
Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Сварка MIG и MAG, что это?
Понятия MIG и MAG сварка начали повсеместно использовать после введения международных стандартов ISO 4063 или ГОСТ Р ИСО 4063 и массовой поставки на рынок импортных сварочных полуавтоматов. Но это лирика, давайте все-таки дадим ответ на вопрос: «Что такое MIG и MAG сварка?»
MIG в переводе на понятный язык – полуавтоматическая сварка в среде инертного газа или их смесях. При этой разновидности процесса используются только инертные газы, т.е. такие которые не реагирует химически с металлом сварочной ванны, например аргон или гелий. Как правило, при MIG сварке в чистом инертном газе, несмотря на хорошую защиту зоны сварки от воздействия окружающего воздуха, формирование сварного шва ухудшается, а дуга становится нестабильной. Этих недостатков можно избежать если применять смеси инертных газов с небольшими добавками (до 1 — 2%) таких активных газов, как кислород (O2) или углекислый газ (СО2).
MAG простыми словами – полуавтоматическая сварка в среде активного газа или их смесях. К этой разновидности полуавтоматической сварки в защитных газах относится сварка в смесях инертных газов с кислородом или углекислым газом. При содержании кислорода или углекислого газа смесь становится активной, т.е. она влияет на протекание физико-химических процессов в дуге и сварочной ванне. Сварку малоуглеродистых сталей можно производить в среде чистого углекислого газа (СО2). В некоторых случаях использование чистого углекислого газа обеспечивает лучшую форму проплавления и снижает склонность к порообразованию.
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Какие электроды используются по нержавейке
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Обзор соединений проводов
Механическое соединение:
1. Скрутка. Запрещена в чистом виде, поскольку отсутствует надежный контакт для обеспечения пропуска тока, запрещен ПУЭ: п. 2.1.21. Настоящее время скрутку используют как предварительно операции перед сваркой.
2. Зажимы. Применяются три вида зажимов: пружинные клеммы, которые обеспечивают необходимое нажатия, пока сохраняются жесткость пружины; винтовые, у которых существует возможность ослабления резьбовых соединений и, как следствие, ослабление контакта; зажимные клеммы – обеспечивают контакт механическими эксцентриковым прижимом.
3. Опрессовка гильзами. Этот вид один из самых надежных. Но для него необходимо иметь набор специальных гильз подходящего диаметра и обжимок для обеспечения необходимых требований по величине давления.
Неразъемные соединения:
- Пайка. Разрешено использование при соединении тонких проводок со слабой токовой нагрузкой. Пайка медных кабелей бытового и промышленного назначения не рекомендуется ПУЭ глава 4.2 п. 4.2.46 в связи с окислительными процессами, проходящими в оловянисто – свинцовых припоях.
 2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
Где применяется?
Технология пайки занимает почетное второе место по частоте использования для соединения материалов. Первенство принадлежит сварке. Однако существуют сферы, где по определенным причинам невозможно применить сварочное оборудование и достойной альтернативы пайке не существует. Утверждение справедливо для следующих отраслей промышленности:
- Производство электронных плат управления. Для крепления миниатюрных компонентов применяют спаивание.
- Холодильное оборудование. Медные трубки, теплообменники соединяют только с помощью пайки. Ремонт радиаторов для наземного транспорта и спецтехники осуществляют с применением данной технологии.
- Соединение высоколегированных сплавов, которые плохо поддаются действию сварки.
- Авиационная промышленность. Промежуточный слой обшивки самолетов имеет сотовую структуру. Для ее производства используют пайку в термических печах.
Технологию применяют в тех случаях, когда прочие виды соединения, такие как клепка, склеивание или болтовое, невозможно применить по каким-либо причинам. Важным условием является отсутствие требований по высокой прочности контакта.
Применение и особенности работы
Понятно, что графитовый электрод используется не только для сварки проводов — область его применения гораздо шире. Для предварительной обработки металла перед сваркой или другими видами обработки, резки металлических заготовок, обработки кромок металла — для всех этих задач применяется данный вид электродов. Использование графита позволяет быстро и эффективно срезать заклёпки, осуществлять прошивку элементов из легированной или углеродистой стали. Применяются также специальные стержни для плавления стали, чугуна и сплавов в электротермических печах. Они изготавливаются с ниппелями, что позволяет соединять их между собой, из-за чего подача электрода в печь осуществляется непрерывно. Использование электродов из графита для дуговой резки металла снижает количество брака.
Электроды из графита применяются также в следующих процессах:
- сварка изделий из цветных металлов;
- заварка изъянов, полученных при литье;
- сваривание тонколистовых металлических элементов;
- наплавка твёрдосплавных частей к основе.

Работа с графитовым электродом может проводиться и с присадочным материалом. Пруток из материала, который используется в качестве присадочного, может подаваться в процессе сварки или укладываться заранее в место расположения шва.
Нужно помнить, что работа с этим видом электродов имеет свои особенности. При длительной сварке, чтобы материал стержня не расходовался слишком быстро, и дуга была устойчивой, нужно на электрод подавать минус (то есть должна применяться прямая полярность). Внешние факторы оказывают заметное воздействие на стабильность дуги. КПД при работе с графитом ниже, в сравнении с плавящимися электродами. Соединения, полученные в результате сварки получается не очень пластичными, не исключается появление пустот. Сама по себе работа, если применяется угольный или медно-графитовый стержень, значительно отличается от сварки обычными электродами, поэтому к ответственным задачам следует допускать лишь опытный персонал.
Сварка медных проводов графитовым электродом
Сварка — это самая надежная методика соединения медных проводов, благодаря которой эксплуатация изделий возможна не один десяток лет. Для быстрого и качественного соединения применяются медные электроды, предназначенные для сварки, специальные трансформаторы, спецификой работы которых является непостоянность их нагрузки. Такой инструмент вполне можно изготовить в бытовых условиях. При этом сварочные работы может выполнять даже еще недостаточно опытный сварщик.








Какие электроды можно использовать для соединения кабеля из меди
Для соединения проводов из меди, как правило, подходят не все электроды. В данном случае используются угольные, графитовые электроды. В бытовых условиях при выполнении сварочных работ своими руками в качестве таких электродов вполне могут быть:
- щетки коллекторных двигателей;
- стержни батареек;
- прочие похожие инструменты, сделанные из графита.
Чтобы немного подкорректировать держатель под стержни из графита, нужно приспособить для соединения массы аналогичный «крокодил», который используется под электроды. Они будут более компактными, чем заводские, соответственно, в электрощитах работать намного комфортней. Нужно также не забыть про дополнительную изоляцию самих ручек.
https://youtube.com/watch?v=AjWBGsbD8pw
Угольные, графитные электроды имеют общее сходство: их температура плавления намного выше температуры плавления чистой меди в четыре раза, в результате чего расход электродов достаточно небольшой.
Необходимо обратить внимание! Электроды для сварки медных проводов нагреваются до максимальных температур мгновенно, в результате чего существует риск перегревания соединяемого материала, а это может способствовать повреждению изоляции медного кабеля. Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой
Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
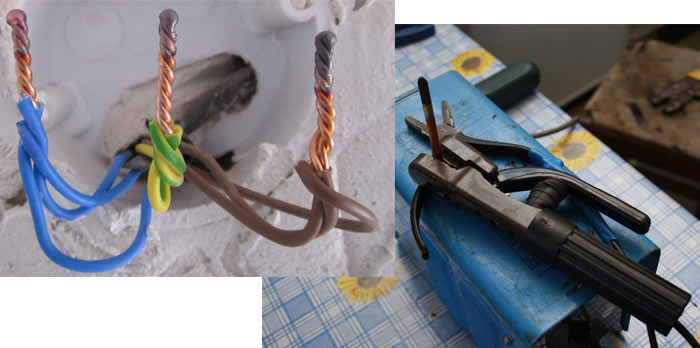
Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
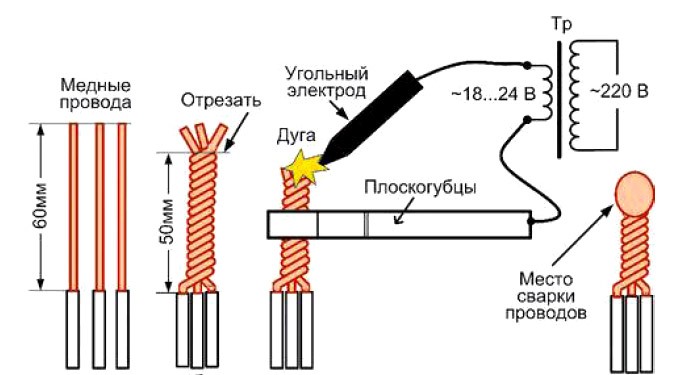
Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки.
Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Источник
Как пользоваться
Перед началом сварки свободный крокодил от минусовой клеммы аккумулятора зажимается на одной из заготовок. Он будет выполнять функцию массы. Стержень при этом будет работать как электрод. Его конец кратковременными касаниями прикладывается к месту наложения шва. Электрод греется, поэтому его лучше удерживать плоскогубцами. Графит раскаляется и начинает плавить тонкий металл. Чтобы не прожечь деталь, электрод следует медленно вести по линии стыка заготовок, иногда прерываясь. В первые секунды графит сильно дымит, пока на нем не перегорят остатки электролита из батарейки.

Варить можно швом или делать точечную сварку. В последнем случае стоит предварительно сверлить отверстия в верхней соединяемой детали. Это приспособление также подходит и для пайки. Им можно раскалять деталь, после чего прикладывать к ней припой.

Сварка аккумулятором изнашивает батарею, поэтому этим способом не стоит увлекаться
Важно держать электрод замкнутым не более нескольких секунд за один раз. При нагрузке от сварки батарея нагревается и может разорваться
Сигналом к этому будет исходящий от нее шум кипения электролита. Чем больше аккумулятор, тем крупнее и толще заготовки можно сваривать. Обычно заряда батареи достаточно для работы на протяжении нескольких минут.

Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте. Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
- подготовить исполнителей к этому опасному процессу;
- произвести отбор подходящих работников;
- четко контролировать этапы сварных процессов;
- гарантировать качество итоговых сварных швов.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.








Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой
Состав и технические характеристики
Электрод состоит из 2 основных частей, между которыми установлена изолирующая прокладка. Она состоит из окиси железа, меди, алюминия и т. д.
Основные части сделаны из кокса. Это специальный состав прессованного угля. Из-за этого во время работы в металле повышается содержание углерода.
Разные модели электродов имеют разные характеристики, которые зависят от их состава. Главными параметрами электродов такого типа является толщина срезаемого металла, размер канавки и диапазон токов.
Для примера рассмотрим характеристики электродов ЭГП/НР:
- плотность объема — 1,6 г/куб. см.;
- примесь золы — 0,2%;
- сопротивление — 8 мкОм;
- прочность при изгибе — 11 МПа;
- упругость — 9 ГПа;
Различия угольных и графитовых электродов
Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие – цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
Технология создания скруток с последующей сваркой
К участку, где скрутка выходит из изоляции, необходимо подсоединить металлический радиатор — это помогает не допускать плавления изоляции. Чаще других выбирают элементы из меди. Она обладает высокой теплопроводностью. Перед тем как начинать варить жилы проводов, надо выполнить подготовку.
Такие предосторожности облегчают сваривание скруток жил проводов с электродами для любых металлов
Алюминиевые провода
Соединение алюминиевых проводов проводят с помощью флюса. Это порошок, помещенный внутрь проволоки, который способен расплавлять и продуцировать защитный газ. При таком способе сварные кромки защищены от окисления из-за контакта с кислородом.
Силу тока для проведения сварочных работ выставляют с использованием регулятора. Опытные мастера при выполнении соединений могут просто выжидать нужное время для удержания дуги.
Медные жилы
При выполнении скруток из медных жил концы их отрезают на одном и том же расстоянии.
Там, где радиатор будет фиксироваться к проводам, нужно присоединять зажим массы агрегата, затем подносить к подрезанным краям графитовый электрод. Контакт при этом не должен занимать много времени — оптимальной длительностью считают секунду. За этот период воздействия на месте окончания скрутки формируется расплавленный медный шарик.
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности
Другими словами, минус подается на электрод
При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата. При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками
Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности. Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности
При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками. Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности. Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.










Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Электроды, необходимые для сварки
Для спаивания проводки необходим электрод для сварки медных проводов. Многообразия в их выборе нет. Существует всего два вида. Это угольные и графитовые электроды. Сварка графитовым электродом наиболее востребована.
Популярность этих электродов вызывает небольшая стоимость. К тому же, графит создаёт такое термостойкое соединение, которое устойчиво к коррозии. А в процессе использования они не образуют трещин. Из-за этого сварка медных проводов графитовым электродом набирает всё больше поклонников.
Задавшись целью отремонтировать проводку, примите к сведению, что электрод лучше взять неметаллический. Ведь он имеет большой ряд преимуществ.
- Достаточно невысокая стоимость и возможность приобретения в любом из магазинов строительных материалов.
- Нагрев до температуры плавления медного провода происходит очень быстро.
- Материал, который не является металлом, не будет в процессе работы прилипать к проводам.
Электроды, изготовленные из графита, очень легко отличить от угольных. Окраска у них тёмно-серая, имеющая металлический отблеск.

Большим плюсом этих электродов является то, что у них стойкость к окислению повышена за счёт применения для их изготовления кристаллического углерода, который обладает именно такими свойствами.
Применяя такой процесс, как сварка медных проводов графитовым электродом, вы сможете обеспечить свой дом качественной проводкой на долгие годы.
Но не стоит забывать о том, что при сварке проводов из меди опасность во время работы нисколько не меньше, чем при обычной сварке. Поэтому обязательны как сварочные рукавицы, так и сварочная маска. Меры противопожарной безопасности тоже должны соблюдаться.
Это можно достигнуть опытным путём, начав работу. Приобретая аппарат для сварки, который будет использоваться только для спаивания проводов, не стремитесь к большой мощности. Она вам будет не нужна.
Еще по этой теме на нашем сайте:
- Делать сварочный стол своими руками или купить – что лучше? Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
- Что такое журнал сварочных работ – пример заполнения сварщиком Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той…
- Сварка углового шва — как сделать правильный сварочный шов Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все…
- Магнитные уголки для сварки — виды и применение Сварочные работы становятся проще и точнее, благодаря использованию магнитных уголков, поэтому данный элемент рекомендован многими специалистами в области сварки. Если применять магнитные уголки для сварки,…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):





