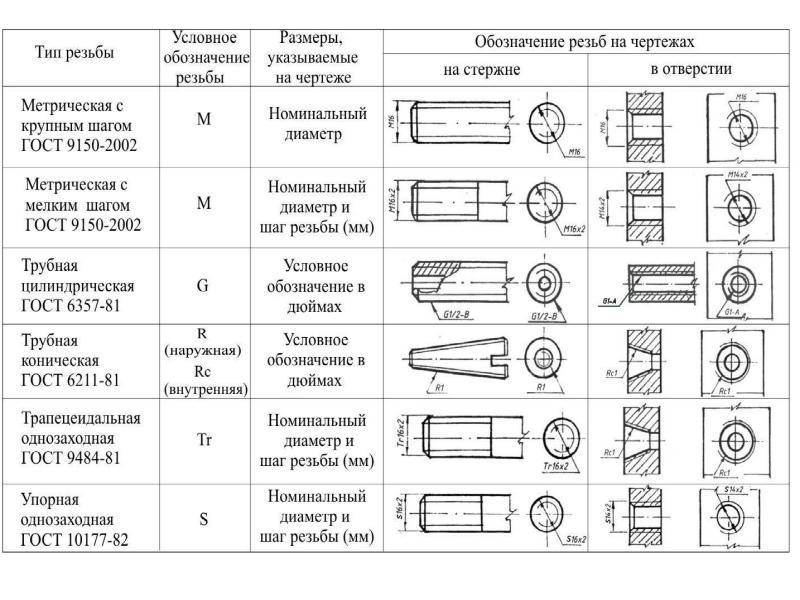
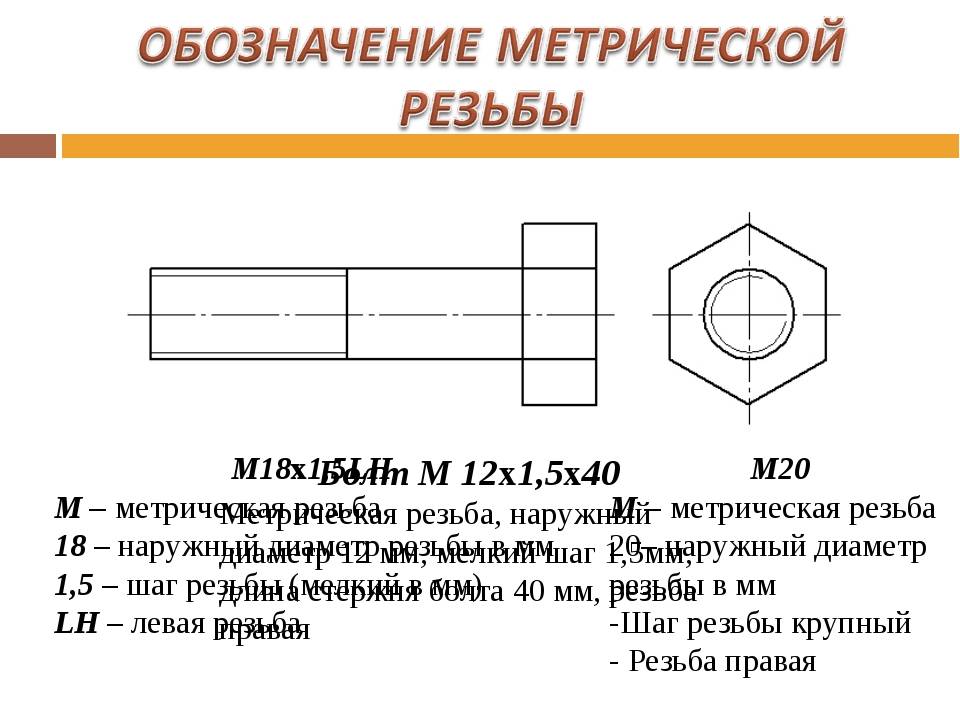
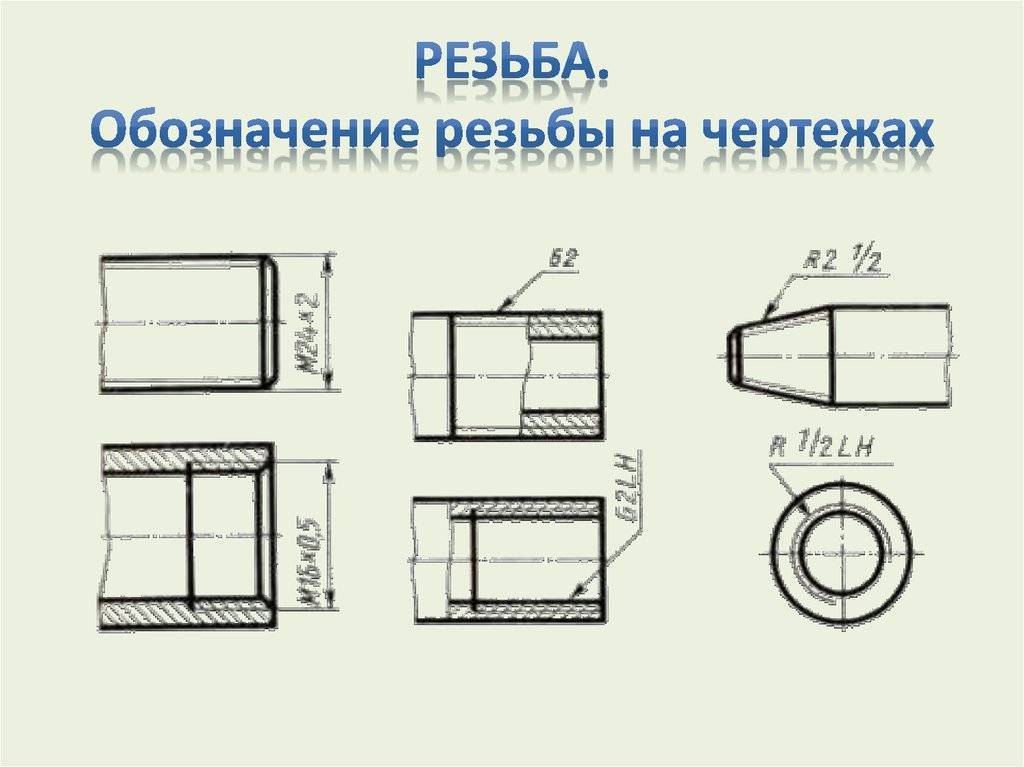
Условное обозначение метрической резьбы
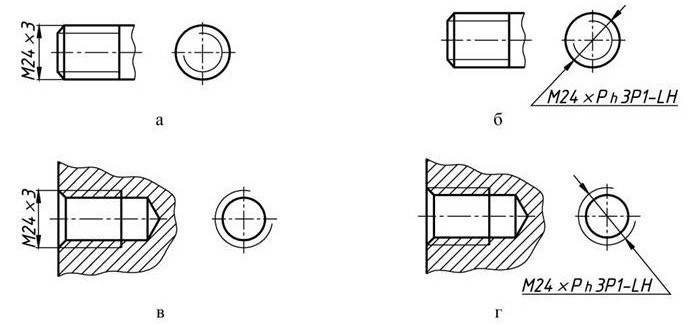
регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквамиР h, значением хода резьбы, буквойР и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Р h3Р 1-LH .
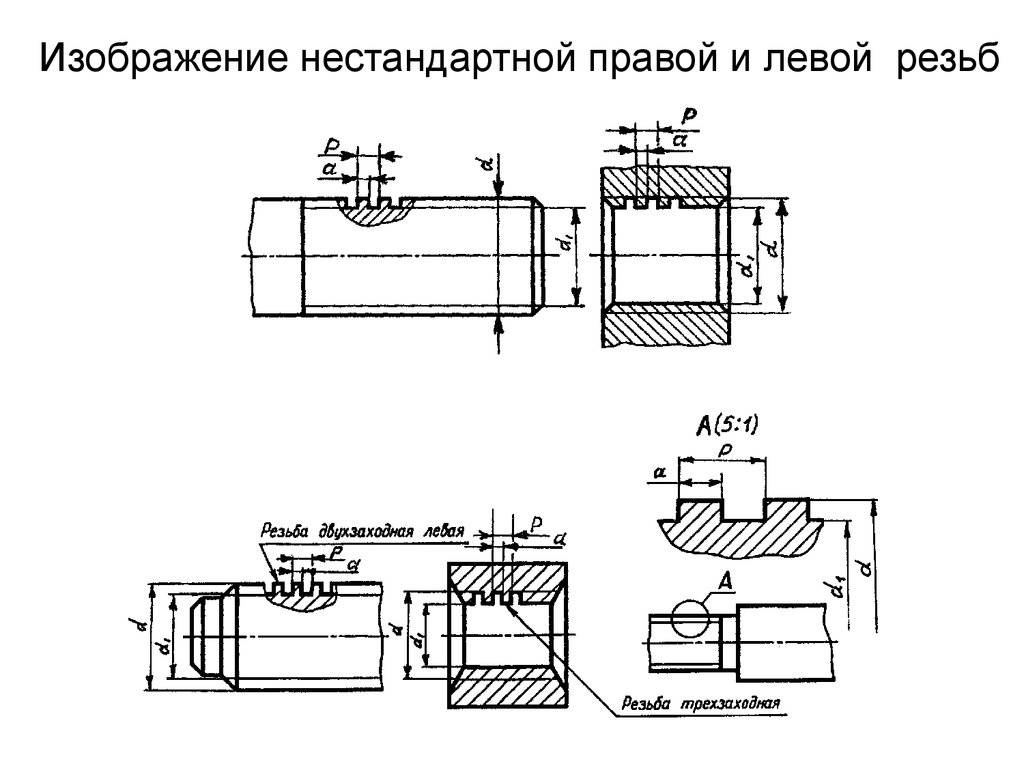
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а
и 2.14,в предпочтительней.
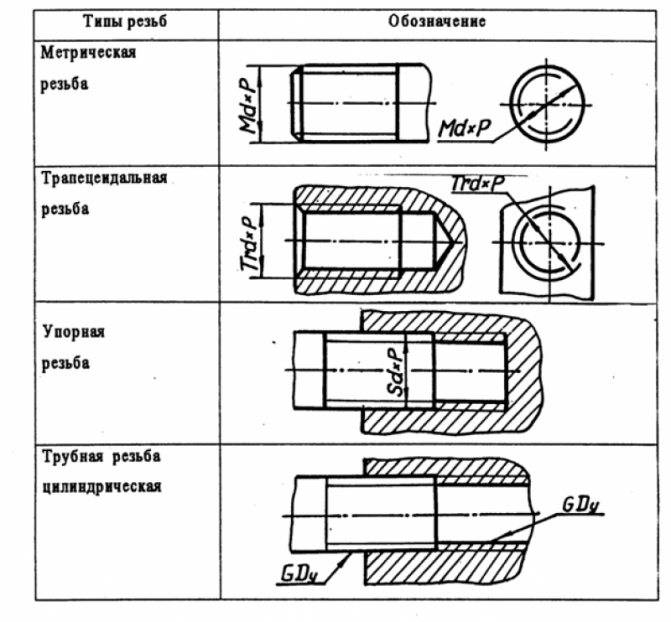
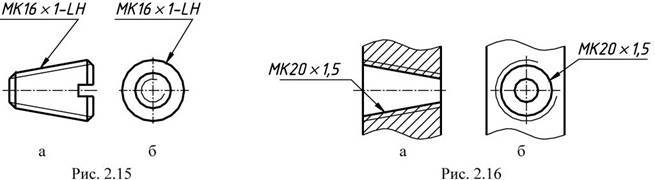
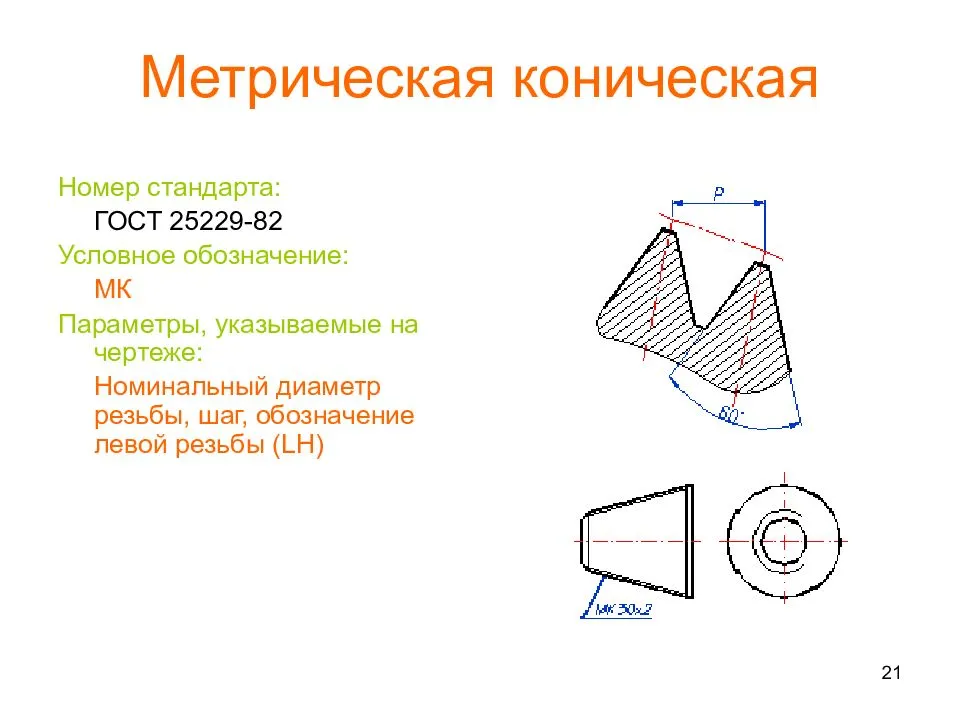
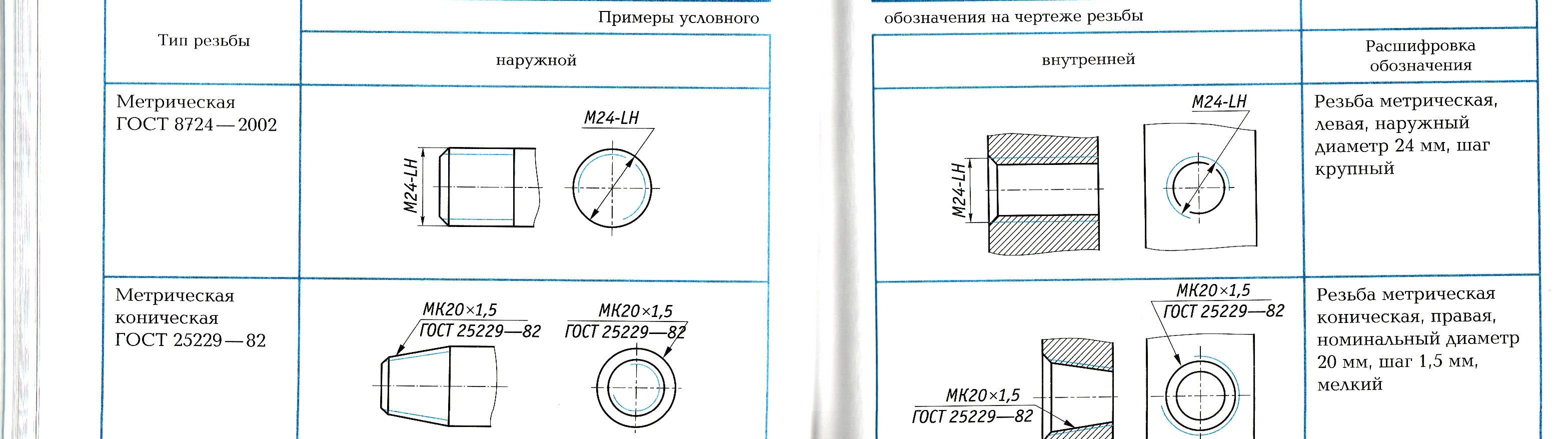
Условное обозначения метрической конической резьбы
(ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15,а и 2.16,а предпочтительней.
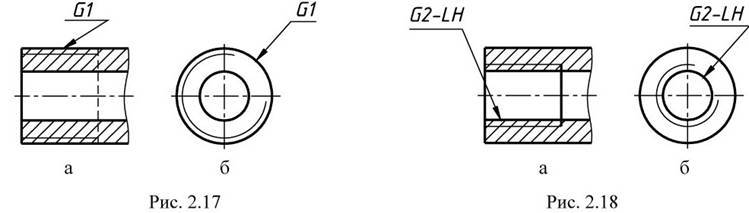
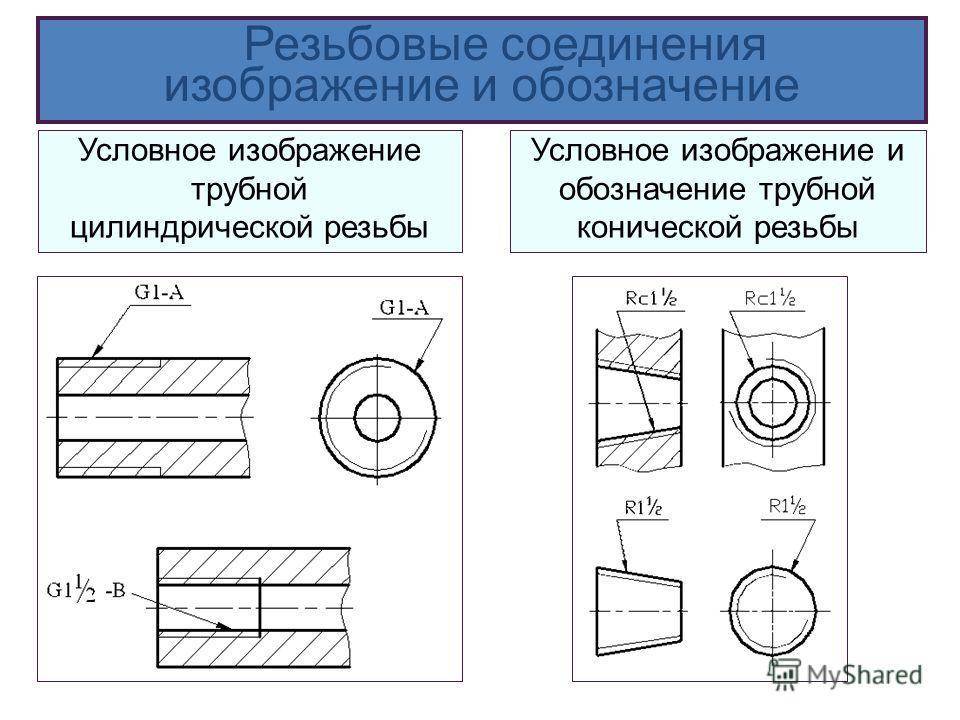
Условное обозначение трубной цилиндрической резьбы
регламентирует ГОСТ 6357-81. Оно состоит из буквыG и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17,а и 2.18,а предпочтительней.
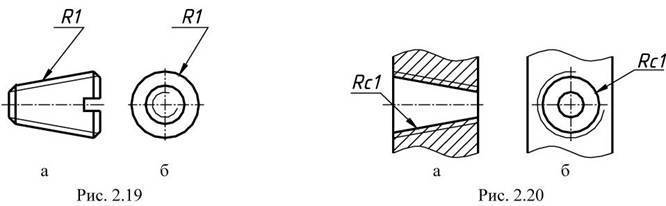
Условное обозначение трубной конической резьбы
(ГОСТ 6211-81) состоит из буквенного обозначенияR (наружная резьба) иRс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19,а и 2.20,а предпочтительней.
Условное обозначение трапецеидальной резьбы.
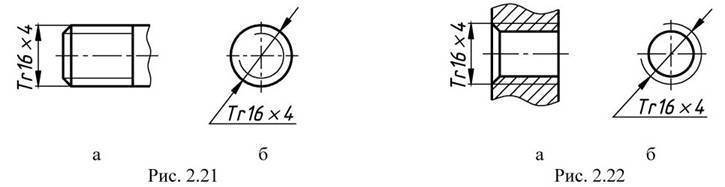
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из буквTr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21,а и 2.22,а предпочтительней.
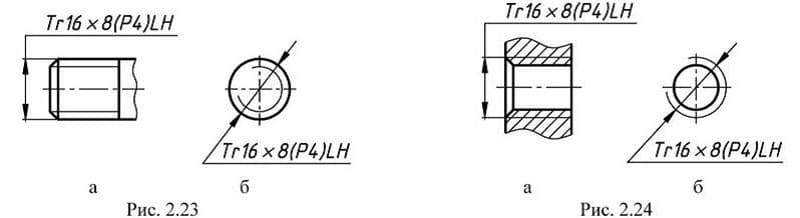
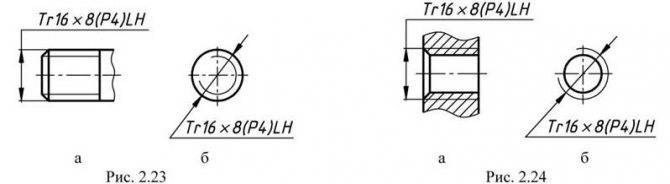
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr
, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23,а и 2.24,а предпочтительней.
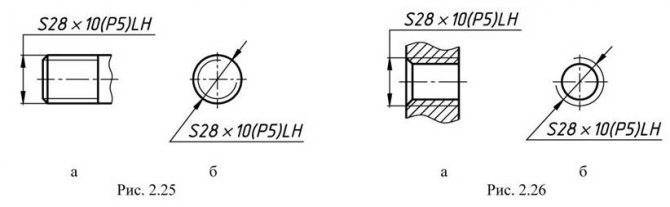
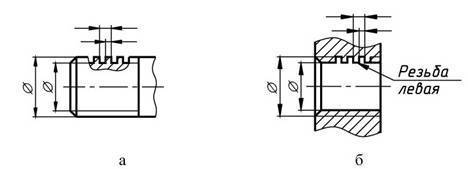
Условное обозначение упорной резьбы
(ГОСТ 10177-82) состоит из буквыS , наружного диаметра и шага резьбы:S 28×5. Для многозаходной резьбыобозначение состоит из буквыS , наружного диаметра, хода и шага:S 28×10(Р 5)LH . Варианты нанесения обозначения на рис. 2.25,а и 2.26,а предпочтительней.
Условное обозначение круглой резьбы
для электротехнической арматуры по ГОСТ 28108-89 состоит из буквЕ (серия) и наружного диаметра, например, Е27 (рис. 2.27).
Резьбапрямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28,а ,б ,в . Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
Схема нарезки резьбы метчиком
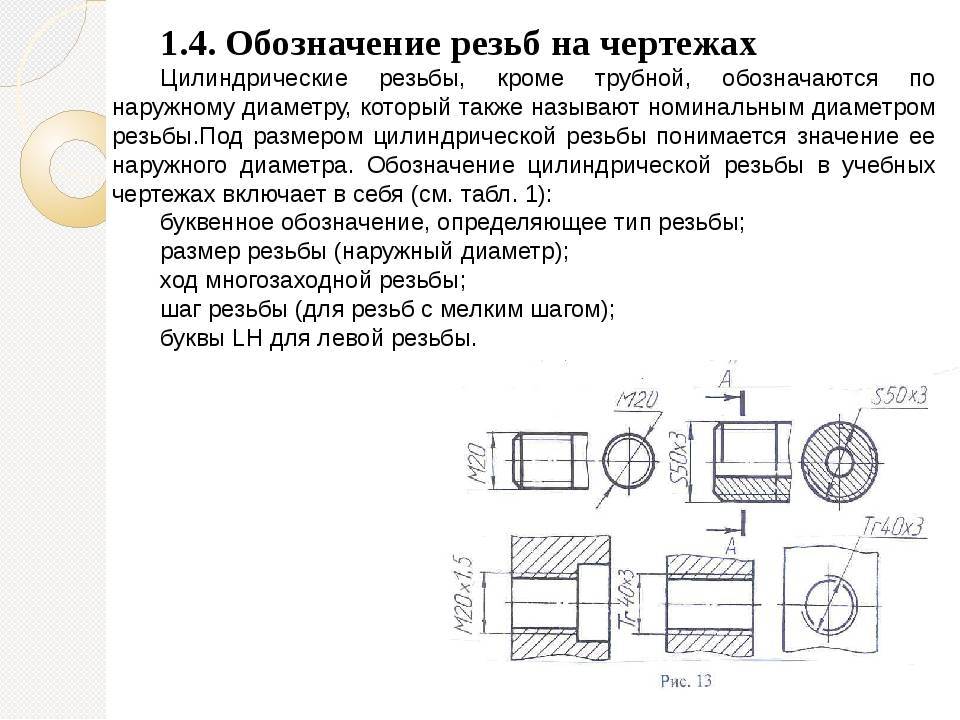
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.





