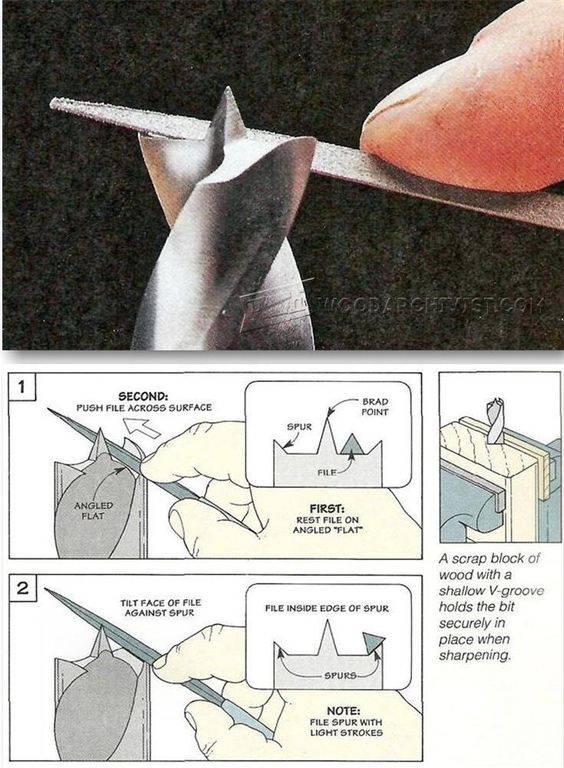
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Порядок заточки сверла
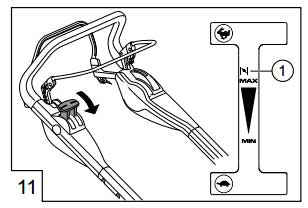
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом
При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Применение приспособления
При работе на наждаке основную проблему составляет правильное направление сверла и надежное его удержание с учетом разогрева металла. Для того чтобы облегчить процесс, используются державки инструмента. Распространена такая самодельная система. Державка изготавливается на базе штатива с закреплением на ней пластины. На этой пластине сверло крепится с помощью фиксаторов. Продвижение его в направлении абразива осуществляется регулировочным винтом. Стойка штатива снабжается шкалой с разметкой углов (обычно 4 наиболее распространенных варианта). Такая конструкция обеспечивает надежную фиксацию инструмента в зажимах пластины, а точность подачи обеспечивается регулировочным винтом.
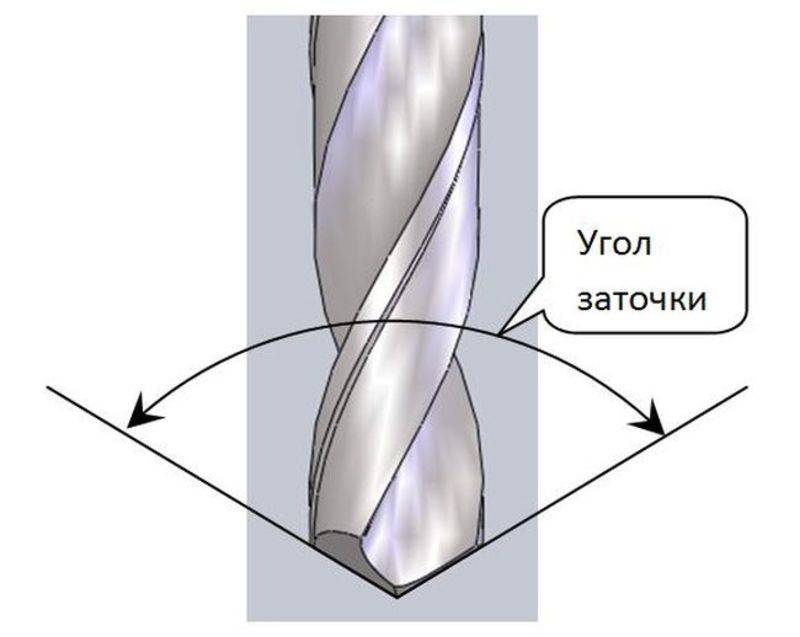
Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
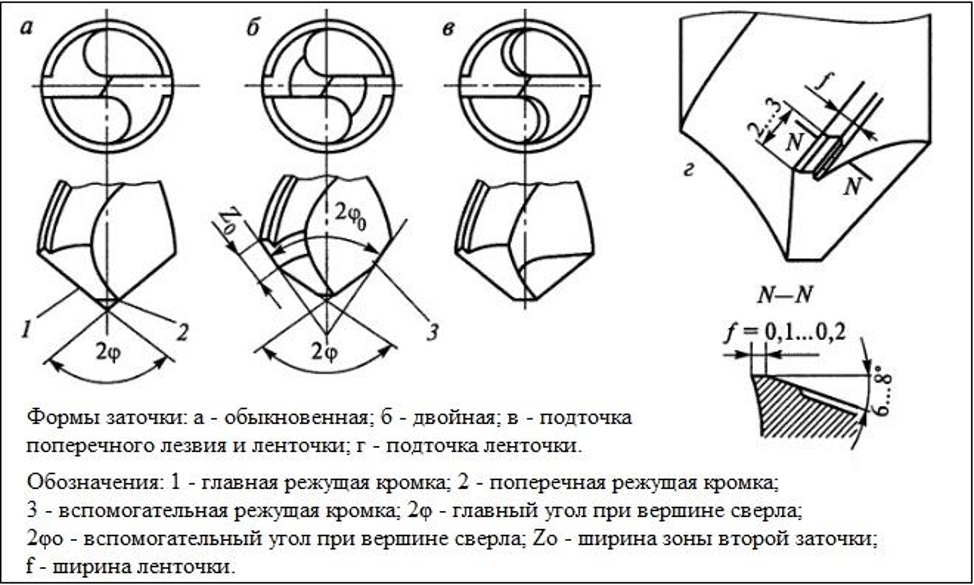
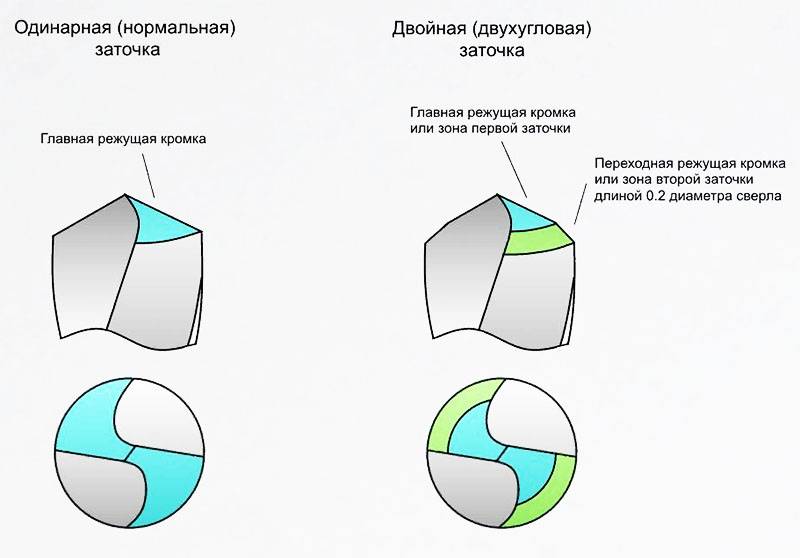
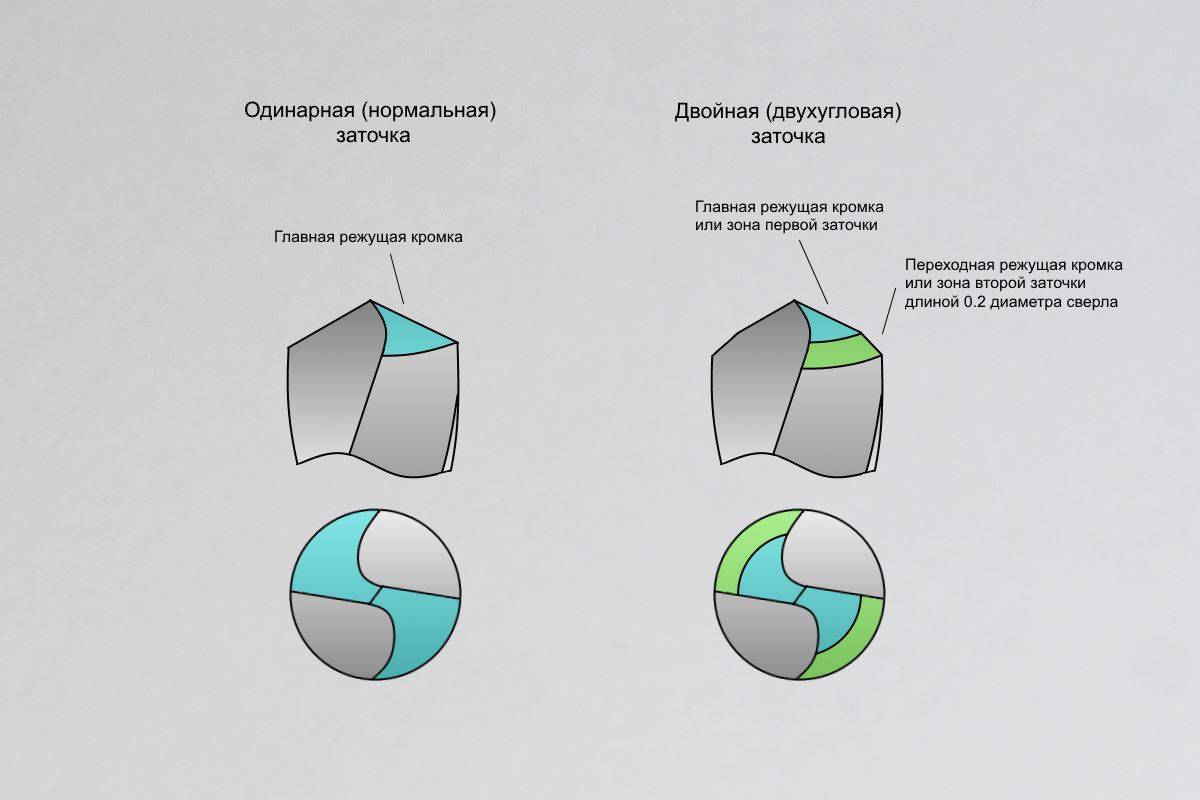
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.

Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
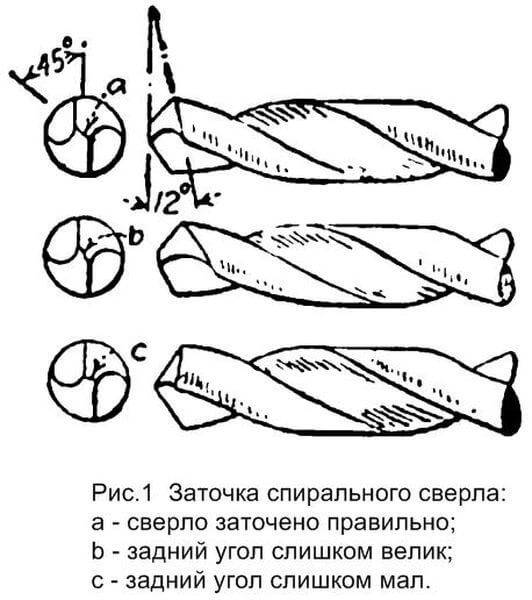
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
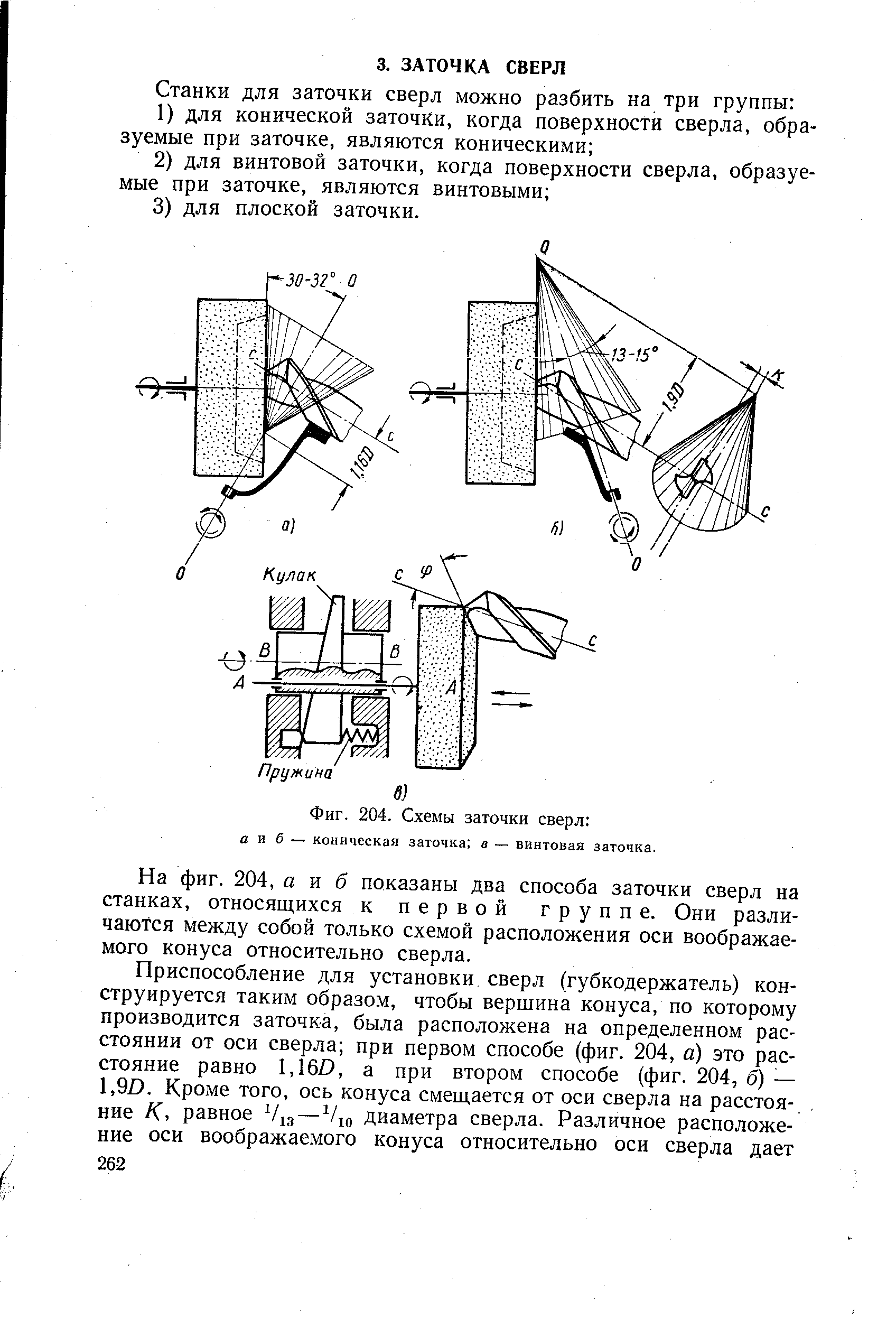
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
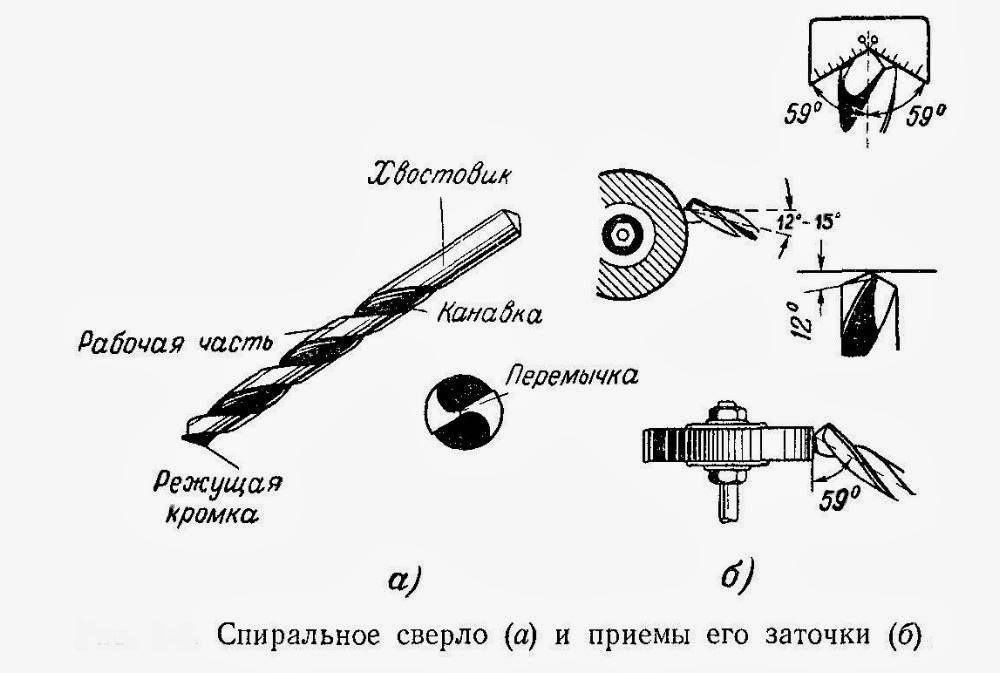
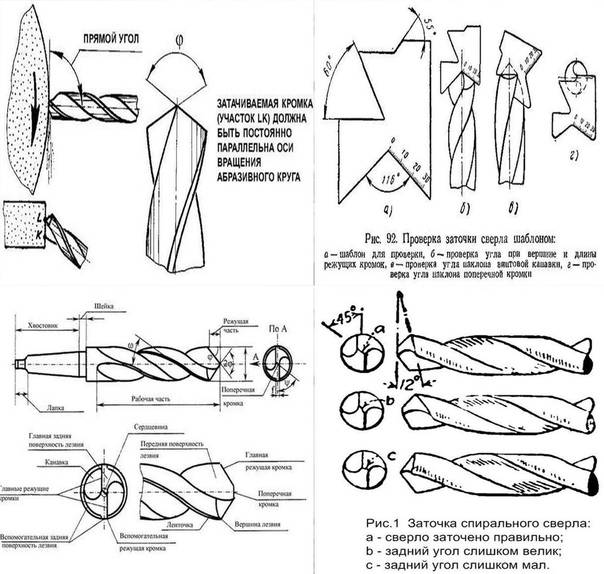
Основные составные части спирального сверла.
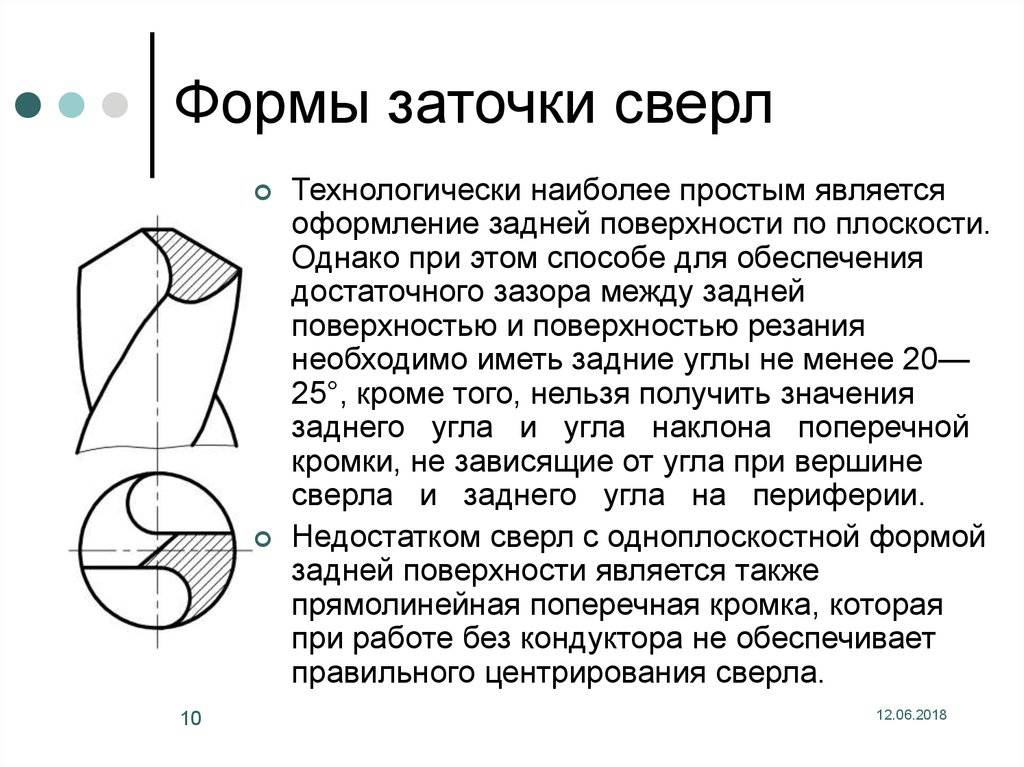
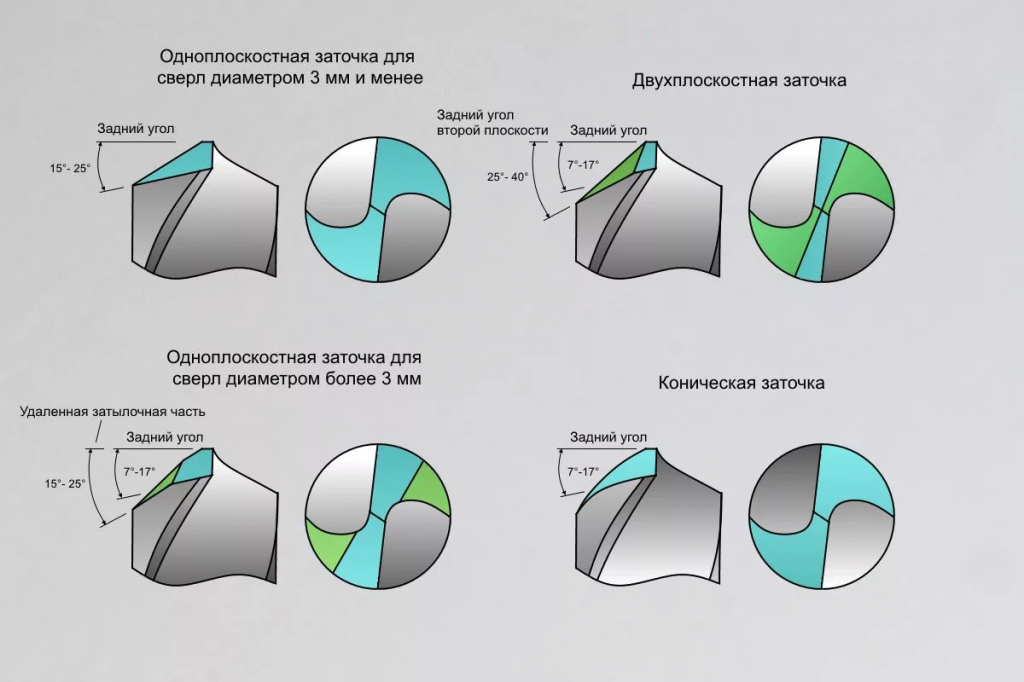
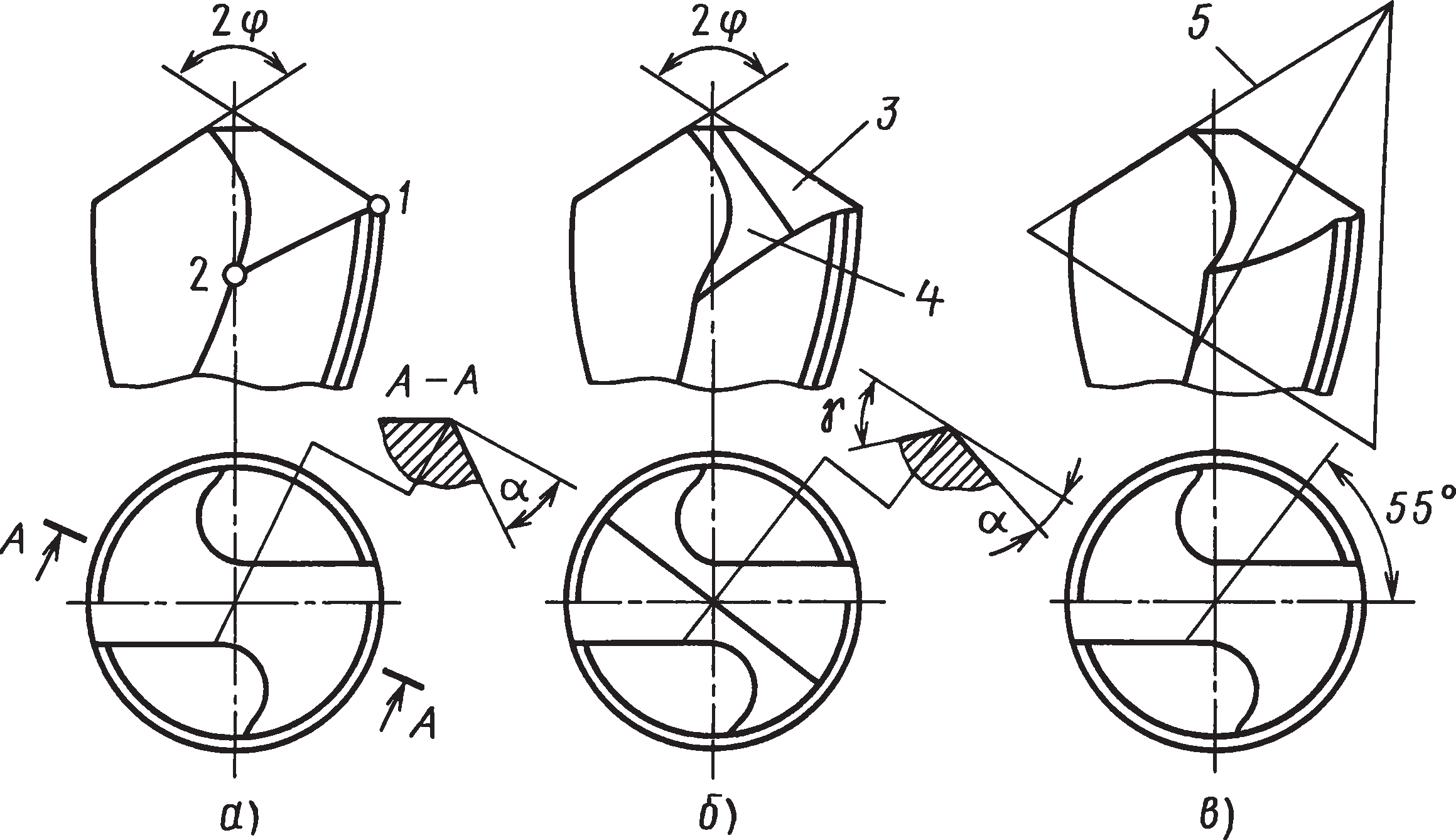
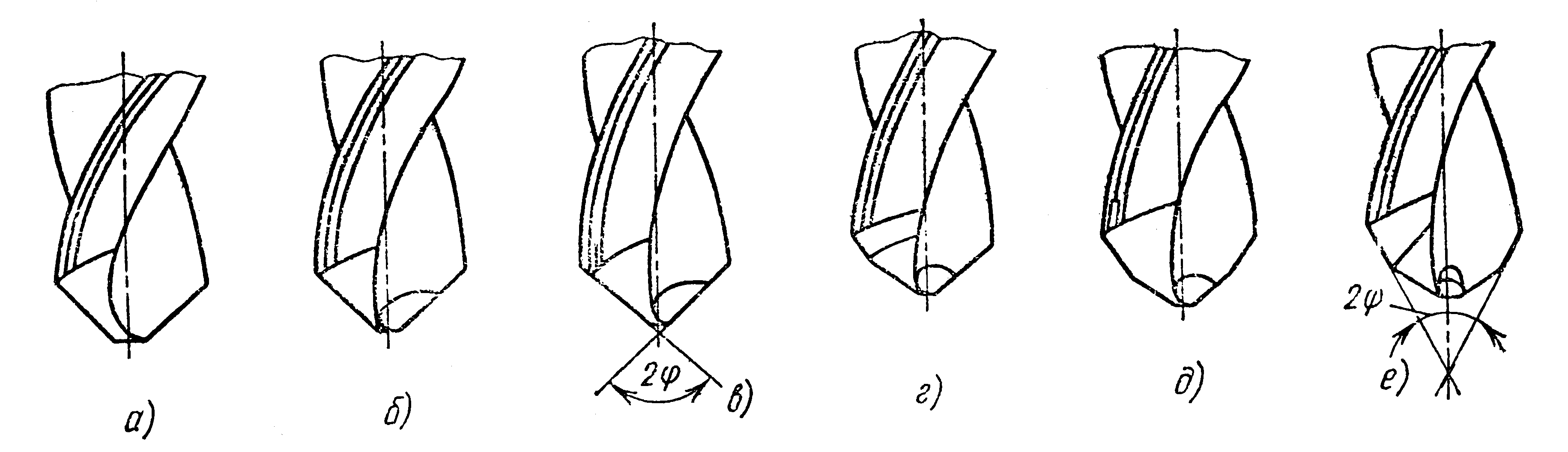
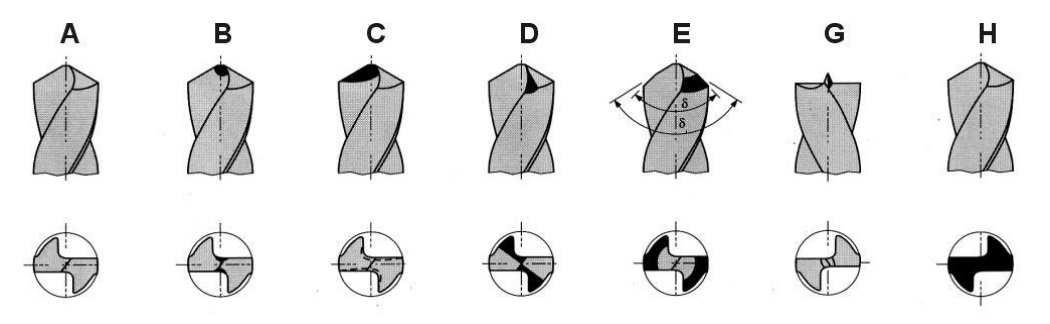
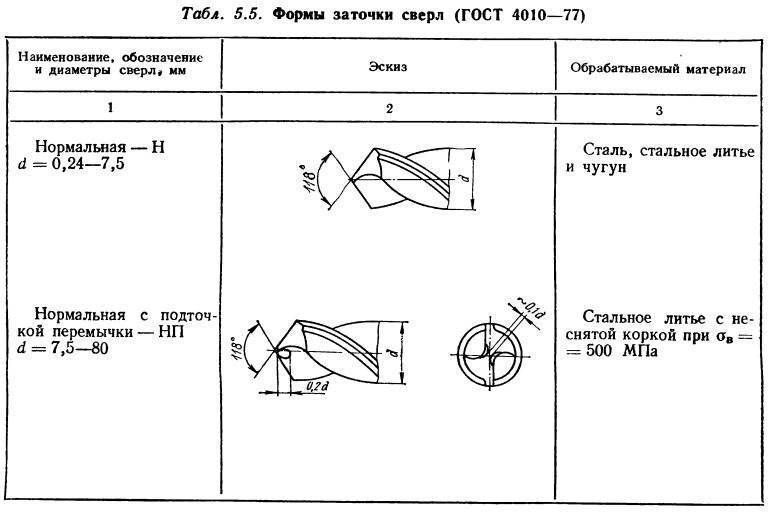
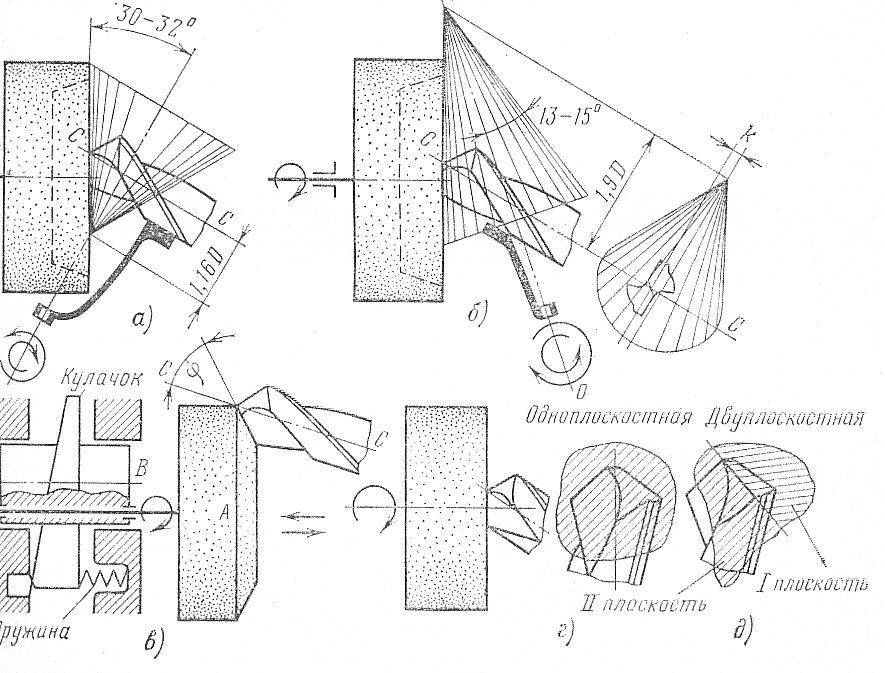
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
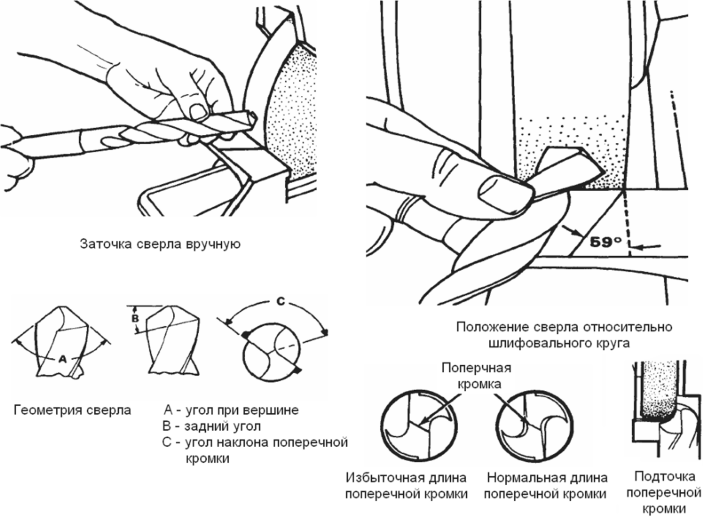
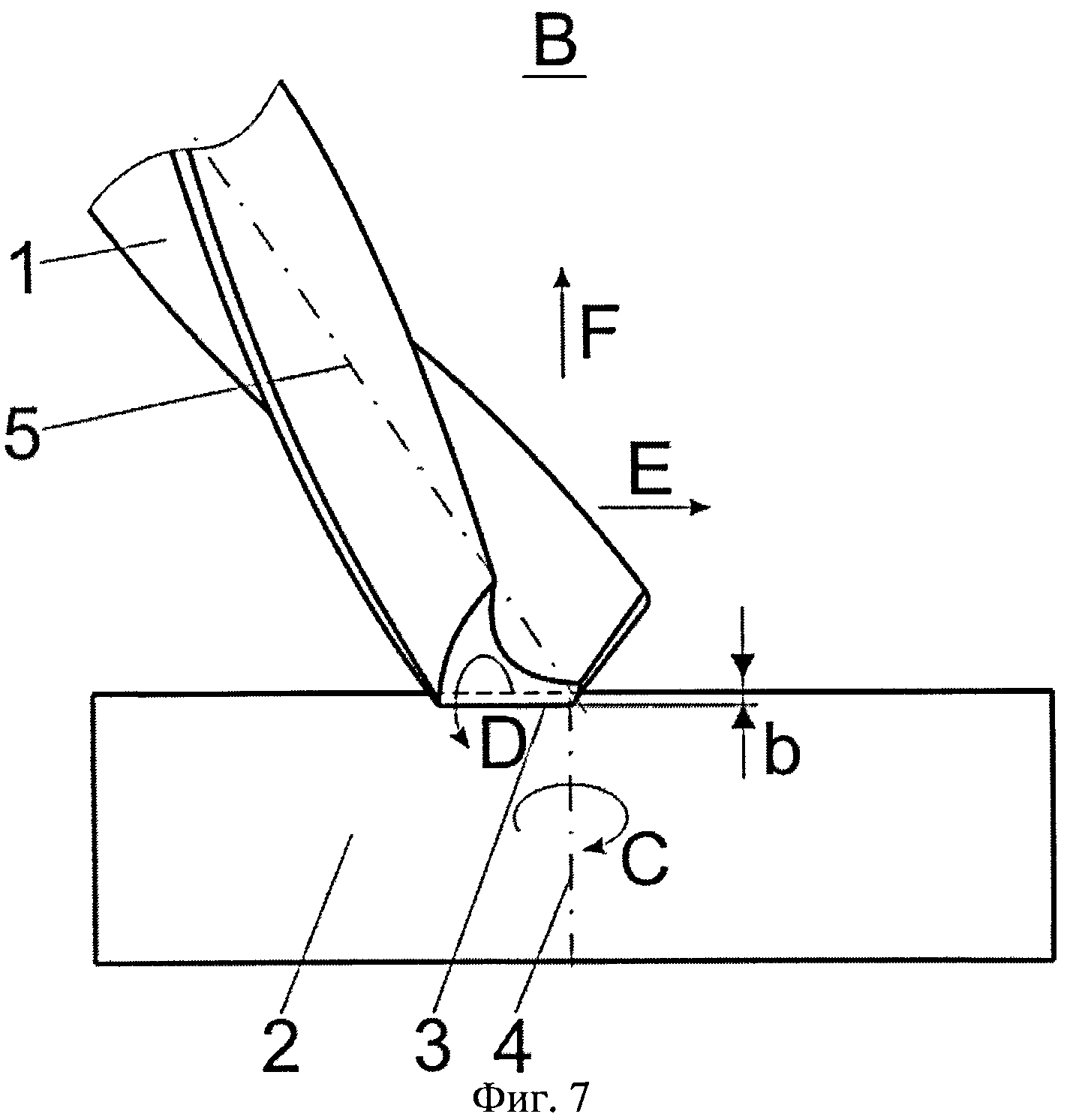
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
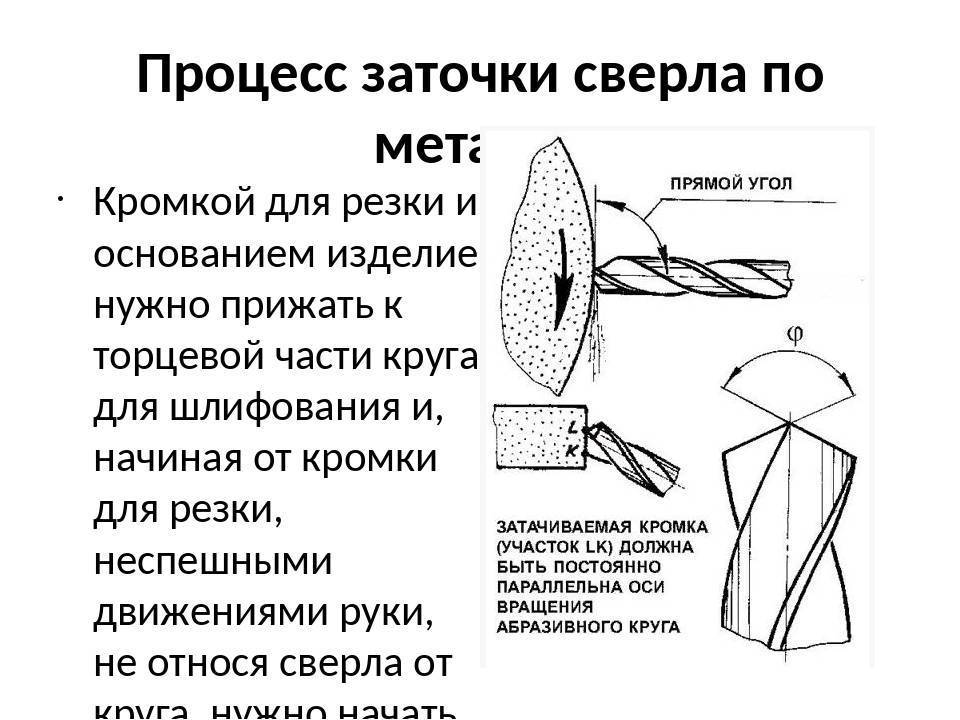
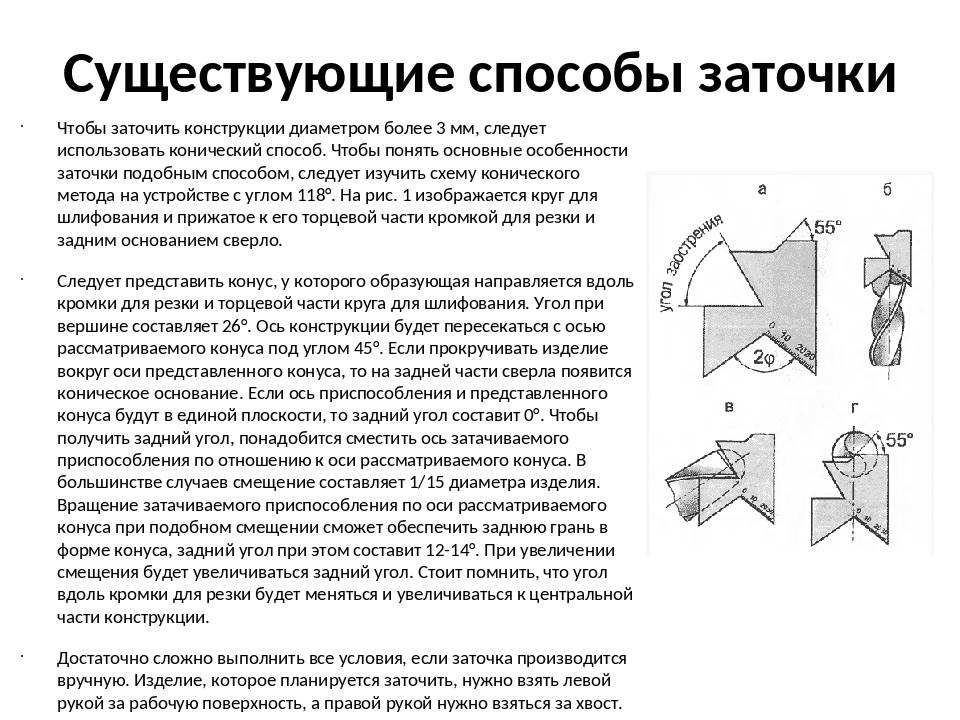
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
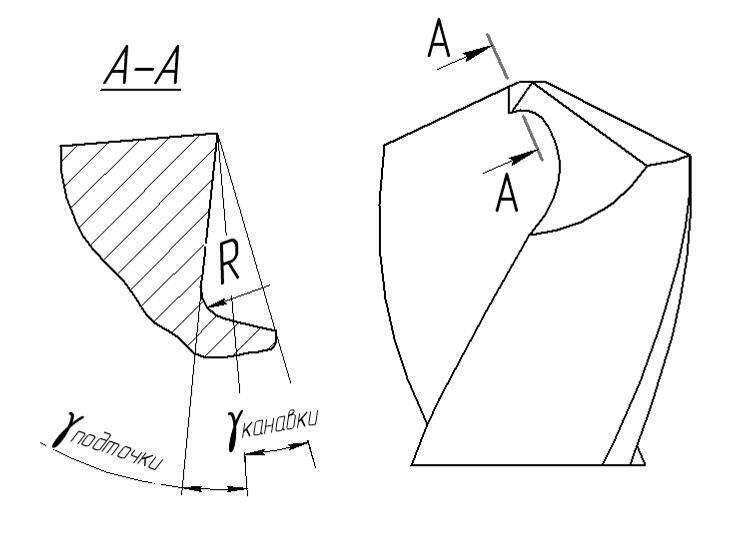
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Заключительная часть
Многие могут сказать, что не стоит заморачиваться с заточкой свёрл, если нет опыта подобных работ. В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
 ФОТО: aredi.ruСвёрла всегда должны быть в идеальном состоянии
ФОТО: aredi.ruСвёрла всегда должны быть в идеальном состоянии
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая РемонтКак легко и быстро вылечить вспухший от воды ламинат Следующая РемонтПростая доработка шпателя, которая превратит его в универсальный инструмент
Как наточить сверло по металлу
С правильным выбором угла, доводкой, проверкой и корректировкой (если потребуется). Но прежде чем рассматривать каждый этап, отметим, что, работая на современном высокопроизводительном станке, используя привычную болгарку или классический абразивный круг, для собственной безопасности лучше использовать дополнительное приспособление-фиксатор.
Это может быть простейшее прижимное основание или втулка подходящего диаметра. Еще один вариант – шаблон с целым набором трубок с сечением разной ширины, под стержни всех распространенных размеров. Главное, чтобы выполнялись два условия:
- данный вспомогательный элемент успешно играет роль упора и делает движение резца назад невозможным;
- он же обеспечивает точное центрирование в течение всего времени выполнения работ.
Теперь взглянем на каждый шаг по порядку.
Выдержать угол
Отвечая на вопросы новичков о том, как научиться точить сверла по металлу, мастера отмечают, что в первую очередь нужно наловчиться понимать, до какой остроты доводить кромку. Это непосредственно зависит от стали, пластика, массива дуба или другого материала, для которого предназначен инструмент: чем мягче заготовка, тем тупее (шире) обязан быть угол, и наоборот. Выше мы приводили таблицу соответствия, ориентируйтесь по ней, но вот еще несколько любопытных соотношений для:
- силумина – 90-100 0;
- древесины – 135 0;
- магния и его сплавов – 85 0;
- текстолита и пластика – 90-100 0;
- гранита и керамики – 135 0;
- алюминия – 135 0.
По аналогии можно подбирать градус и для других случаев.
Выполнить доводку
Если вы посмотрите любой по-настоящему полный и грамотно продуманный ролик на тему «как правильно наточить сверло по металлу», видео наверняка будет содержать в себе этап, на котором мастер вооружается болгаркой или перфоратором с насадкой в виде абразивного круга и приступает к шлифовке кромки.
Зачем он это делает? Чтобы устранить незначительные дефекты, например, заусенцы или царапины. Геометрия режущей части при этом не меняется, а значит угол остается таким же, каким его уже выдержали. Вот только для максимально точного результата на данной стадии нужно зажимать стержень в тисках (или в другом столь надежном фиксаторе), чтобы он не ходил по сторонам.

Доводка – по-своему уникальная операция, так как она сочетает в себе сразу два вида обработки поверхности – и грубую, и финишную, – поэтому проводить ее просто необходимо.
Выполнить проверку
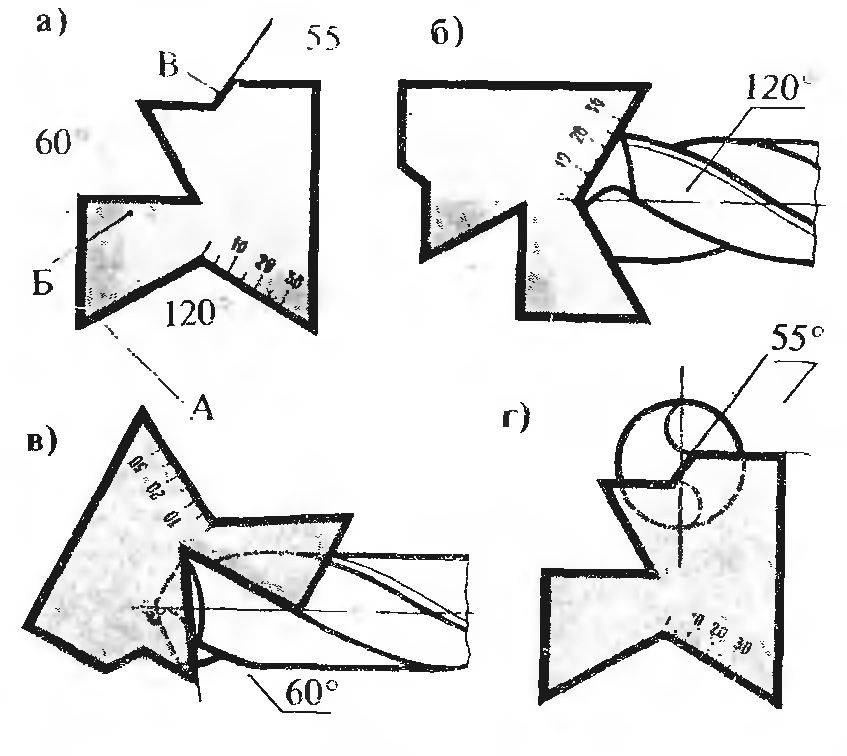
Те, кто по своему опыту знают, как правильно заправить сверло по металлу и заточить его, прекрасно понимают, насколько важно убедиться в качестве результата. Поэтому после правки инструмента они берут шаблон (выше мы рассказывали, как его изготовить) и убеждаются, что всем стандартам соответствуют следующие показатели:
- длины граней;
- углы – в вершинах, продольной кромки, наклона винтовых канавок.
Если какой-то параметр не отвечает норме, это обязательно следует исправить. В противном случае возникнет биение, и размер сделанного отверстия окажется больше необходимого.
Произвести подточку
Она актуальна для стержней, диаметр которых превышает 10 мм. Ее выполнение позволяет уменьшить наклон передней кромки и одновременно увеличить угол режущей грани.
Это позволит повысить ресурс инструмента и обеспечить его сопротивляемость крошению, а также сузить его, а значит и облегчить вхождение в заготовку (появится эффект скобления) и снизить негативное воздействие силы трения.
Как заточить ступенчатое сверло своими руками
Длительное использование буравчика приводит к тому, что оно становится тупым. Это вызывает необходимость в обладании информации о том, как его правильно заточить. Несмотря на то, что это нелегкая процедура, при наличии достоверной информации и навыков все получится.
Процедура заточки конусного сверла требует соблюдения такой последовательности действий:
- закрепить буравчик при помощи тисков;
- установить на болгарке точильный круг;
- соблюдая аккуратность, заточить режущие стороны, которые подверглись повреждению.

Известно несколько вариантов заточки ступенчатого сверла. Например:
- Одноплоскостная. Посредством этого вида заточки выполняется заточка инструментов, толщина которых не превышает 3 мм. В процессе заточки рекомендуется приложить инструмент к заточному кругу, перемещая буравчик вдоль круга. Стоит отметить, что использование этого вида заточки может привести к небольшому повреждению режущей кромки сверла.
- Коническая. Рекомендуется применять для заточки буравчиков длиной от 3 мм и больше. В процессе работы рекомендуется легко прижать сверло к кругу и аккуратно перемещать его по рабочей поверхности.
- Доводка. Используется для исправления небольших погрешностей и неточностей, возникших после заточки. Для работы следует брать мягкий заточной камень.
Самостоятельная заточка ступенчатых буравчиков требует отличного освещения, зрения и аккуратности.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Затупившихся сверла по металлу
Посаженные сверла по металлу
Пакет с затупившимися сверлами
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Затупившиеся сверла под лупой
Затупившиеся сверла под лупой
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск
Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
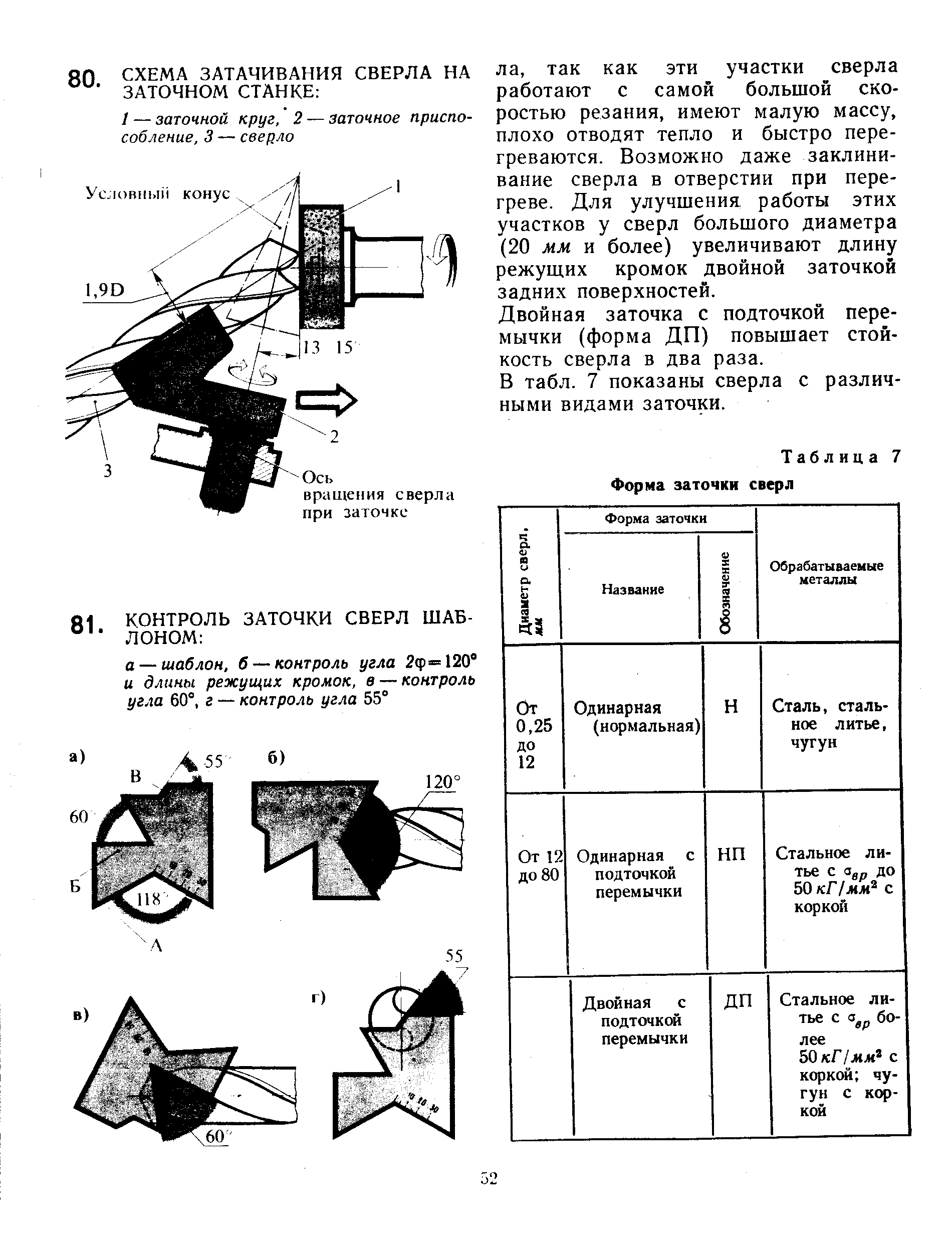
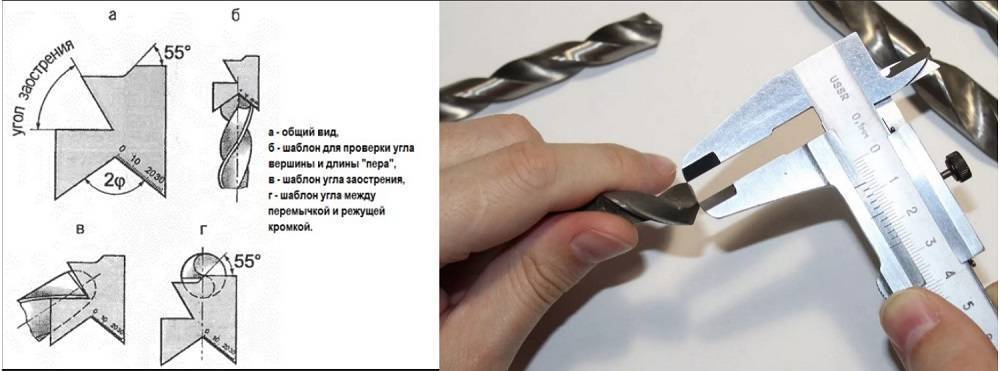
Проверка правильности заточки сверла
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
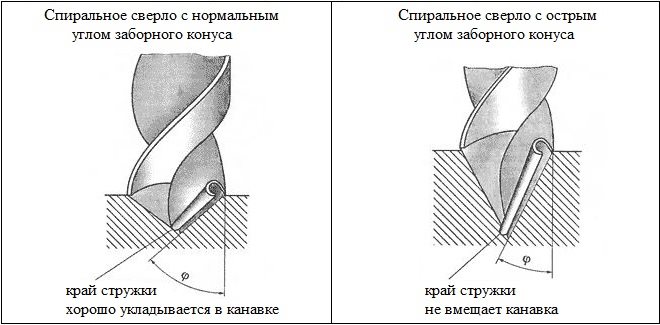
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.