Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении. После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона. Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
 Таблица резки металлов газовым резаком.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
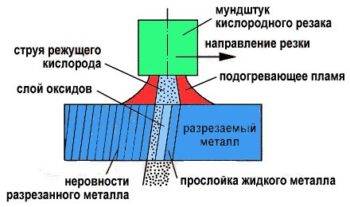 Схема резки металла резаком.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Резка металла пропаном и кислородом
- Металлоконструкции
- Резка металла
- Плазменная резка металла
- Газокислородная резка металла
- Продольная резка металла
- Ленточнопильная резка металла
- Рубка металла гильотиной
- Художественная резка металла
- Фигурная резка металла
- Поперечная резка металла
- Продольно-поперечная резка металла
- Резка металла газом
- Гидроабразивная резка
- Лазерная резка металла
- Резка листового металла
- Резка по металлу
- Лазерная резка металла на заказ
- Резка металла по размерам заказчика
- Резка металла водой
- Резка металла пропаном и кислородом
- Электроэрозионная резка металла
- Цены на резку металла
- Струйная обработка металла
- Полировка металла до зеркального блеска
- Покраска металла
- Гибка металла
- Сверление отверстий в металле
- Изготовление деталей
- Токарные работы
- Сварка металла
- Производство стальных деталей
- Вальцовка листового металла
- Металлообработка ЧПУ
- Металлоконструкции для метро
- Хомуты стальные
Профессиональная газовая резка: услуги резки металла кислородом и пропаном
Компания «Металлообработка 24» предлагает широкий спектр услуг, в том числе и такую, как кислородная резка металла.
Являясь одним из наиболее распространенных видов металлообработки, газокислородная резка отличается высокой эффективностью и производительностью.
В нашей компании газовая резка металла пропаном и кислородом осуществляется в самые короткие сроки, с неизменно высоким качеством.
Как режут металлы горящим пропаном и кислородом: технология процесса
Резка металлов газом требует нагревания металлической поверхности до нужной температуры, которая зависит от разновидности металла. Материал должен иметь температуру горения меньше, чем температура его плавления. При игнорировании этого правила расплавленный, но не сгоревший металл с большим трудом удаляется из разреза, а кромки реза выглядят неаккуратно.
После нагревания металла происходит собственно резка. При соприкосновении с раскаленной поверхностью газ, поступающий из резака, немедленно воспламеняется, и начинается процесс раскроя металла.
Во время раскроя металлоизделий газорезкой используется кислород, при помощи которого разрезается металл, и пропан, выступающий в качестве подогревателя металлических поверхностей. Резка металла пропаном неосуществима, а резка металла кислородом без участия пропана возможна далеко не для всех видов металлов. Оптимальной является комбинированная газовая резка металлоконструкций – пропаном и кислородом; именно в таком случае достигается максимальная эффективность работы. Единственным ограничением подобного способа разделения металла на фрагменты является толщина материала.
Кислородно-пропановый вид резки наиболее успешно применяется для обработки низкоуглеродистых и низколегированных сталей и титановых сплавов.
Стоимость резки изделий из металла в нашей компании
Предлагаемая нашей компанией цена на кислородно-пропановую резку металла является одной из самых выгодных в Москве. Стоимость работ зависит от объема партии и вида обрабатываемого металла. Чтобы получить дополнительную информацию и рассчитать итоговую цену конкретного заказа, позвоните нашему специалисту по указанному контактному телефону.
Вы также можете оставить заявку на резку металла прямо на сайте, заполнив соответствующую форму.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
При резке лазером (причём хоть СО2, хоть волоконным) через сопло вместе с лазером подаётся газ для того чтобы удалить из зоны резки продукты горения или помочь лазеру обрабатывать материал.
Азот
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла. Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.

Но и это ещё не всё, в некоторых станках воздух используется ещё и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики. Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Резка металла кислородом и пропаном
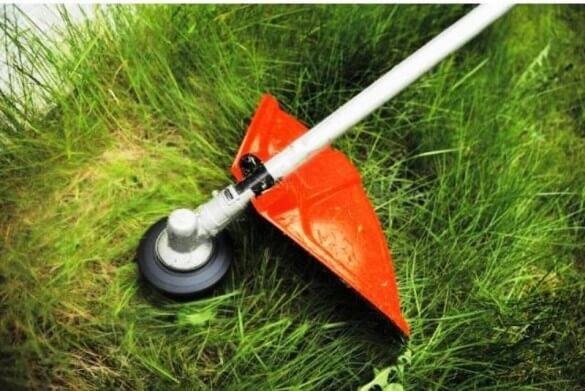
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.

Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).









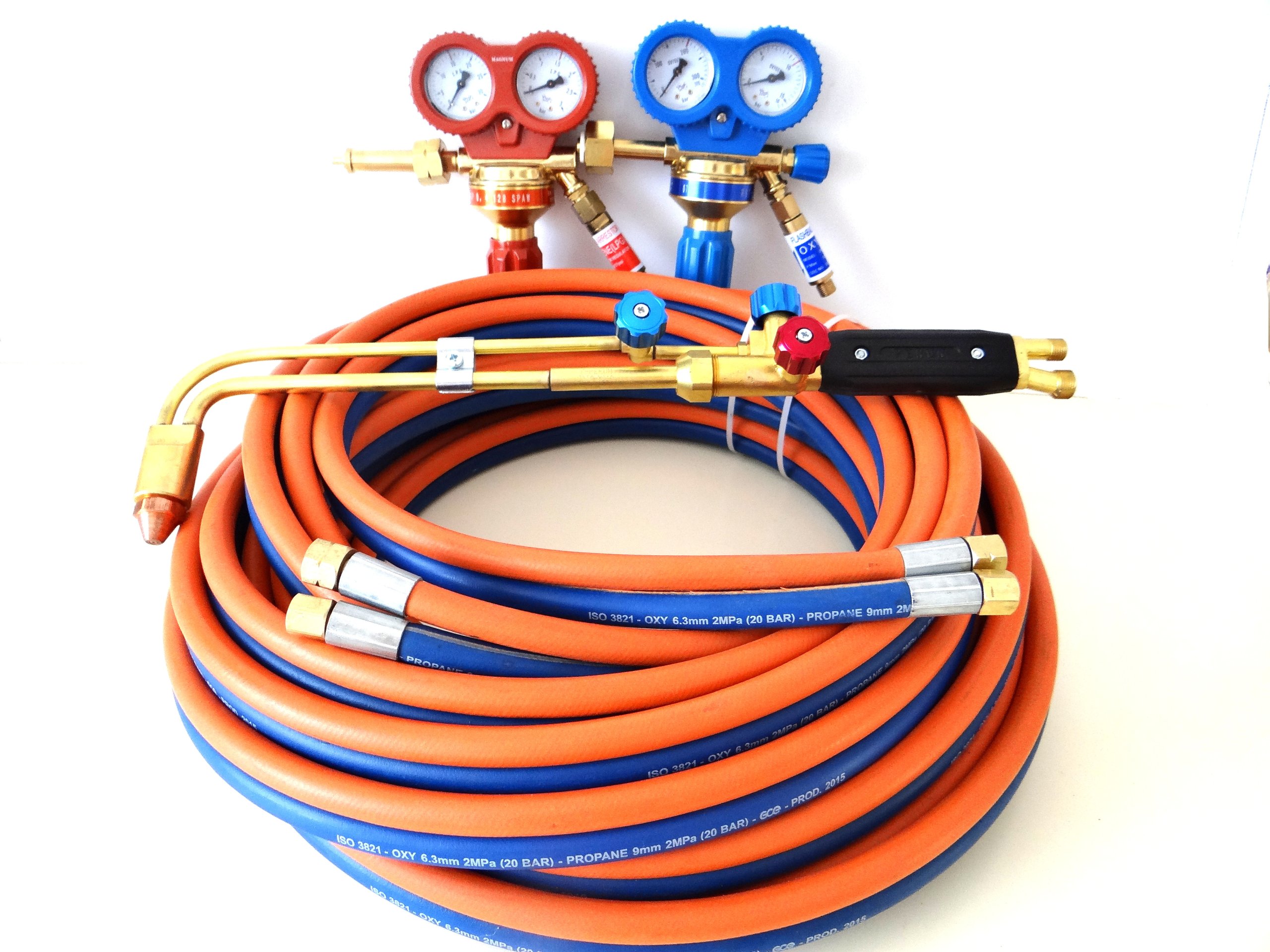
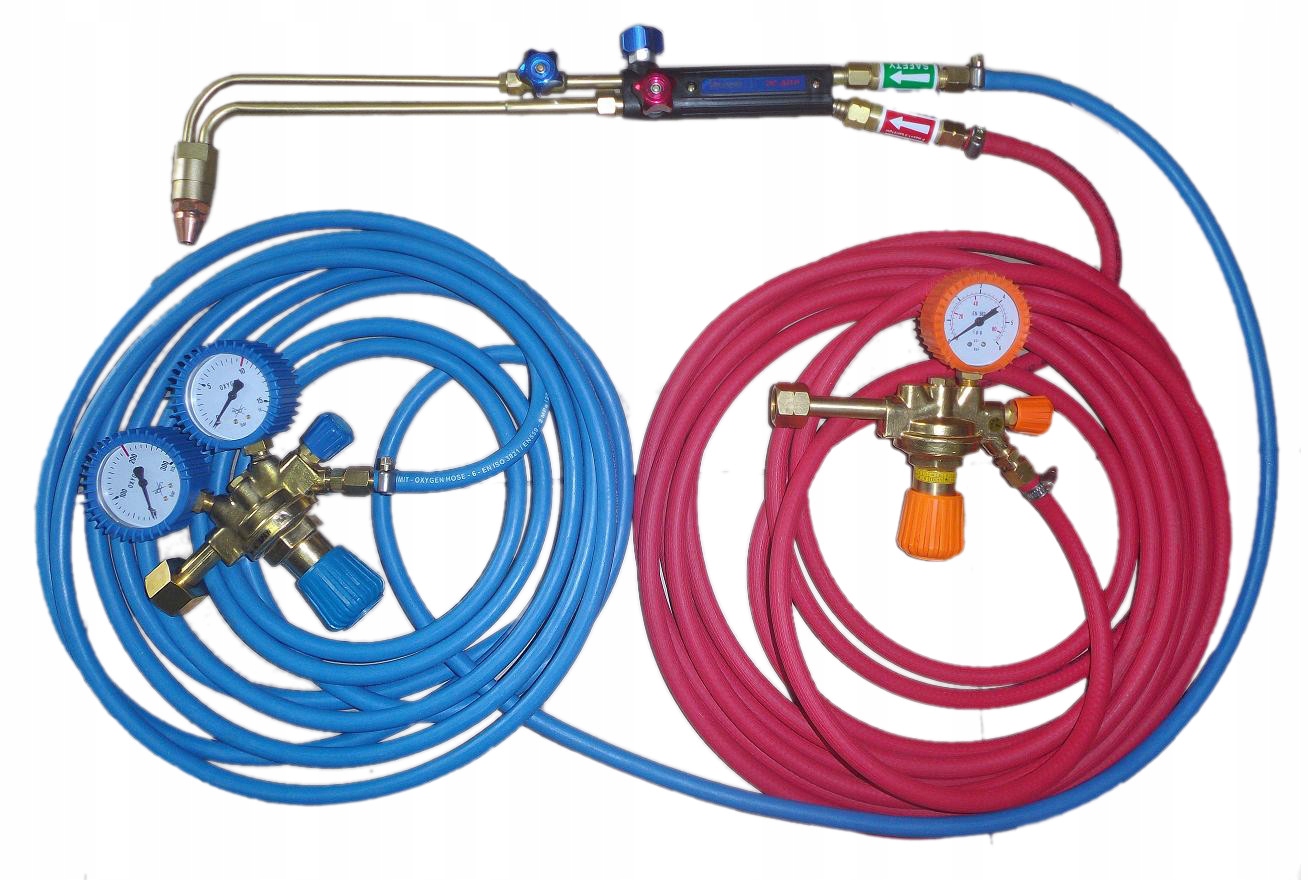
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
Проверьте, нет ли утечки газов в разъемных соединениях;
Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов.
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
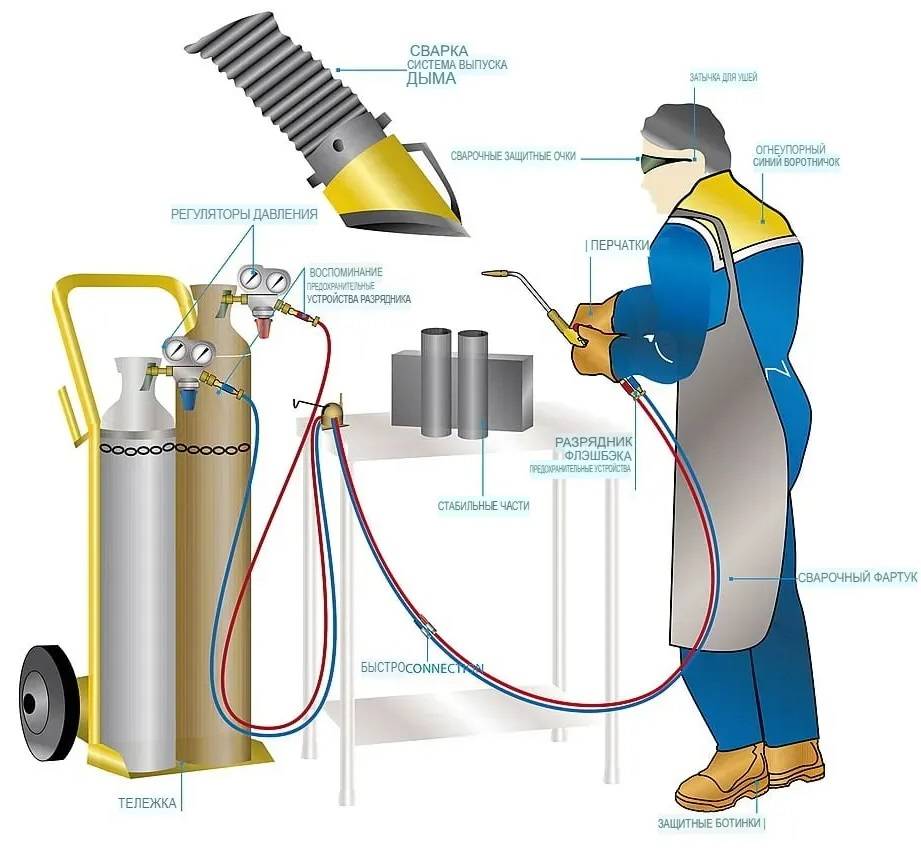
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
Преимущества метода
Резка газом имеет массу преимуществ перед другими видами обработки металла. Это:
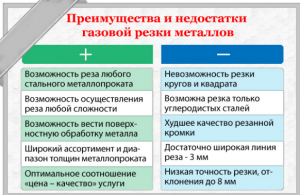 Преимущества и недостатки газовой резки
Преимущества и недостатки газовой резки
- ровный и аккуратный шов (при соблюдении всех правил);
- возможность резки стали толщиной до 80 мм, разрезания других металлических изделий толщиной до 200 мм;
- выполнение работ повышенной сложности;
- автономность, возможность вести работы в «полевых» условиях;
- универсальность, использование для большого количества сортов проката;
- возможность поверхностной обработки металла без повреждения глубоких слоев;
- высокая скорость резки (по сравнению с методом плавления);
- отсутствие вероятности попадания продуктов распада внутрь металла;
- оптимальное соотношение цены и качества.
Резаком можно работать с металлами любой толщины, осуществлять прямой, прямолинейный, контурный или произвольный рез.
 Процесс газовой резки металла
Процесс газовой резки металла
После отрезания металла пламя тушить не нужно. В результате этого удается избежать значительных теплопотерь. По необходимости процесс резки можно быстро остановить. Достаточно потушить пламя, и металл охладится за короткое время.
С помощью кислородной резки можно делать сложные по форме изделия, при этом отсутствует вероятность рваных швов.
Резка газом подходит для разделки под сварку, удаления поверхностного слоя, устранения дефектов, изготовления заготовок и раскроя листа металлопроката.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину
По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз
Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Качество резки
Качество газокислородной резки является весьма важным фактором и слабым местом технологии. Чтобы его обеспечить, необходимо контролировать следующие параметры:
- Подача кислорода. Необходимо точно выдерживать этот параметр. Недостаточная подача вызывает неполно окисление разрезаемого материала и накапливанию оксидом в рабочей зоне Переизбыток же охлаждает рабочую зону и выносит из нее тепло, приводя к нестабильности реакции горения.
- Чистота промышленного газа. Применение загрязненного кислорода приводит к скоплению шлаковых масс на нижней стороне разреза, снижению скорости резания и повышенному расходу газа.
- Мощность факела подогрева. Исходя из состава газовой смеси, различают три типа пламени. Окислительное применяется для работы с листом в 3-9 мм. Обычное – для заготовок от 10 до 100 мм. Для более толстого материала используют т. н. науглероживающее пламя подогрева.
- Длина факела. Факел должен быть длиннее, чем толщина детали. Это позволит эффективно выносить продукты горения за пределы рабочей зоны.

Опытный мастер должен быть способным одновременно контролировать все указанные параметры.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.








Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
 Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Расход кислорода и пропана на резку металла
Поэтому мы начнем нашу статью с описания способов резки.
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали. Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали. Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p
(допустимый расход) иV (скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p
равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V
– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Оборудование для газовой резки
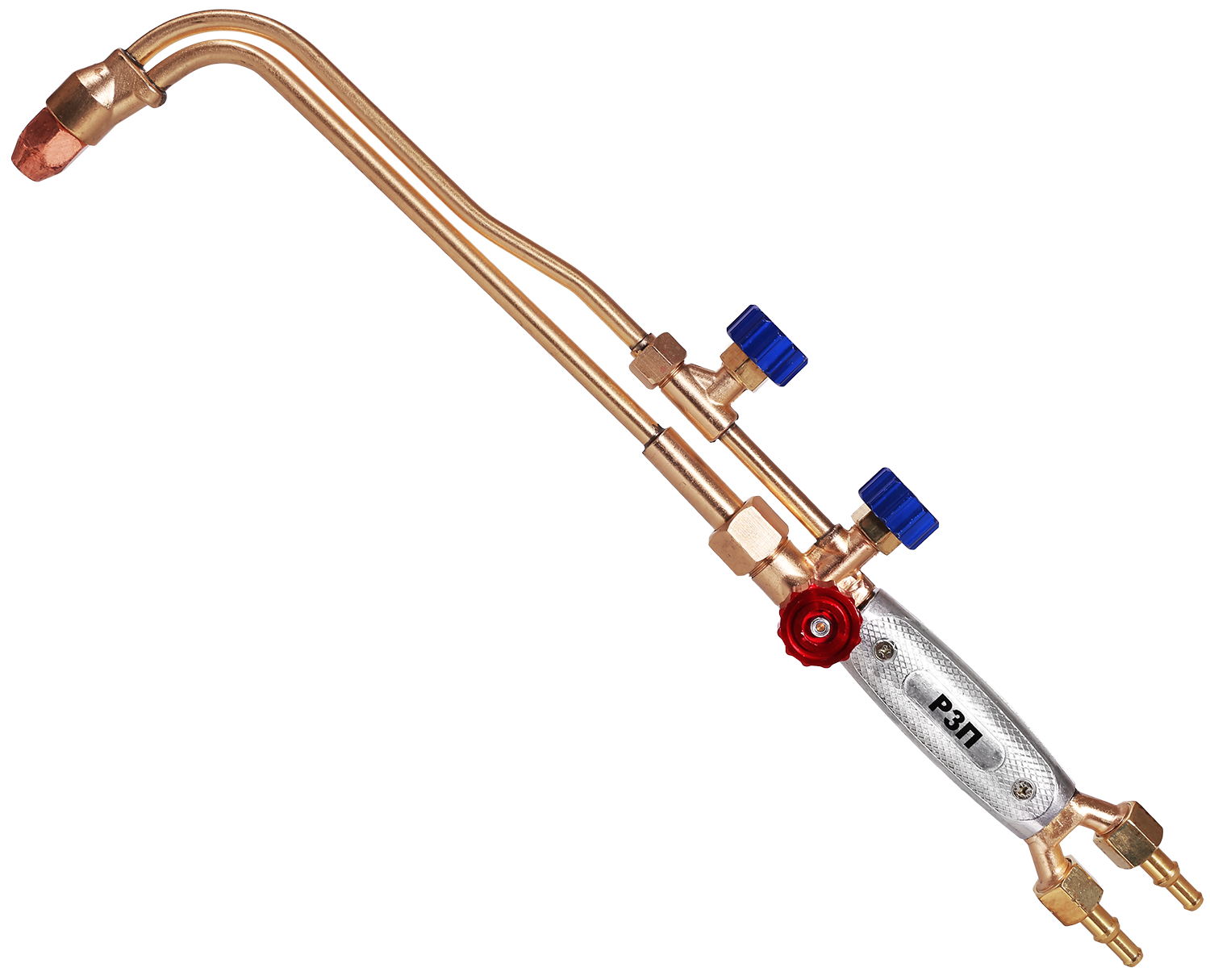
Итак, в России, еще со времен СССР самым распространенным считался резак Р1-01. Он является ручным с инжекторным соплом, что дает струю под высоким давлением, которая и режет металл «как горячий нож масло».
Более мощные модели – это Р2-01 и Р3-01П. Их основное отличие – это размер сопла, рабочее давление кислорода в системе, рабочее давление подачи нагревательной смеси.
Управление таким столом является чисельно-программным. То есть, человек просто задает параметры резки.
Такое оборудование для кислородной резки металла используется исключительно на листовых металлах, где выполняется либо ровная резка, либо дуговая.
Стоит отметить, что моделей данных столов – огромное количество, но практически все они являются аналогами АН-01, который был разработан Шепелевым еще в СССР!
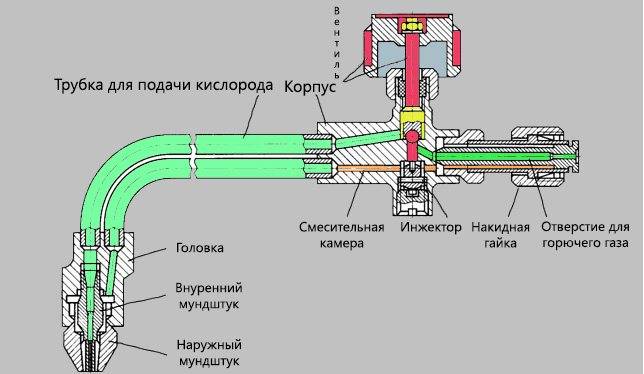
Схема кислородного резака
Таковыми, к примеру, являются «Смена», «Орбита», «Secator», «Quicky-E». Во всех у них рабочая температура в диапазоне 1000-3200 градусов по Цельсию. Работают как с ацетиленовым, так и с пропановым нагревателем.








В моделях Quicky используется также смешанное – ацетиленово-пропановое нагревание. В этом случае, сопло используется только раздвоенное. То есть, на одно из них подается ацетилен, на второе – пропан.
ВАЖНО ЗНАТЬ: Технология и методы лазерной резки алюминия
Кстати, стоит отметить, что в такой резке нагревательная смесь поддается от центра (то есть, от кислородной струи).
Также еще отмечаются так называемые стационарные резаки для газовой резки металла.
Такие резаки являются более удобными для работы, но стоят весьма дорого. Зато их режущей мощности более чем достаточно для того, чтобы разрезать толстый слой высокопрочного металла!
Это стало возможным из-за того, что в таких резаках используется дополнительный нагнетатель, при помощи которого что нагреватель, что кислородная струя подается под еще большим давлением.
Работает дополнительный компрессор на электричестве, к тому же – трехфазном (380 Вольт). Из-за этого он и не может быть мобильным! Используется такой резак исключительно на профессиональных предприятиях.
Портативный резак — Гугарк
Гугарк – это самый популярный представитель таких резаков.
Кстати, газовая горелка для резки металла также бывает двух видов – так называемая прямая и гнутая:
- Первая – это та, которую вы все привыкли видеть. Представляет из себя букву Г и работает при помощи операторского направления.
- Ну а вторая, прямая – это горелка типа сопло, которая используется на столах-резаках.
Стоит также отметить, что в прямых соплах используются спаренные наконечники для того, чтобы при движении не нарушить угол наклона сопла один к одному.
Кстати, учитывайте, что каждый из резаков имеет свой коэффициент работы и мощности с каждым металлом.
Больше всего, конечно же, уйдет на вольфрам – аж 1,4! При этом разогрев будет в районе 3800 градусов по Цельсию (используйте при этом только специализированные наконечники)!
Возможна ли деформация металла?
Резка газом предполагает термическое воздействие на материал, в результате этого деформационных изменений удается избежать не всегда. Деформация заключается в удлинении, укорочении или изгибе изделия. Вырезанная деталь может быть вывернута вовнутрь или наружу.
Существуют факторы, которые способствуют деформации металла:
 Схема процесса кислородной резки
Схема процесса кислородной резки
- неравномерный нагрев;
- высокая скорость движения пламени;
- резкое охлаждение места нагрева.
Необходимо исключить действие этих факторов, иначе придется исправлять полученный дефект. Есть несколько простых способов, которые позволяют вернуть заготовке правильную форму: использовать обжиг или отпуск, применить правку стали на вальцах.
Деформации можно избежать, если предварительно закрепить изделие и подогреть его, соблюдать скорость подачи газовой смеси, придерживаться правильной технологии резки
Важно последовательно выполнять все этапы, выбирать режим резки, исходя из толщины и типа материала. Нельзя начинать обработку с высоких скоростей подачи газовой смеси
При отсутствии большого опыта следует начинать работу с небольших заготовок, а не с вырезания изделий из цельных листов.