Удаление абразива
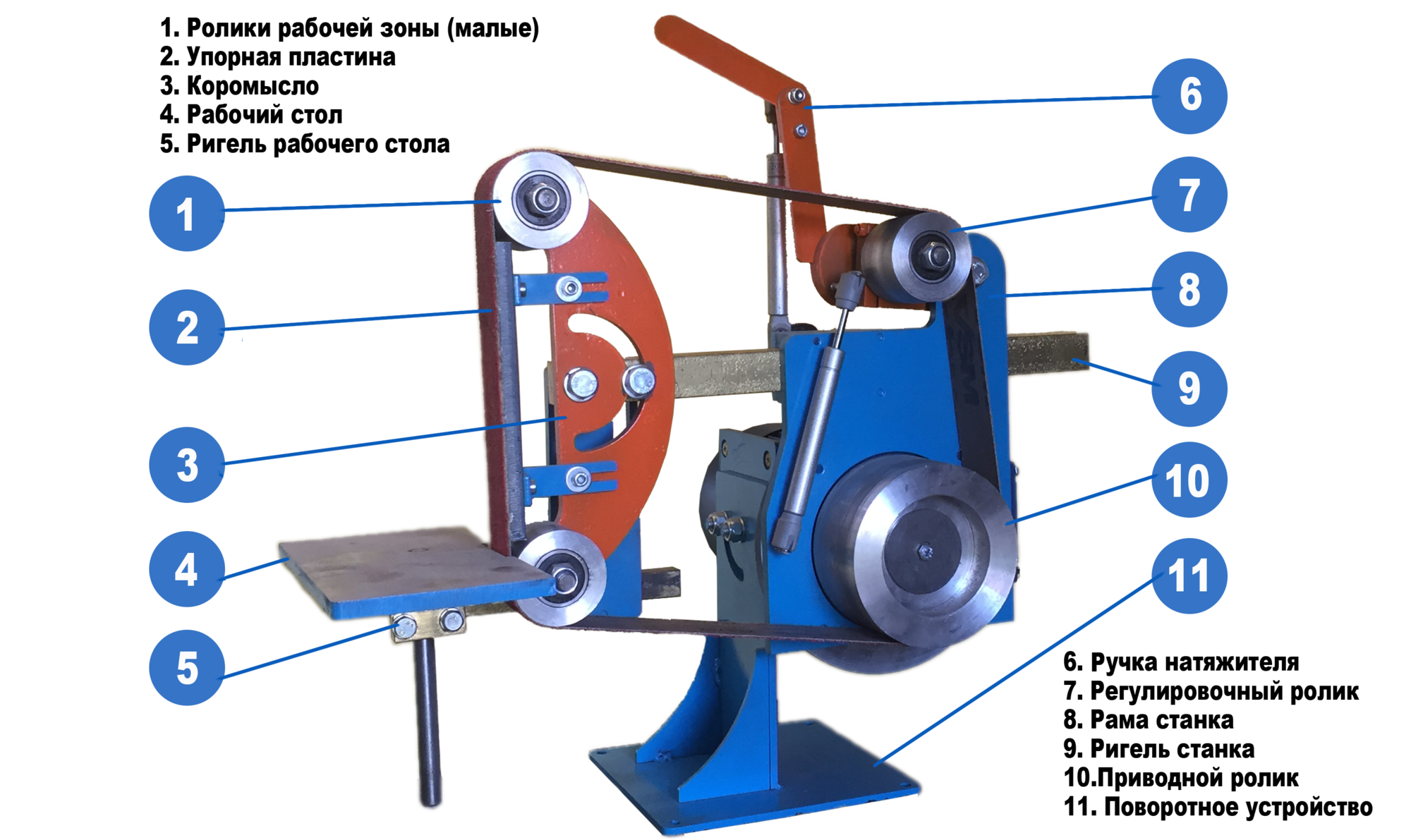
Если не зачистить предварительно абразив на одном из краев шлифовальной ленты, то нормально склеить края полосы не получится.
Если вы зачистите абразив плохо, то на самой шлифовальной ленте будет выступать бугорок, и при интенсивной эксплуатации в этом месте она очень быстро порвется, да и биение будет приличное.
Зачистить абразив можно несколькими способами. Например, подойдет кусок пильного полотна для ножовки по металлу.
Однако, как показывает практика. намного быстрее это можно сделать на электроточиле (только обязательно надо работать в респираторе и защитных очках).
Давайте рассмотрим самые популярные способы удаления абразива на наждачке, которыми пользуются домашние мастера.
Способ с утюгом
На электроточиле (заточном станке) можно довольно быстро можно зачистить абразив на поверхности наждачки, но все-таки этот способ применим не во всех ситуациях — очень много пыли образуется.
И если в домашней мастерской или гараже не установлена вытяжка и нет возможности нормально проветрить помещение, то пользоваться им точно не стоит.
Как вариант, можно попробовать зачистить абразив с помощью обычного бытового утюга. То есть в данном случае будем нагревать наждачку, и уже потом соскабливать ножом.

Утюг необходимо будет расположить подошвой вверх. Для этого зажимаем его в нужном положении в слесарных тисках.
После того как утюг нагреется до нужной температуры, прикладываем к его поверхности наждачную бумагу, и постепенно зачищаем абразив с помощью ножа или куска пильного полотна по металлу.

Удаление абразива ацетоном
Чтобы легче было сдирать абразив вручную — например, с помощью обычного ножа, поверхность наждачки в месте сгиба необходимо обильно смочить ацетоном, и оставить примерно на 5-7 минут.
За это время ацетон впитается в наждачку, и удалить абразив будет намного легче. Проверено на практике.
Недостаток этого способа в том, что ацетон имеет очень резкий запах. В закрытом и плохо проветриваемом помещении ацетоном лучше не пользоваться — голова может разболеться.
Если надо склеить 1-2 шлифовальных ленты, то это еще ничего — можно потерпеть, а если несколько десятков лент, то пропитку ацетоном лучше делать на улице или настежь открыв окна.
Характеристики, которым должна соответствовать лента для шлифовального агрегата
Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.

От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.

Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Как сделать гриндер в домашних условиях
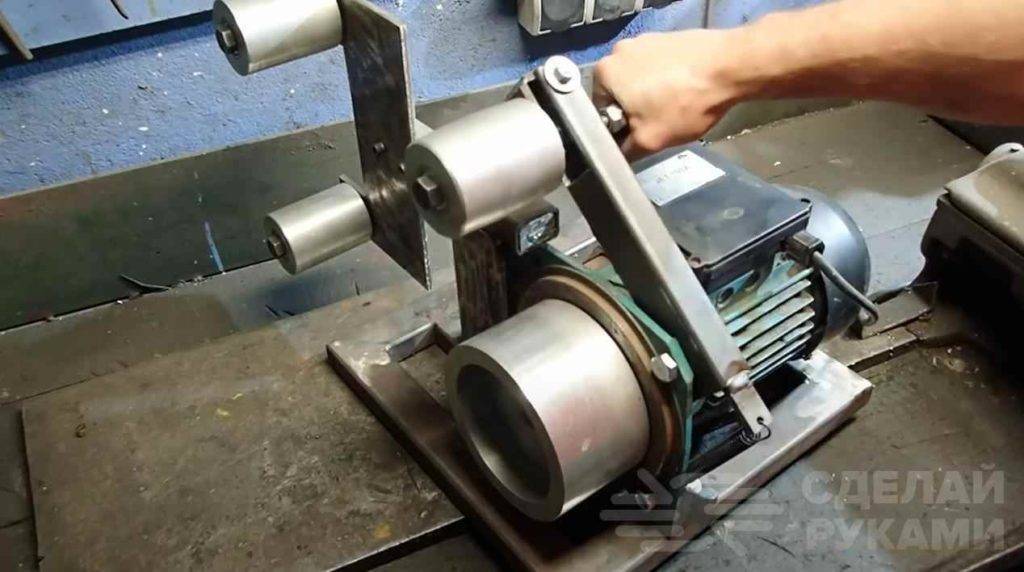
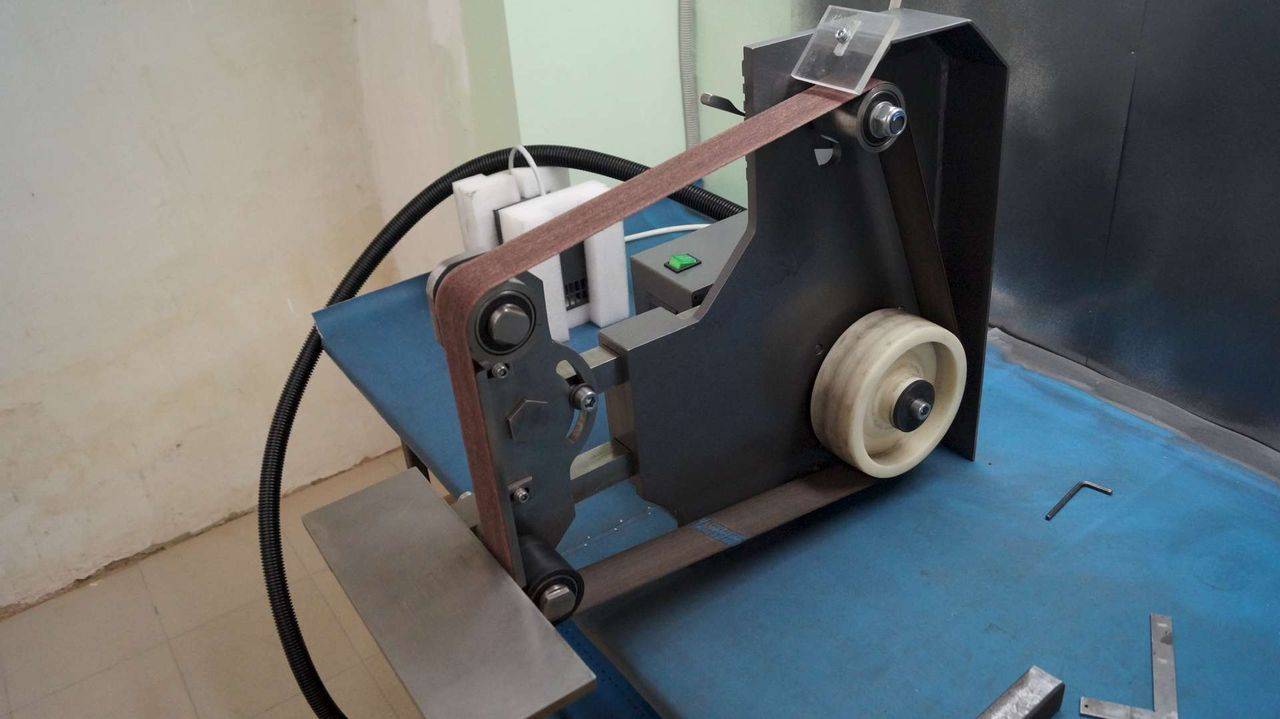
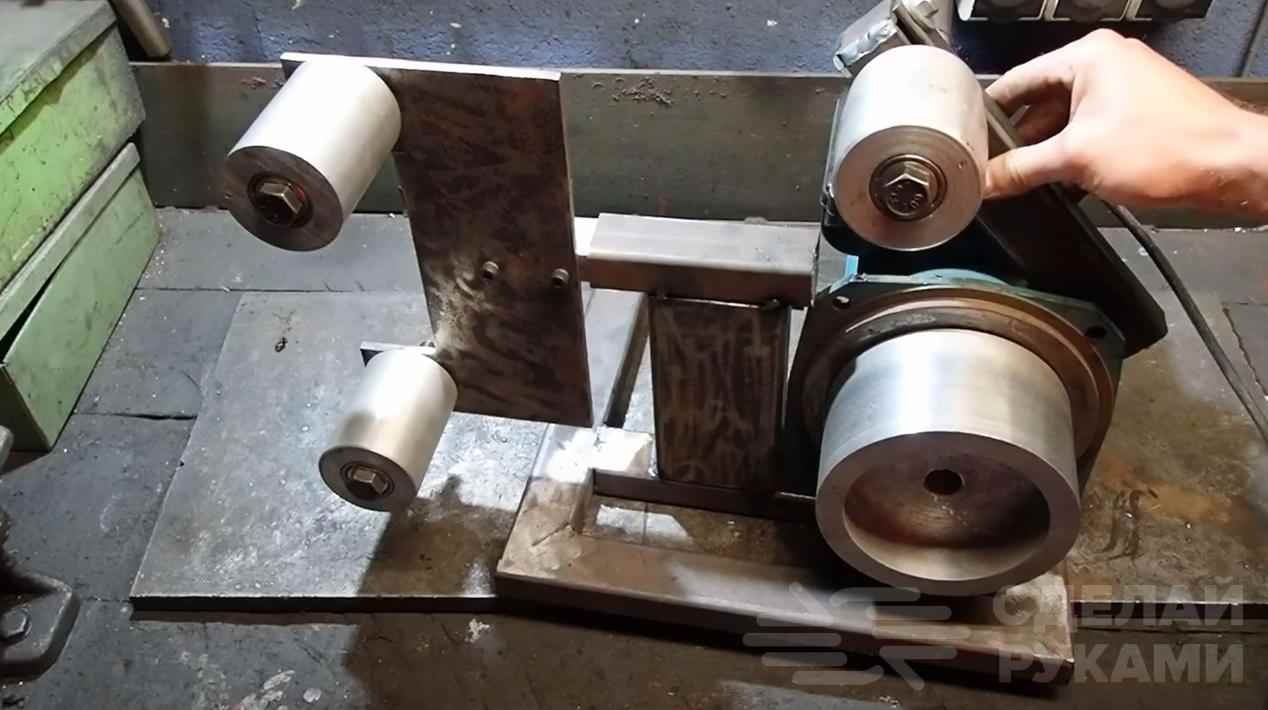
Если описывать конструкцию гриндера совсем просто, то это двигатель, 2-4 вращающихся ролика, один из которых регулируется, и шлифовальная лента. От ручной шлифовальной машинки гриндер обычно отличает фиксирующая стойка, с возможностью менять угол наклона.
Стойка необходима для точности работы. Решили сделать спуски – фиксируете, выставляете нужный угол наклона стойки и запускаете гриндер.
Что касается регулируемого ролика, то он просто необходим. Ведь шлифовальная лента со временем растягивается, и образуется просадка. Ролик подтягивается, и работа продолжается. Есть ещё важный момент: наждачная лента подойдёт только на эластичной основе. В противном случае от нагрузки она порвётся.
Чтобы собрать станок в домашних условиях, понадобится:
- Продумать конструкцию устройства и сделать чертежи.
- Подготовить все необходимые инструменты: лобзик, дрель, ШМУ.
- Подготовить детали, требующиеся в процессе сборки или договорится с токарем для их выточки.
Для начала необходимо определиться с лентой, точнее с её длиной. Для бытового использования оптимальный вариант – 915 мм, именно с такой длиной работает основное количество Чапаевских станков.







Основа для станины должна быть толщиной более 12 мм. Болтовые соединения в данной ситуации – ненадёжны. Желательно применить сварку.
При вытачивании роликов важен показатель шероховатости, который должен быть не меньше 1,25. Иначе лента будет быстро изнашиваться
Если станок планируется делать с четырьмя роликами, то принято использовать следующие размеры: 150 мм – для ведущего, 100 мм для регулируемого, и 70 мм оставшийся. При этом важно расположить их без перекосов, чтобы избежать соскальзывания ленты
Стоимость готового шкива начинается от 2000 рублей. Несколько дешевле можно заказать у частных токарей.
 Гриндер сделанный своими руками.
Гриндер сделанный своими руками.
Особое внимание стоит уделить приводу для гриндера. Если нет возможности обзавестись специализированным двигателем можно воспользоваться альтернативой. Двигатель желательно использовать с мощностью 0,75 кВт или выше, и частотой оборотов от 1 200
Двигатель желательно использовать с мощностью 0,75 кВт или выше, и частотой оборотов от 1 200.
Самодельный гриндер с двигателем от стиральной машины
При размере ведущего шкива 70÷100 мм двигатель для гриндера должен раскручиваться как минимум до 3000 об/мин. Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надёжностью и неприхотлив в эксплуатации.
Популярность использования именно такого привода обусловлена его широким распространением.
Привод от стиральной машинки в обязательном порядке вносится в предварительный чертёж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
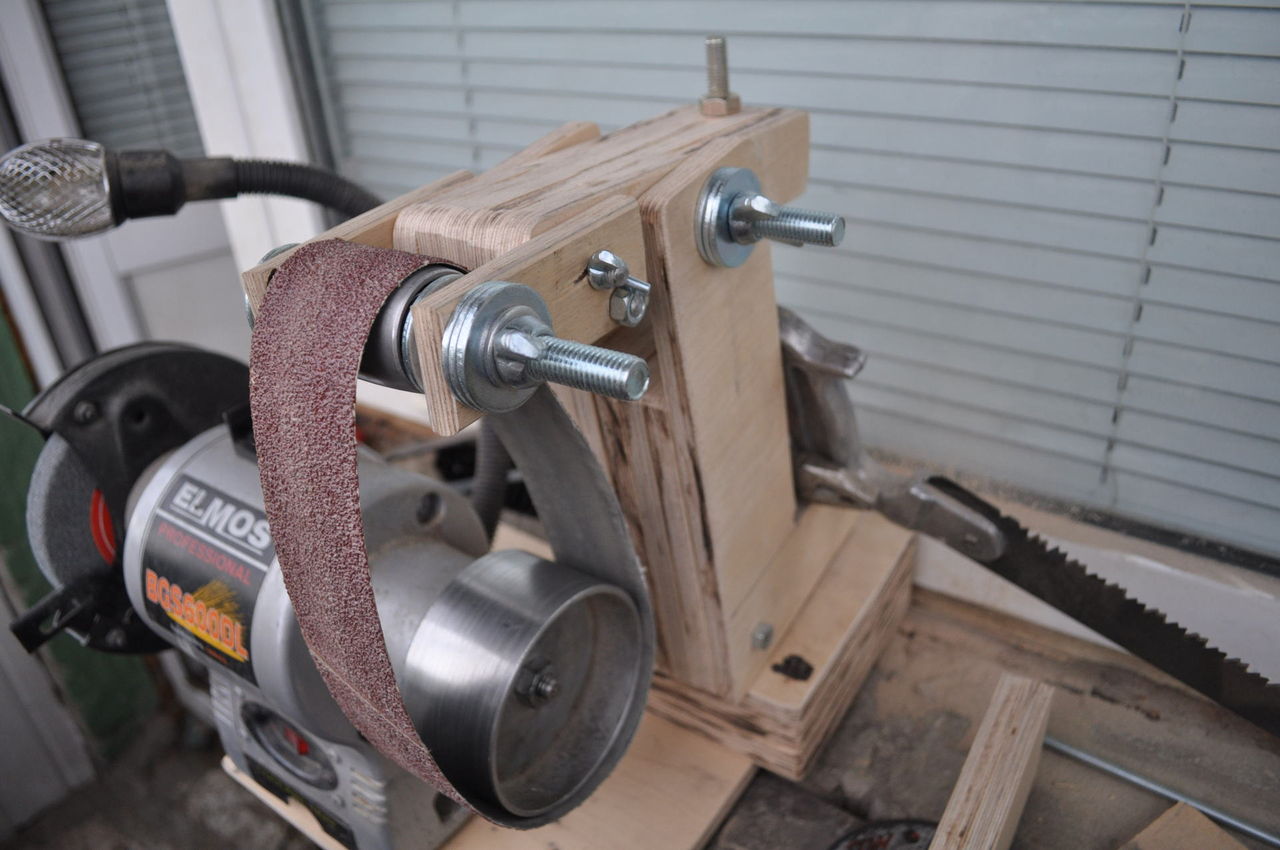
Из дрели
Гриндер для дрели – это специальная насадка, которую можно сделать в несколько этапов. Есть сотни различных вариантов изготовления. Рассмотрим один из самых простых и надёжных, пошаговая инструкция:
- Подготавливается всё необходимое для работы: вал с шестернями, подшипники и листовой металл.
- Вырезаются две пластины размером 110×250 мм.
- Просверливаются необходимые отверстия на каждой из пластин. В этой части подшипники будут подаваться для регулировки.
- Далее, берётся «шпилька» и нарезается по 120 мм. Устанавливаются самодельные ролики на шпильки и закрепляются болтами. Протягивается лента и фиксируется с другой стороны.
- Изготавливается основа для крепления гриндера. Станок крепится на станину, а дрель фиксируется с помощью хомутиков.
- Вытачивается и крепится уголок для удобной фиксации ножа во время заточки.
Из болгарки
Главным конструктивным отличием болгарки от других видов электроинструмента является то, что её выходной вал повёрнут под углом 90º к оси электродвигателя и, соответственно, к корпусу. По этой причине она и называется УШМ — углошлифовальная машинка.
Такая особенность прекрасно подходит для продольного крепления ведущего ролика и полотна «электронапильника». Получается вытянутый в линию и очень комфортный в работе инструмент. Такая же насадка для дрели располагается под прямым углом к корпусу, что достаточно неудобно для работы.
Чтобы изготовить устройство, достаточно сделать металлическую основу под ролики, натянуть ленту, и подогнать размеры ведущего ролика, под направляющую ШМУ, и станок готов.
Необходимость на производстве и в быту
 Сегодня в производственных цехах шлифовальные станки используются постоянно. В зависимости от масштабов производства может быть установлен как один станок, так и все его разновидности по сложности и габаритам.
Сегодня в производственных цехах шлифовальные станки используются постоянно. В зависимости от масштабов производства может быть установлен как один станок, так и все его разновидности по сложности и габаритам.
Однако и в быту этому оборудованию всегда есть применение. У одних — в гараже имеется верстачный наждачный станок для обработки металла. У других — в мастерской установлены несколько разных по конструкции шлифовальных машин по дереву. У третьих — во владении стоит универсальный, комбинированный станок. Есть электроинструменты для ручной шлифовки: барабанного типа, лентошлифовального, ленточнопильного, маленькие машинки или большие станки. И все они востребованы.
На рынке представлен довольно широкий ряд всевозможного подобного оборудования от многих производителей. И цены на них достаточно приемлемы. Но это — машины общего назначения. А если человек занимается собственным делом, или у него есть хобби, то нужен станок особой специализации. Здесь цена уже вырастает в несколько раз.
По этой причине или исходя из собственных желаний многие умельцы изготавливают самоделки. В основном для обработки дерева, пластика и металла, реже для резки и шлифовки камня. И, в общем, это правильно. Ведь даже простую заточку кухонных ножей проще и быстрее сделать на станке, чем вручную используя оселок. Благо к созданию своими руками самодельного станка для дерева располагает и его совсем нехитрая конструкция.
Устройство станка
Несущая конструкция ленточного станка состоит из вертикальной стойки и опоры. Первая — это металлическая полоса, нижняя часть которой согнута под углом 90º, а вторая — прямоугольный лист толстого металла. Согнутая часть стойки выступает в роли ее опорной площадки, с помощью которой она крепится на переднем краю опоры. На плоскости опоры смонтирован привод, в роли которого выступает угловая шлифмашина (болгарка), подключенная с электросети через регулятор оборотов.
На шпинделе болгарки на резьбе крепится ведущий шкив в виде металлического валика, который задает движение шлифовальной ленты. Ведомый валик устанавливается на верхней части стойки. Позади нее расположено Т-образное коромысло, которое нижним концом зафиксировано на опоре и соединено поперечиной со стойкой. На ближнем конце коромысла находится натяжной ролик, а к дальнему прикреплена пружина, обеспечивающая натяг ленты.
Вращающиеся элементы
Самый важный и сложный компонент любого ленточного шлифовального станка — это система валиков, по которым с большой скоростью движется лента. Размер ведущего шкива задает линейную скорость движения, поэтому его диаметр необходимо определять расчетным путем.
Линейная скорость ленты вычисляется по формуле: V = (π × D × N) / 1000 × 60, где V — скорость (м/сек), D — диаметр ведущего шкива (мм), N — количество оборотов привода (об/мин). Соответственно диаметр определяется по формуле: D = V × 1000 × 60 / π × N (мм).
Рекомендуемые скорости обработки материалов разнятся:
- древесина — примерно 25 м/сек;
- сталь — 25-30 м/сек;
- пластики (в зависимости от типа) — 10÷30 м/сек;
- титан — 15 м/сек.
Поскольку основные материалы, обрабатываемые в домашней мастерской — это сталь, древесина и пластик, расчет будет опираться на предельную величину 26 м/сек. Максимальная скорость вращения шпинделя нашей болгарки составляет 11 000 об/мин, поэтому расчетное значение диаметра будет равно 45 мм.
Все три вращающихся элемента имеют одинаковый диаметр 45 мм, но разную конструкцию:
- Ведущий шкив. Цилиндрической формы с бортиками по краям для предотвращения схода ленты. Внутри выточен стакан на глубину, достаточную для его крепления к резьбовому концу шпинделя длинной гайкой М14. Общая ширина рабочей поверхности — 60 мм, бортика — 1 мм.
- Ведомый валик. Наружная поверхность такая же, как у ведущего шкива. Вращается на двух подшипниках, заглубленных заподлицо с обеих сторон. В качестве вала используется болт диаметром 8 мм с короткой концевой резьбой, выступающей за его габарит.
- Натяжной ролик. Вал и подшипники такие же, как у ведомого валика. Наружная поверхность бочкообразная, без бортиков, шириной 60 мм.
Все три изделия лучше всего проверить и собрать там, где их изготовили. Опытные мастера наверняка помогут правильно посадить подшипники и исправят возможные недочеты. Кроме того, в мастерской необходимо сделать отверстие в нижней части стойки диаметром 42 мм для установки привода.
Конструктивные элементы и комплектующие
Все остальные элементы конструкции могут быть изготовлены самостоятельно или приобретены в хозяйственных магазинах и на металлобазах. Для сборки ленточного шлифовального станка своими руками необходимы:
- Вращающиеся элементы. Описаны выше.
- Болгарка. Например, ручная угловая шлифмашина Hitachi g12 sr2 с 11 000 об/мин и мощностью 650 Вт. Подсоединяется к электросети через регулятор мощности.
- Основание. Лист металла толщиной 10 мм, размером 30 х 40 см. По краям сверлятся отверстия на 10 мм для прикрепления ее к верстаку. Два отверстия для винтов впотай расположены на месте установки стойки и еще одно — по месту фиксации привода.
- Стойка. Пластина толщиной 8 мм и шириной 8 см. Внизу согнута под прямым углом (полка 4 см) для установки на опору. Высота от сгиба до верхнего конца — 65 см. В нижней части расположено отверстие под привод, а в верхней — для крепления ведомого валика. На высоте 20 см от сгиба — отверстие для крепления соединительной планки стойки коромысла.
- Коромысло натяжного ролика. Состоит из стойки (толщина — 8 мм, ширина — 3 см, высота — 25 см) и закрепленной на ее верхнем конце (через втулку болтом) ассимметричной перекладины. На обоих концах последней просверлено по отверстию: на длинном — для установки натяжного ролика, а на коротком — для крепления натяжной пружины.
- Метизы и прочие материалы. Необходимые для сборки винты, болты, гайки, гроверы и втулки, а также подкладки из дерева и хомут для крепления болгарки к опоре.
В перечне не указаны материалы для рабочего стола, который монтируется перед полностью собранной шлифмашиной. Он должен изготавливаться индивидуально с привязкой к месту установки.
https://youtube.com/watch?v=hSRCHabJPi8
Сферы использования
Гриндер хорош и полезен везде, в том числе в домашнем хозяйстве – от грамотной заточки ножа высокого качества или портновских ножниц до шлифовки сложной детали из металла или другого «трудного» материала. Иными словами, инструмент нужный, в хозяйстве пригодится.
Тем более, что смастерить его своими руками вполне реально. Для этого вовсе необязательно иметь специальное оборудование и солидный профессиональный опыт.
Повозиться, конечно, придется, но зато вы сделает именно то, что вам нужно и, что весьма немаловажно, сэкономите серьёзную сумму денег вплоть до нескольких тысяч американских долларов
Классификация лент
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.



При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Какую ленту для гриндера выбрать.
Если рассматривать бюджетную нишу, то следует остановиться на продукции БАЗ Белгородского абразивного завода. Их продукция довольно дешевая по сравнению с другими производителями. Также у этого производителя есть ленты с керамикой. Ленты с керамическим зерном довольно “агрессивные” и предназначены для обработки твердых закаленных сталей. Но продукция этого производителя довольно быстро изнашиваются и начинают греться. Металлическая пыль коксуется на ленте и начинает рвать борозды на обрабатываемой заготовке. Такое происходит на всех лентах независимо от производителя, но на лентах производства БАЗ все происходит намного быстрее.
Более качественные абразивы производят компании VSM и 3M. У них есть разные серии абразивных лент для гриндера, которые предназначены для полной обработки заготовки, начиная грубой обдиркой и заканчивая полировкой. Продукция компании VSM – это хорошее соотношение между ценой и качеством. Продукция от компании 3M отличаются высоким качеством, стойкостью к износу и высокой ценой. Продукция от 3М лучше чем ленты VSM, но их цена процентов на 30 больше.
Ниже представлен комплект лент, которым можнообработать любую сталь. Например, обработать клинок и довести его до финишного состояния.
В интернете многие советуют начинать обработку используя абразивное зерно Р24. Это самое крупное зерно, которое предназначено для грубой обдирки заготовки. Но лучше начинать обработку с более мелкого зерна Р40 или Р36. По логике крупное зерно должно быстрее обрабатывать материал, но на практике крупное зерно быстрее срабатывается, и лента с таким зерном быстрее садится, чем с зерном Р40. Зерно Р40 работает более аккуратно, после обработки на заготовке меньше глубоких рисок, которые потом тяжело убираются.
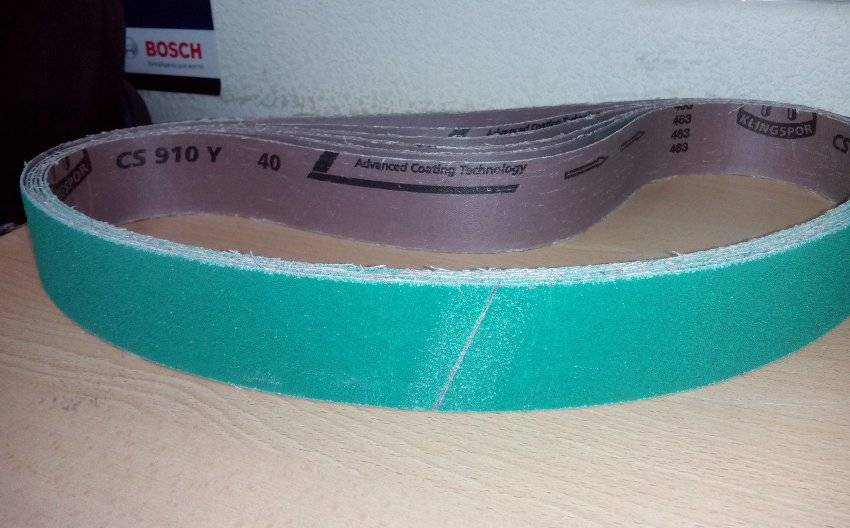
Для примера возьмём продукцию от компании VSM с зерном Р40 серии XK880Y или от компании 3М серии Cubitron 2. Это серии лент с керамикой для грубой обработки материала. После понадобится лента с зерном Р80. Абразив Р80 снимаем риски, которые остались от зерна Р40. Далее выбираем абразивное зерно Р120. В продаже имеются ленты с зерном Р60 и Р100. Но в целях экономии пропускаем их. Не обязательно использовать все зерна по порядку.
На этом этапе керамика больше не нужна. Для финишной обработки необходимы другие абразивы.
Как советуют опытные специалисты, еслизакончили на керамике зерном Р120, то переходить на более мягкий абразив нужнотакже с зерна 120, но в целях экономии, можно начать с зерна Р180.
Следующая серия — это кк712х компании VSM. Материал зерна этих лент — это корунд компактное зерно, его еще называют компаунд. Такой абразив хорошо убирает риски от прошлой ленты, при этом не оставляя за собой крупных рисок. На других абразивах бывает проблема, когда зерно Р160 оставляет после себя риски на заготовке, которые потом тяжело убрать. Происходит это скорее всего из-за того, что лента коксуется, с этим абразивом таких проблем нет. Единственный недостаток компаундов они быстро приходят в негодность.
После компаунда Р180 следующая лента такой же серии, но зерно Р220. В принципе на этом можно закончить, у клинка уже будет товарный вид, но можно улучшить. Например, кому-то нужна полировка. Выбираем серию ск772т и зерно Р320. Это тоже компаунд, но финишный. У него чистота обработки выше. После Р320 переходим на абразив Р400 и дальше Р800.
Если есть желание получитьзеркало, то дальше следует использовать пасты dialux.
Выше был представлен набор лент для обработки обычных и закаленных сталей, но нужно понимать, что данный набор подойдет не для всех случаев. Нужно знать, что для обработки каждого материала существует свой абразив.
Совет
Купите каучуковый карандаш для чистки ленты. Он убирает коксующуюся пыль на абразивной ленте, и она как минимум в 2 раза дольше служит.
Также важно понимать, чемменьше лента по длине, тем быстрее она изнашивается. Каучуковый карандаш для чистки абразивной ленты.
 Каучуковый карандаш для чистки абразивной ленты.
Каучуковый карандаш для чистки абразивной ленты.
Что стоит знать при выборе ленты
Для получения хорошего качества полировки необходимо ориентироваться в параметрах гриндера, характеристиках оснастки и особенностях обрабатываемой поверхности. При выборе образца необходимо провести анализ следующих параметров:
- какой тип изделия необходим (с грубым абразивом, средним, мелким или алмазным);
- рассчитать скорость ленты (она должна выдерживать скорость вращения вала более 1500 об/мин.);
- определить какой абразивной стойкостью обладает выбранный экземпляр;
- выяснить величину максимально допустимого удлинения и прочности на разрыв (хорошими считаются изделия с показателем не ниже 15%);
- на какую основу нанесен абразив (каким методом и его состав);
- по маркировке определить, чему равна длина ленты;
- удовлетворяет ли ширина ленты размерам используемого станка.
Читать также: Сварка проволоки в домашних условиях
Расчет параметров и оценку основных характеристик гриндера необходимо произвести до приобретения изделия. Это позволит избавиться от проблем, которые могут возникнуть при ее замене или неправильном использовании.
Как склеить ленту для гриндера.
Ленты обойдутся значительно дешевле, если покупать наждачную бумагу и склеивать ее в необходимую длину..
Существует два основных способа склейки с небольшими вариациями:
1) Склейка внахлест.
2) Склейка встык.
 Лента для гриндера склеенная внахлест.
Лента для гриндера склеенная внахлест. Лента для гриндера склеенная встык.
Лента для гриндера склеенная встык.
Явным достоинством склеивания внахлест является то, что лента очень хорошо склеивается и вероятность ее разрыва в месте склейки минимальная. А недостатком является то, что она в процессе работы “бьет” на месте стыка. Причем существует определенная закономерность, чем крупнее абразивное зерно, тем меньше чувствуется стык.
При склейке встык все получается, наоборот. Биение в месте склейки практически отсутствует, но качество соединения хуже и вероятность разрыва выше.
Склейка ленты внахлест.
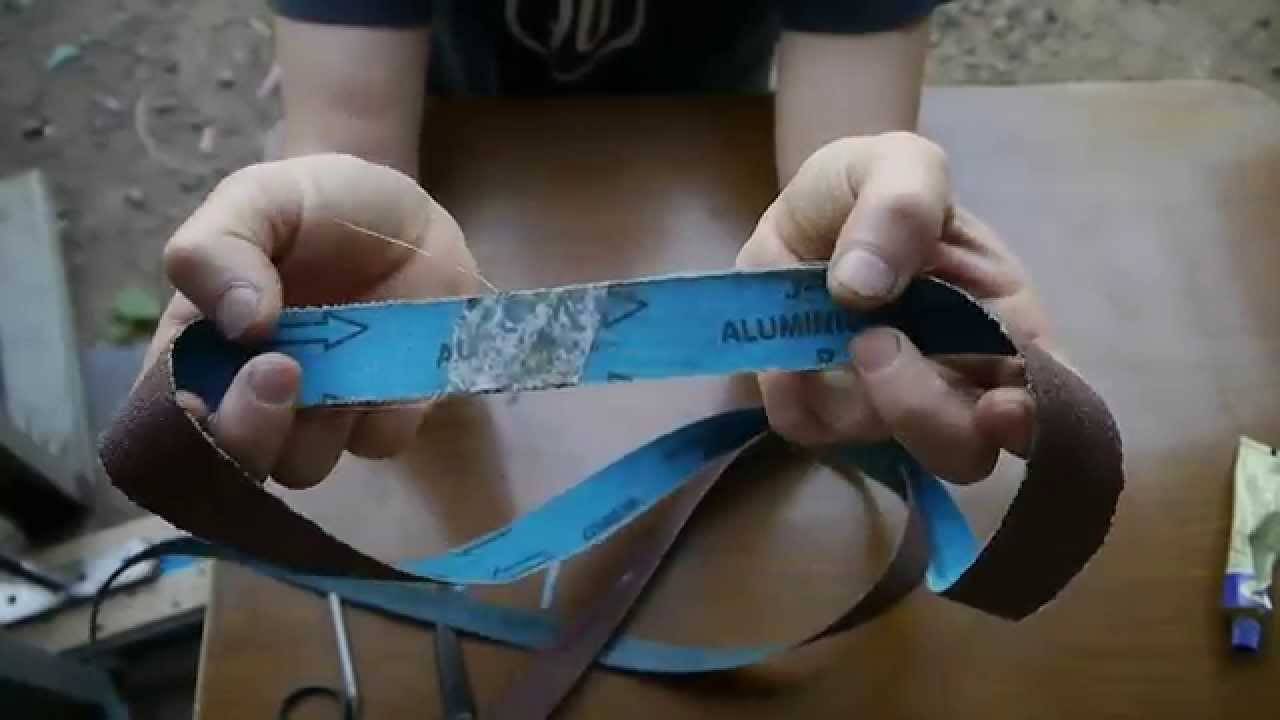
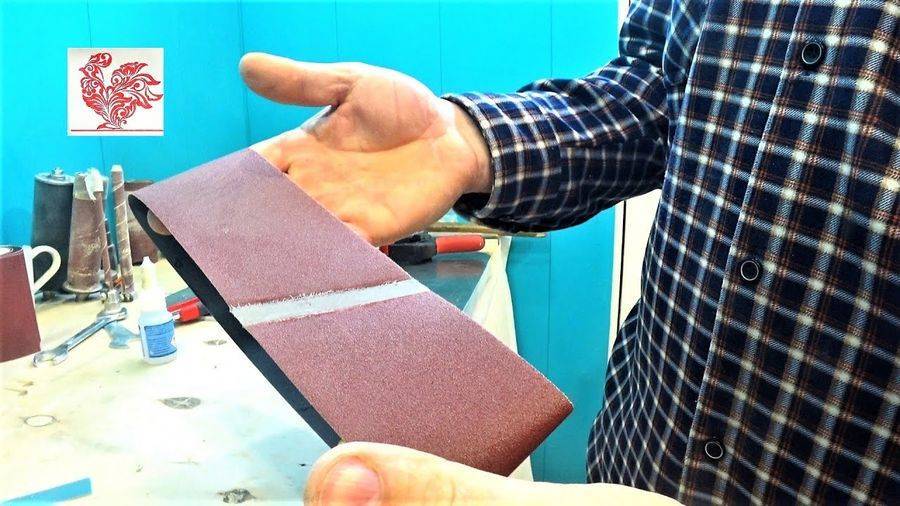
Чтобы склеить таким способом, необходимо убрать абразив с ленты в месте склейки. Здесь есть два варианта. Можно убрать абразивное зерно только на одном конце или на двух концах ленты.
Если убрать, с одной стороны, то лента
получиться с цельным абразивным зерном на всей длине, но будет заметное биение
при работе.
Если убрать с двух сторон, то биение значительно снижается, можно сказать, что его практически не будет, но на самой ленте образуется участок без абразива. Это плохо тем, что в этом месте будет повышенный износ основы ленты. Поэтому такой вид склейки применяет при обработке мягких материалов, например древесины.
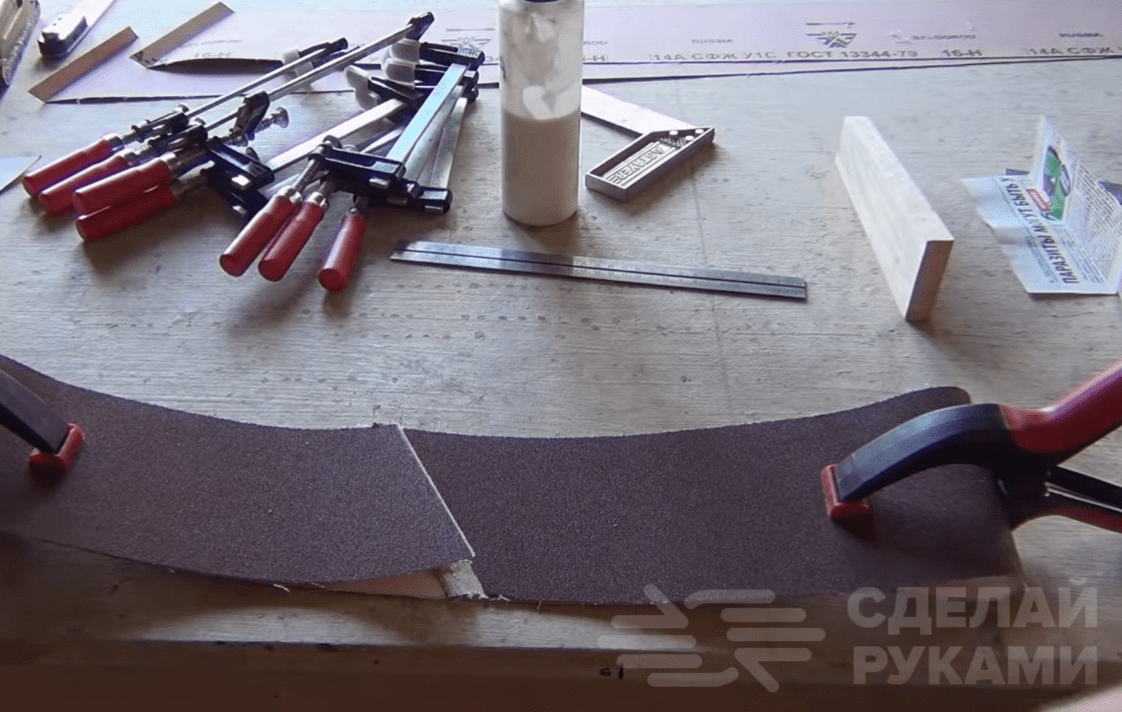
Склеивание следует производить под углом. Такая склейка увеличивает длину склеенного шва, что повышает прочность места склейки и уменьшает вероятность задира края ленты. Угол может быть произвольным от 30 до 45 градусов.
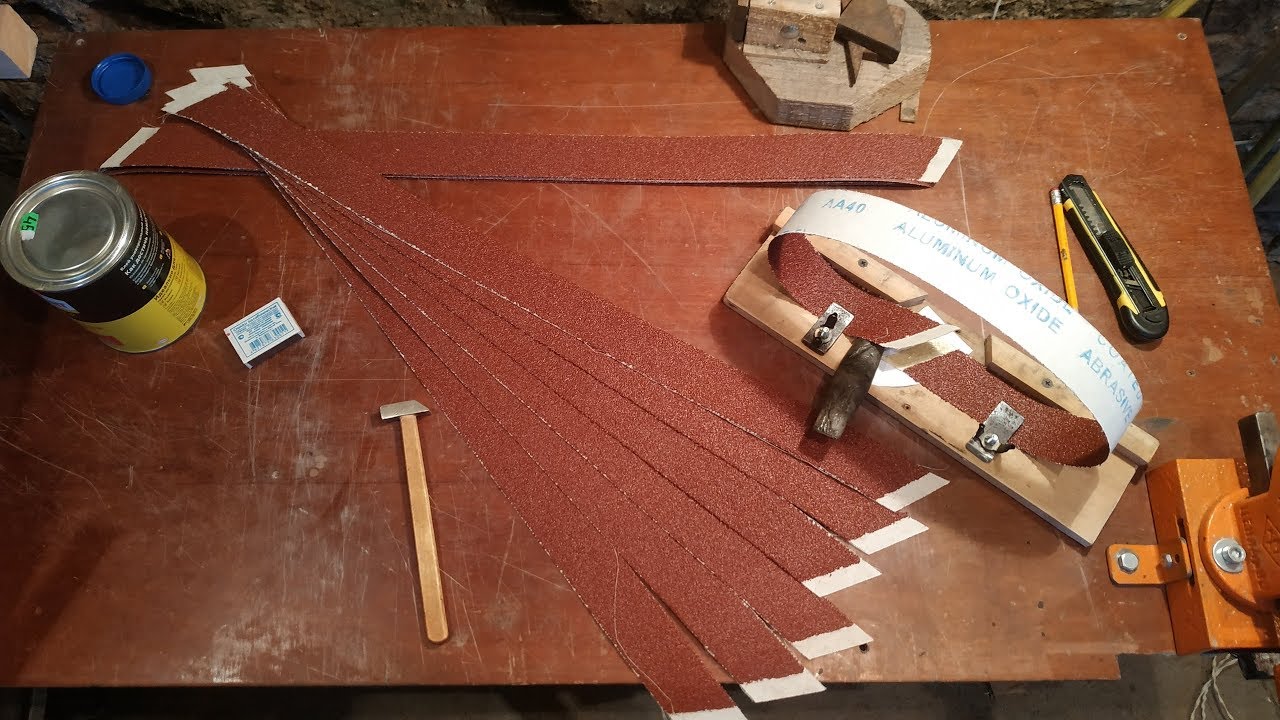
Сначала необходимо распустить наждачную бумагу.
 Размечаем абразивную бумагу.
Размечаем абразивную бумагу. Делаем надрезы ножом по разметке.
Делаем надрезы ножом по разметке.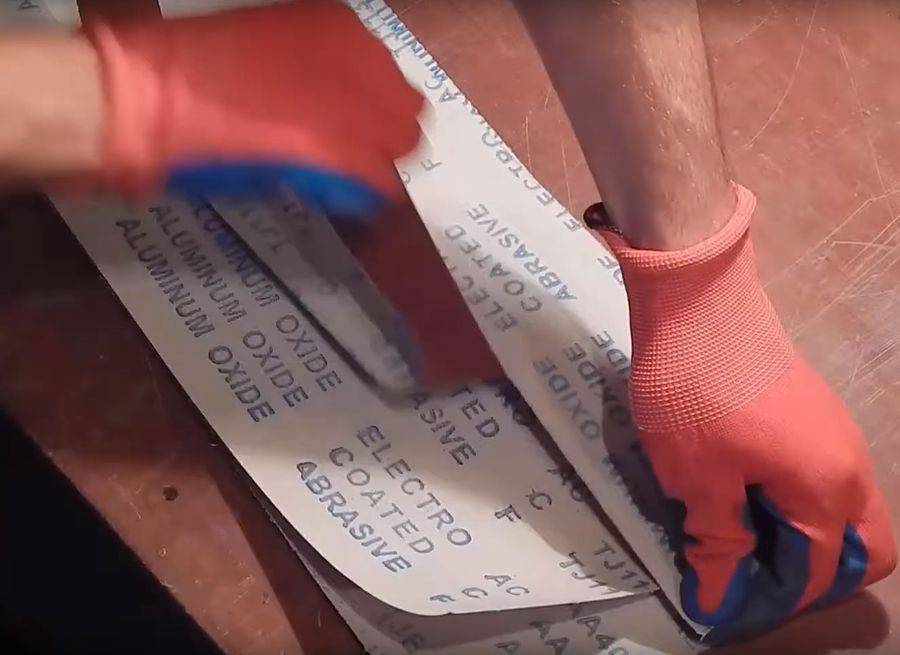 Рвем бумагу по ранее сделанным надрезам на ленты.
Рвем бумагу по ранее сделанным надрезам на ленты.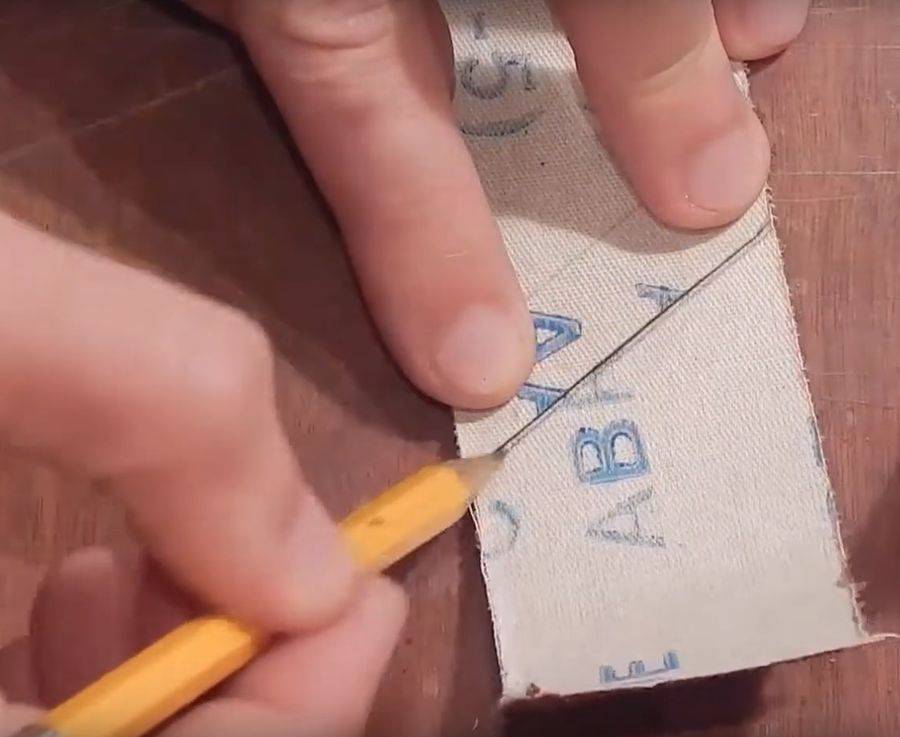 Размечаем по шаблону.
Размечаем по шаблону. Отрезаем край под углом.
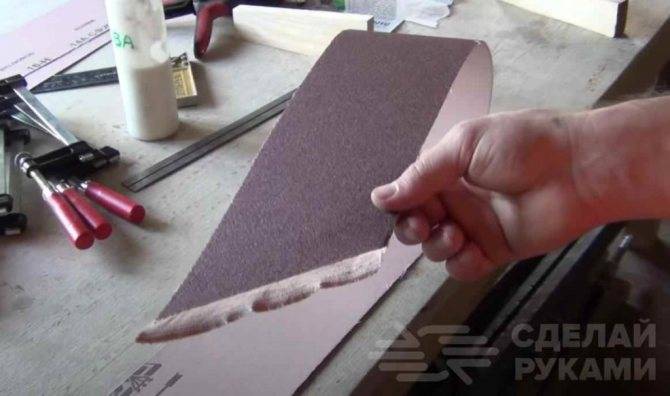
Отрезаем край под углом. Размечаем место, где будем удалять абразив.
Размечаем место, где будем удалять абразив. Сгибаем ленту по ранее сделанной разметке.
Сгибаем ленту по ранее сделанной разметке. Соскабливаем часть абразива ножом со сгиба ленты.
Соскабливаем часть абразива ножом со сгиба ленты.
Удалить абразивное зерно можно двумя способами.
Способ №1.
 Растворитель.
Растворитель.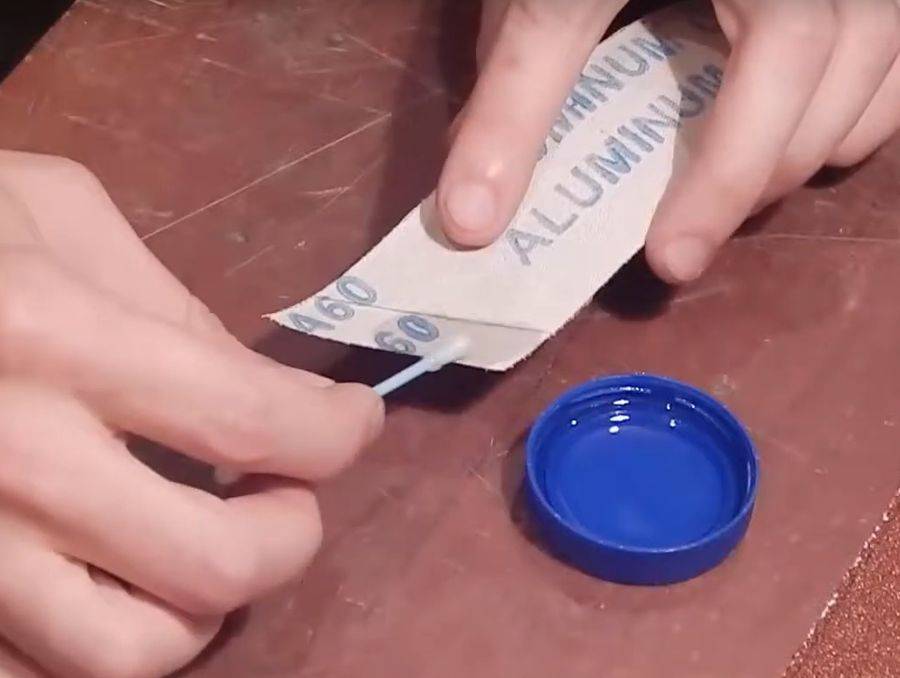 Наносим растворитель на обратную сторону ленты.
Наносим растворитель на обратную сторону ленты.
 Удаляем абразивное зерно с помощью ножа.
Удаляем абразивное зерно с помощью ножа.
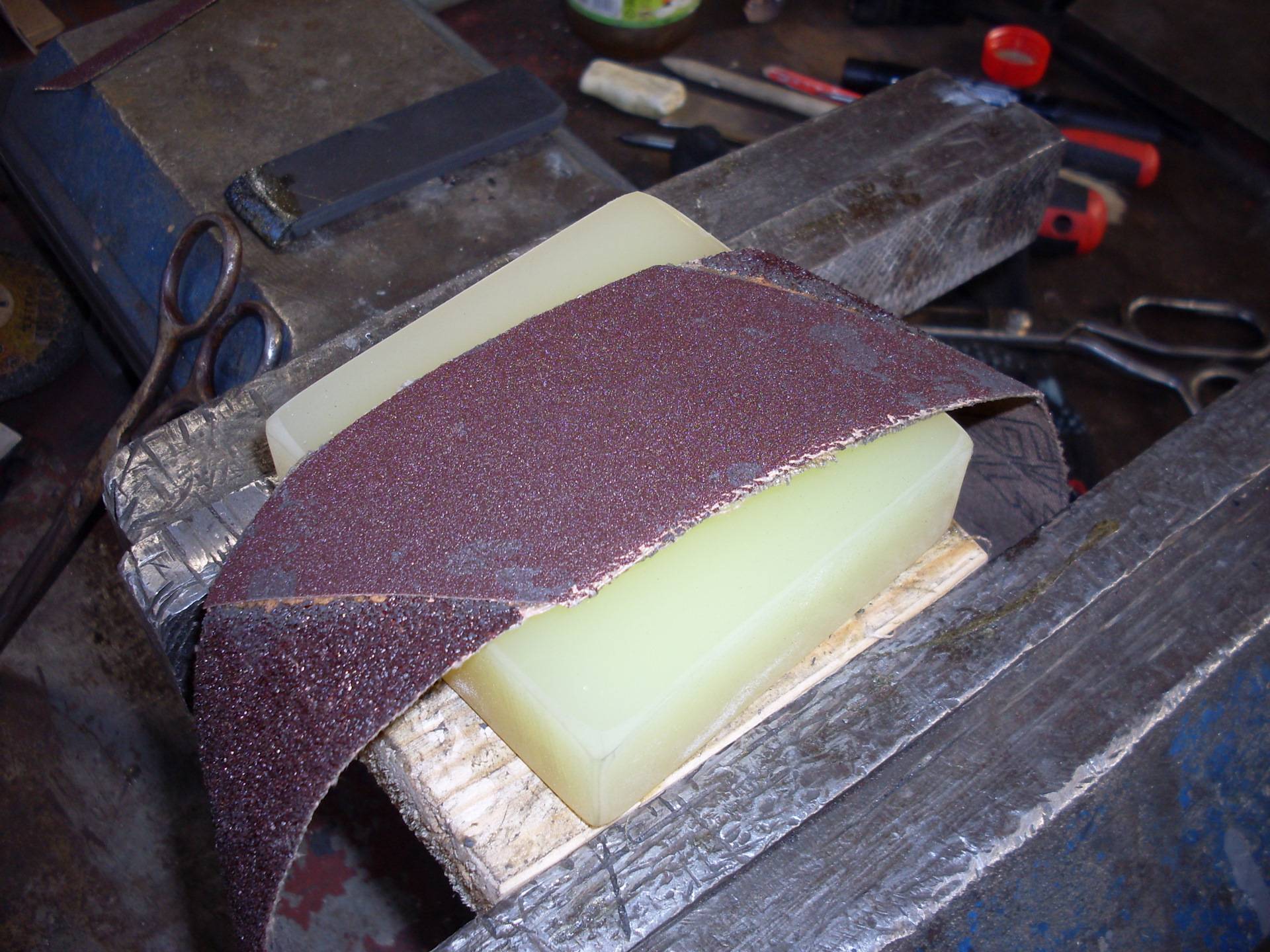
Способ №2.
 Промазываем клеем абразивное зерно.
Промазываем клеем абразивное зерно.
Клей следует использовать столярный ПВА класса Д3. Например клей марки Kleiberit. Обычный ПВА клей не подойдет.
 Приклеиваем абразивную ленту к деревянной доске и прогреваем место склейки утюгом.
Приклеиваем абразивную ленту к деревянной доске и прогреваем место склейки утюгом. Отрываем ленту от доски. Абразивное зерно должно остаться приклеенным на доску.
Отрываем ленту от доски. Абразивное зерно должно остаться приклеенным на доску. Удаляем ножом остатки абразива.
Удаляем ножом остатки абразива.









Для склеивания абразивной ленты можно применить клей ПВА класса Д3, например клей марки Kleiberit, клей момент или обычный сапожный клей
Обращаю внимание, что обычный клей ПВА не подойдет
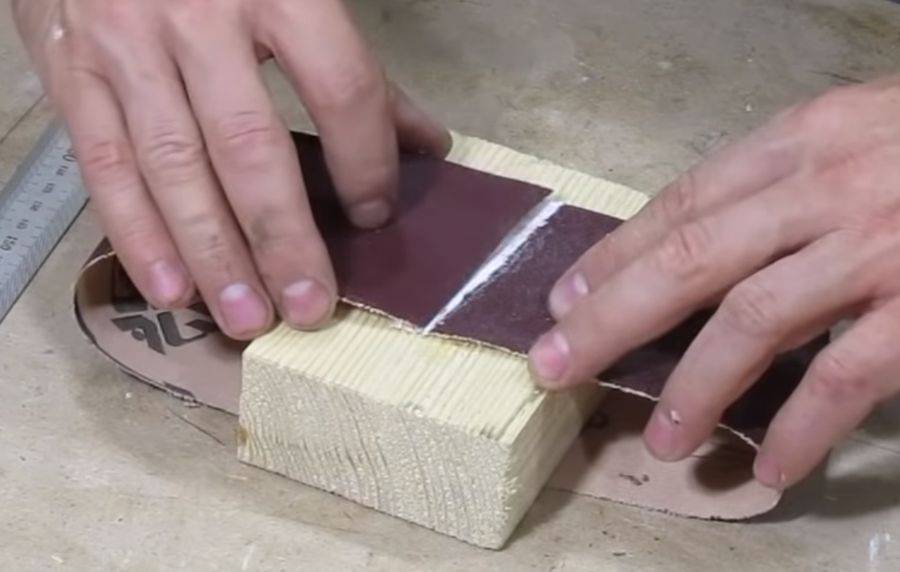 Склеиваем с помощью клея ПВА внахлест.
Склеиваем с помощью клея ПВА внахлест. Чтобы ускорить высыхание клея ПВА, прогреваем утюгом место склейки.
Чтобы ускорить высыхание клея ПВА, прогреваем утюгом место склейки. Вариант склеивания внахлест с помощью клея «Момент».
Вариант склеивания внахлест с помощью клея «Момент». Шов, склеенный «Моментом», простукиваем молотком для увеличения прочности соединения.
Шов, склеенный «Моментом», простукиваем молотком для увеличения прочности соединения.
Если склеивание производится с использование клея момента, то для повышения качества склеенного шва следует его простучать молотком.
Совет
Чтобы лента склеилась ровно желательно использовать шаблон для склейки как показано на фото выше.
Склейка ленты встык.
Чтобы склеить абразивную ленту встык,
необходимо отрезать ее под углом, состыковать и склеить через дополнительную
прокладку.
В качестве прокладки можно использовать ткань для печати шелкографии. Правильное ее название шелкотрафаретная ткань. Также можно использовать шелк, батист или ткань от старого зонта.
Подсказка
В продаже имеются специальная тесьма для склеивания абразивных лент. Найти её можно по запросу “тесьма для бесшовной склейки абразивных лент на гриндер”.
Важно понимать, что при таком способе склеивания абразивной ленты она будет держаться только на этой ткани. Поэтому для исключения травмирования во время её возможного разрыва, следует работать на гриндере в плотной одежде с рукавами и в защитных очках. Промазываем клеем «Момент» края.Приклеиваем ткань.Простукиваем шов молотком.
 Промазываем клеем «Момент» края.
Промазываем клеем «Момент» края. Приклеиваем ткань.
Приклеиваем ткань. Простукиваем шов молотком.
Простукиваем шов молотком.
При склеивании с помощью
клея момента следуют место стыка простучать молотком для улучшения качества
клееного шва.
Как склеить ленту для гриндера
Как склеить ленту для гриндера. Как склеить ленту на гриндер.
Для склейки лент я использую деревянную направляющую,в которую вставляются концы ленты для центровки. Подготовленную ленту к склейке(обрезанные концы под 45 градусов) вкладываются в приспособление абразивом в верх. Они фиксируются полоской металлизированного скотча Момент. Далее вынимаем ленту из приспособления, переворачиваем и вкладываем ленту зерном в низ в приспособление. Размечаем длину склейки, обезжириваем и наносим клей Марафон(такой же как Момент,только обувной). Предварительно подготавливаем матерчатую подложку. В качестве ее отлично подходит ткань-плащевка(не знаю как она правильно называется но по виду напоминает болонью (толщина ее 0,1 мм.) но не такая скользская). Выризается кусок подладки размером 8*6 см. наносится клей, выжидаем 10 минут, плотно прикладываем подложку к ленте в приспособлении, разглаживаем. Потом достаем нашу ленту, ложим на кусок резины, берем киянку и обстукиваем место склейки. После обрезаем края, опаливаем зажигалкой, снимаем с лицевой части скотч и ложим на 24 часа для окончательной склейки(дабы высох клей).
Для работы понадобятся клей Марафон(такой же как Момент,только обувной), деревянную направляющую, металлизированный скотч, подложка в качестве ее отлично подходит ткань-плащевка(не знаю как она правильно называется но по виду напоминает болонью (толщина ее 0,1 мм.) но не такая скользская). И кусок резины.
Ленточные шлифовальные станки позволяют удалить последствия коррозии, остатки лакокрасочного покрытия, провести операцию шлифования поверхности из различных материалов (металлических и неметаллических конструкций). Элементом для проведения таких работ является шлифлента. Производители предлагают широкую номенклатуру таких изделий. Лента для гриндера выбирается на основе требований, которые предъявляются к решению поставленных задач, качеству обработки, типу обрабатываемого материала.









Виды лент для гриндера
Шлифовальные ленты для гриндера классифицируются по следующим показателям:
- назначению (виду выполняемой операции, качеству обработки);
- геометрическим параметрам (длине и ширине);
- допустимой скорости движения;
- типу абразива;
- способу нанесения абразивного покрытия;
- компании, производящей такую продукцию;
- стоимости.
По виду выполняемых операций изделия для гриндера подразделяются на четыре категории:
- предварительная обработка (создание готовых форм или заготовок);
- черновая обработка поверхностей;
- подготовительная операция перед окончательным шлифованием;
- чистовое или финишное полирование.
Читать также: Схема подключения светильника через выключатель
Для проведения каждой из операций применяется своя шлифовальная лента. Решение первой задачи осуществляется с помощью грубой (обдирочной) ленты марки Р24. Для черновой обработки применяется более мелкая – марки Р36. Подготовительные операции производят на лентах Р80–Р120. Чистовая обработка осуществляется с применением лент самого маленького абразива. Для этого могут применяться алмазные ленты марок А3к0–А100.
По типу шлифовального материала и способу его нанесения абразивная лента делится на категории.
В качестве абразивной крошки на поверхность наносят:
- натуральный камень (например, карбид кремния или гранат);
- керамическую крошку;
- окись алюминия;
- алмазную крошку.
Он наносится на поверхность двумя способами: открытым или закрытым. Каждый из них обеспечивает определенную степень покрытия подложки. Первый осуществляет нанесение абразива не более чем на 60% поверхности абразивного материала. Второй обеспечивает полное покрытие.
Геометрические размеры абразивной ленты гриндера зависят от технических характеристик шлифовального станка. Основными параметрами являются длина и ширина. Все они стандартизированы и имеют несколько установленных размеров. По ширине выпускаются двух размеров: 50 и 100 миллиметров. Длина является более вариативной величиной и равна 610, 915, 1230, 1600, 1800 миллиметрам. Для некоторых специализированных станков выпускается лента длиной заданного размера: 2000 мм при ширине в 50 мм.