Шлифовка и полировка
Для выполнения шлифовки и полировки деревянных изделий инструмента лучше угловой шлифовальной машинки не найти, т.к. она обладает хорошей производительностью и способна обеспечить высокое качество выполненных работ. С помощью болгарки можно выполнить весь цикл операций по обработке деревянных поверхностей: от черновой обработки до финишной полировки.
Для выполнения этих работ используются специальные шлифовальные насадки. Качество изделия зависит от того, насколько правильно подобран круг на болгарку. Эти насадки различаются по форме, материалу и назначению.
Для черновой обработки (обдирки) используются такие виды насадок:
- обдирочный круг — стальной диск, на который напаяны куски металлической проволоки;
- кордщетка — диск с проволочным ворсом (бывают различной жесткости);
- торцевой диск.
Для полировки и окончательной шлифовки насадки применяются другие насадки:
- лепестковые;
- шлифовальные;
- чашечные — щетки из специального абразивного нейлона.
Болгарка не предназначена для распиловки и резки древесины. Использование УШМ для этих работ не рекомендуется, но при соблюдении некоторых условий выполнение небольшого объема работ допускается.
Чем резать чугунную трубу своими руками (видео)
Наиболее сложным этапом при замене старого трубопровода является демонтаж чугунной трубы, отслужившей свое.
Раньше при сооружении коммуникаций применялись трубы из чугуна, соединение которых происходило цементным раствором, серой или алюминием.
Трубопроводы, собранные с использованием последних двух веществ, поддаются разрушению с большим трудом, поэтому нужно приготовиться к длительным демонтажным работам. А о технологии их осуществления вам расскажет данная статья.
Прокладка новой канализации зачастую начинается с демонтажа старой
Общий ход работ
Сперва может показаться, что разборка устаревших коммуникаций – пустяковое дело, ведь ломать – не строить.
Однако здесь нужен как раз правильный, квалифицированный подход, ведь в противном случае легко повредить стояк, соединяющий сразу несколько квартир.
А это настоящая катастрофа, последствием которой станет необходимость замены общего стояка и, конечно же, безграничное возмущение соседей.
Демонтировать чугунную трубу следует осторожно, придерживаясь такой очередности:
- Отключение подачи в квартиру водопроводной воды.
- Отсоединение с помощью разводного ключа шланга, подающего воду в смывной бачок от унитаза.
- Демонтаж унитаза (необходимо открутить болты, крепящие его к полу).
Санузел после демонтажа унитаза
- Освобождение помещения санузла от посторонних вещей и оборудования, которые могут помешать проведению замены трубопровода (биде, раковина, стиральная машина и т. п.).
- Демонтаж старой системы канализации.
В связи с тем, что чугун характеризуется высокой хрупкостью, трубы, находящиеся на некотором отдалении от стояка, можно легко разбить молотком.
- Удаление труб, подведенных непосредственно к старому стояку.
- Установка манжеты на раструб тройника. Предварительно нужно провести тщательное очищение раструба от старых смазочных веществ, которые препятствуют качественной установке новой канализационной системы.
Разрушение стыков горелкой
Если стыки чугунного трубопровода скреплены серой, это в разы осложняет задачу демонтажа.
Однако у нас есть несколько советов касательно того, как разобрать чугунные трубы канализации в данном случае. Как всякое химическое вещество, сера разрушается при определенных воздействиях, а именно – при длительном нагревании открытым пламенем. Высокие температуры делают ее вязкой и пластичной, благодаря чему удаление вещества с поверхности становится простым.
Разогрев серы газовой горелкой
Чтобы демонтировать трубопровод, соединенный с применением серы, приготовьте молоток и зубило, а также газовую горелку для нагревания. Кстати, горелку можно заменить паяльной лампой.
При нагревании трубопровода лампой или горелкой в окружающее пространство будет выделяться вредный для здоровья газ – сернистый. Кроме того, открытый огонь также представляет опасность.
Поэтому меры по защите жизни, здоровья и окружающей обстановки обязательны.
Операции по нагреванию серы могут длиться несколько часов, чтобы продукты горения не нанесли вреда легким, понадобится противогаз, а для предупреждения случайного возгорания мебели и других элементов интерьера подойдет защитный экран из металла или асбеста.
Зачистка стыка отверткой
Возможные проблемы
Демонтаж старого трубопровода нужно осуществлять до максимально возможного предела, так как отрезать чугунную трубу лучше до места перехода его в раструб. Тогда стыкование нового пластикового трубопровода и чугунной трубы займет меньше времени и сил. Не раздумывайте над тем, чем разрезать чугунную трубу, воспользуйтесь болгаркой.
Как распилить чугунную трубу, если у вас нет болгарки? Возьмите ножовку по металлу и приступайте к работе, но это, естественно, увеличит продолжительность демонтажных операций.
Резка чугунной трубы болгаркой
Если попытки демонтажа увенчались неудачей, расстраиваться не стоит: в магазинах продаются переходные муфты, специально предназначенные для соединения чугунных и полимерных труб.
Если труба не поддается извлечению из раструба стояка, и Вы уже не знаете, как вытащить чугунную трубу, сделайте надрезы по кругу вдоль трубы с интервалом примерно 20 мм, доходя до раструба, после чего извлеките ее из стояка.
Перед соединением чугунных труб и полимерных требуется очистить первые от серы, применяя все то же нагревание. После удаления серы трубам дается возможность остыть, как правило, это несколько часов. На завершающем этапе проводится монтаж новой канализационной сети. Лучше всего приобрести трубы из современных материалов: пластика или металлопластика.
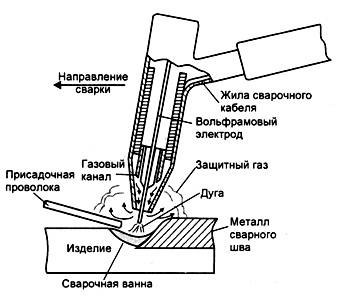
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока – 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Основные правила техники безопасности
Перед тем как болгаркой резать дерево, необходимо ознакомиться с правилами техники безопасности. Основные из этих правил следующие:
- Обязательно пользоваться средствами индивидуальной защиты (защитные пластиковые очки, тканевые перчатки), работать в спецодежде.
- Категорически запрещается использовать диски, имеющие дефекты.
- Рекомендуется держать болгарку крепко 2 руками.
- Постоянно следить за тем, чтобы электрический шнур не находился вблизи вращающегося диска.
- Класть болгарку только после полной остановки режущего элемента.
- Не убирать защитный кожух.
- Не работать в состоянии опьянения.
Нельзя использовать оснастку, которая не предназначается для работ с УШМ. Не следует применять режущую оснастку для дисковой циркулярной пилы по следующим объективным причинам:
- У болгарки выше скорость вращения, чем у циркулярной пилы. Диск рассчитан на меньшие обороты, поэтому при большой скорости он, треснув, может разлететься. Отлетающие осколки способны нанести вред здоровью.
- Дерево имеет более вязкую фактуру и включения в виде сучков, из-за этого зубья входят в материал неравномерно. Если диск заклинит, инструмент может вырвать из рук, что чревато опасными травмами.
- Вследствие неравномерности нагрузок происходит перегревание оборудования и возможен выход из строя.
Сверление в условиях промышленных масштабов
В условиях промышленного производства при необходимости решения задачи, как просверлить чугун, применяются соответствующие станки с рабочим инструментом, имеющим специальные рабочие поверхности соответствующей заточки. Обязательно применяется подача охлаждающих жидкостей для обеспечения заданной рабочей температуры.










Кроме вопроса, чем сверлить чугун, обязательно необходимо задаться вопросом безопасности в ходе таких работ. Следует учитывать возможность наличия в массиве обрабатываемого материала каверн, пустот и тому подобных дефектов. Это чаще связано с большим количеством углерода в чугуне и целого ряда других компонентов.
Еще эти внезапные дефекты приводят к тому, что при обработке металла выделяется большое количество мелкодисперсной крошки и пыли. Методы обработки зависят от вида чугуна, но существуют общие правила и требования техники безопасности.
Как следствие, в ходе выполнения работ должны выполняться общепринятые защитные мероприятия. Нужно защищать органы дыхания. Для чего необходимо, помимо оборудования места работ вентилируемой вытяжкой, использовать для индивидуальной защиты респиратор или ватно-марлевый «лепесток».
Также следует защищать глаза. Требования техники безопасности предусматривают наличие защитных экранов, использование защитных очков с закрытыми боковыми краями. Работать следует в специальной рабочей одежде, рукавицах и головном уборе.
Особенности резки чугуна
- 1 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Как болгаркой пилить чугунный колосник
- 2 Резка чугуна – как справиться с неприступным материалом? Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности Какими дисками резать чугунные трубы 2.1 Резка чугуна болгаркой
- 2.2 Резка чугунных труб труборезами
3 Резка чугуна болгаркой. Резка чугуна – как справиться с неприступным материалом? Чем лучше пилить чугунную трубу
- 3.1 Способы резки материала
4 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Какими дисками резать чугунные трубы
5 Резак для резки чугуна
При ремонте много людей стараются одним разом заменить все устаревшие коммуникации. Оказывается, что сложнее всего работать с канализационными чугунными трубами, которые нужно демонтировать. Раньше их соединяли с помощью цемента, серы или алюминия.
Получается, что система выполнялась на века. Но вот и подошло окончание века. А вместе с тем начинаются и сложные работы.
На первый взгляд, может показаться, что убрать чугунные трубы – очень легко. Но тут нужно работать с умом. Ведь приложив слишком много сил, можно повредить стояк, который объединяет сразу несколько квартир. В таком случае гнев соседей неминуем. Начнутся затраты, время и много работ.
Перед тем, как начинать демонтаж старой чугунной трубы, нужно ознакомиться с некоторыми правилами:
- выключить подачу воды в доме;
- снять шланг со сливного бачка на унитазе;
- убрать аккуратно унитаз;
- вынести из помещения все устройства и предметы, которые могут помешать выполнению работ;
- чугун – материал хрупкий. Трубы, которые находятся далеко от стояка, можно разбивать молотком;
- удаление труб, которые непосредственно подходят к стояку;
- на раструб устанавливаются манжеты. Сначала раструб очищается от смазочных средств.
Демонтаж труб из чугуна
Так чем же резать чугунные трубы, попробуем разобраться. Если трубы из чугуна раньше соединялись серой, то задача предстоит не из легких. Но и тут есть совет по поводу того, как разобрать чугунные трубы.
Как и любое другое вещество, сера должна разрушаться под воздействием чего-либо. И эти «что-либо» является открытый огонь. Если серу нагревать паяльной лампой, она становится вязкой. Так разбирать трубы очень легко.
Пользоваться открытым огнем нужно осторожно, чтобы не натворить пожара. К тому же при нагревании труб из соединений будет выделяться сернистый газ
Потому нужно применить меры по защите собственного здоровья. Нагревать соединение можно несколько часов. Чтобы не задохнуться за это время, нужно одевать противогаз. Неплохо, если рядом будет стоять ведро воды на случай, если что-то загорится.
Инструкция демонтажа
Лучше всего начинать работу по демонтажу труб, которые расположены удаленно от стояка. Здесь молоток и зубило помогут выполнить работу очень быстро, так как чугун – материал, который является хрупким и не выдерживает ударов.
Важно использовать молоток резиновый или с полимерной насадкой. Стальной молоток будет дробить чугун на мелкие куски, которые могут попасть в стояк
Далее там начнет образовываться затор, который устранить будет очень сложно.
Работа с молотком и зубилом продолжается до тех пор, пока дело не дойдет то тройника, который приводит к стояку. Потом можно попытаться расшатать вручную крестовину. Но можно и вовсе оставить участок крестовины. Однако специалисты рекомендуют по максимуму убирать чугун из дома.
Работа по нагреванию труб выполняется оперативно вдвоем. Один человек может греть лампой трубы, а другой ножом удалять размягченную серу. Когда большое количество серы будет удалено с труб, крестовина спокойно отделится от стояка. Если не удается до конца вырвать тройник, его можно отрезать болгаркой. Главное – не повредить стояк.
Проблемы
Максимально сложно удалить сразу много чугунных труб. Нужно помнить о том, что после удаления старых труб понадобиться соединить чугун и пластик. Труба из чугуна отрезается болгаркой
*ВЧШГ — высокопрочный чугун с шаровидным графитом
Но как же отрезать трубу, если нет болгарки? Берется простая ножовка по металлу и труба отрезается. Отметим, что такие работы займут много времени и к этому нужно быть готовым.
Если не удалось отрезать трубу, то не стоит расстраиваться. Сегодня в строительных магазинах можно найти переходник с пластика на чугун.
Перед соединением пластикового переходника и чугунной трубы, нужно очистить поверхность для соединения. Сера удаляется нагреванием. Работа может занять более часа только на отжиг серы.
Потому стоит запастись терпением. Когда поверхности готовы, можно начинать выполнять соединение.
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.









Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Виды кислородно-флюсовой резки
Технологией кислородно-флюсовой резки производят обработку металлов напором газового пламени, смешанного со струёй кислорода, которая выполняет функцию «режущего пламени». Таким способом резку прочных металлов можно делать и вручную, и как механически. Для автоматической кислородно-флюсовой резки используют газорезательные устройства, в которые устанавливают резаки. Аппаратами мастер может делать поверхностную резку или разделительную. При ручном раскрое используют специальные держатели, в которых также под напором подаётся газ и кислород. И ручным, и машинным способами можно обработать высокопрочные металлы толщиной до двухсот миллиметров на большой скорости (около 300-700 мм/мин).
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Безопасность при работе
При выполнении сварки необходимо соблюдать следующие правила:
- Перед началом работы проверяют исправность всех блоков аппарата, целостность питающего кабеля. Необходимо использовать заземленное оборудование, гарантирующее защиту от поражения током.
- Обязательно применение маски сварщика, защитного костюма и рукавиц. Рядом со сварочным оборудованием стелют резиновый коврик.
- Детали, имеющие трещины или поры, нельзя закреплять на большой высоте.
- Работать нужно в помещении с хорошими освещением и вентиляцией.
Рабочее место снабжают аппаратом, удаляющим образующуюся во время сварки пыль.
- https://rem-serv.com/kak-zavarit-chugun-obychnym-elektrodom/
- https://plazmen.ru/kak-varit-chugun/
- https://kakpravilno01.ru/svarka-chuguna-jelektrodom/
- https://tutsvarka.ru/vidy/svarka-chuguna-elektrodami-po-chugunu-kak-pravilno-varit-kakie-elektrody-luchshie-vybrat
- https://elton-zoloto.ru/metally-i-splavy/kak-zavarit-chugun-jelektrosvarkoj.html
- https://Stroy-Plys.ru/274-kak-varit-chugun-elektrosvarkoy.html
- https://svarkapajka.ru/kak-varit-chugun-elektrodami.html
- https://BurForum.ru/metally-svarka/chuguna-elektrodom-po-nerzhavejke.html
- https://WeldElec.com/info/kak-pravilno-varit/chugun/svarka-elektrodami/
- https://svarkaved.ru/tekhnologii/svarka-metalla/kak-varit-chugun-v-domashnih-usloviyah
- https://www.rmnt.ru/story/metal/svarka-chuguna-elektrodami-osobennosti-texnologii-iuslovija.1288828/
- https://svarkaprosto.ru/tehnologii/kak-privarit-chugun-k-metallu
- https://svarkaved.ru/tekhnologii/svarka-chuguna/kak-svarivat-chugun-so-stalyu
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;
На фото: пора в сварочном валике
- различные элементы, в частности кремний, окисляются в сварочной ванне, что приводит к образованию оксидов. Тугоплавкость этих оксидов приводит к появлению непроваренных участков;
- быстрое охлаждение соединения и околошовной зоны приводит к образованию участков цеменита, отличающегося повышенной твердостью. Данные участки сложно поддаются механической обработке;
- чугун характеризуется высокой жидкотекучестью, что затрудняет удержание расплавленного металла в ванне и осложняет формирование шва;
- неравномерный нагрев и охлаждение хрупкого чугуна с большой вероятностью может привести к появлению трещин;
- расплавленный чугун склонен к выделению газов из-за чего в шве могут образоваться поры.
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение — 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.










При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
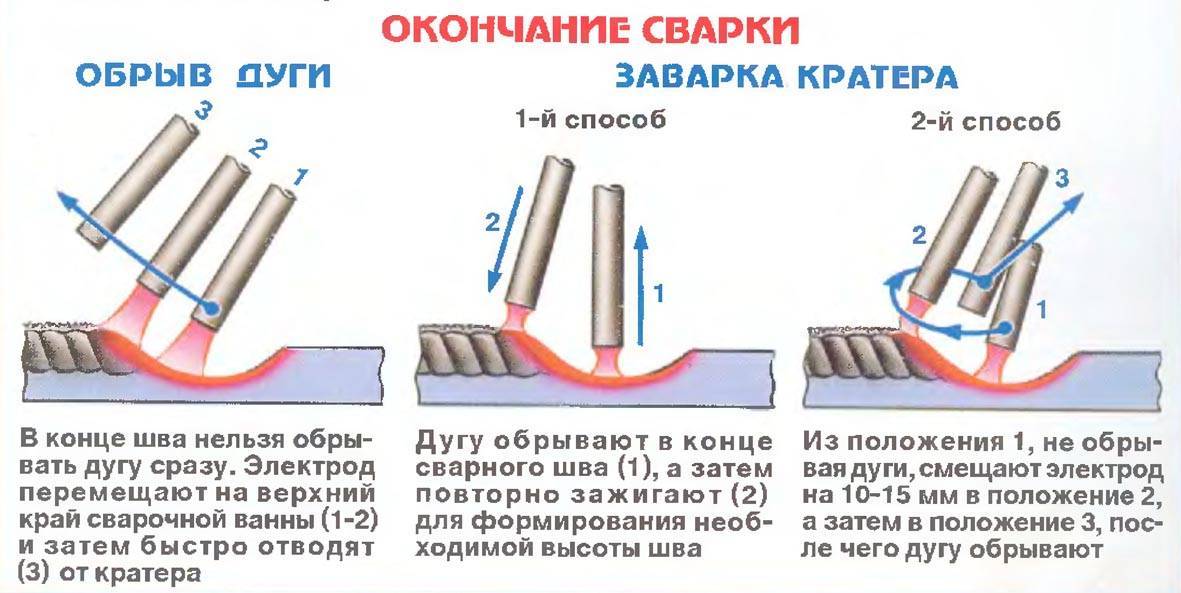
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться
Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.