Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).
Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.
Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
Пазовые
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
Концевая пазовая
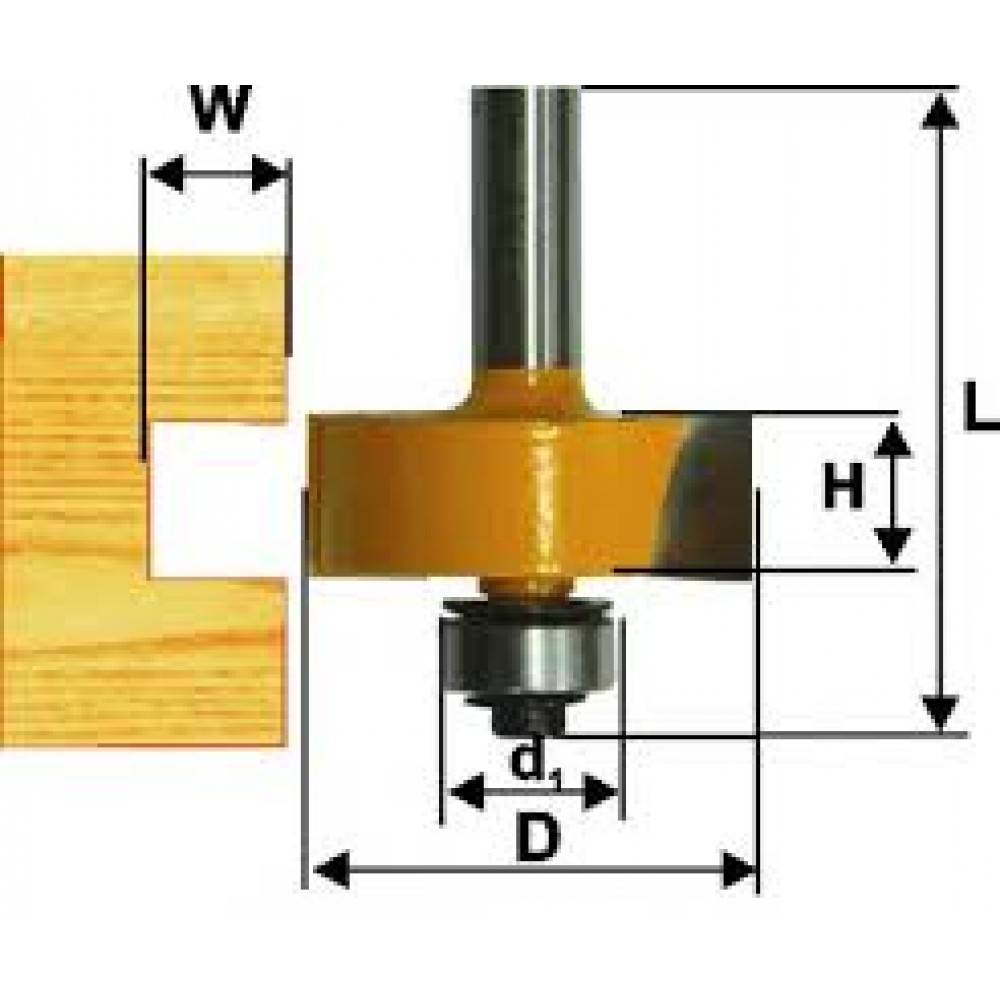
«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
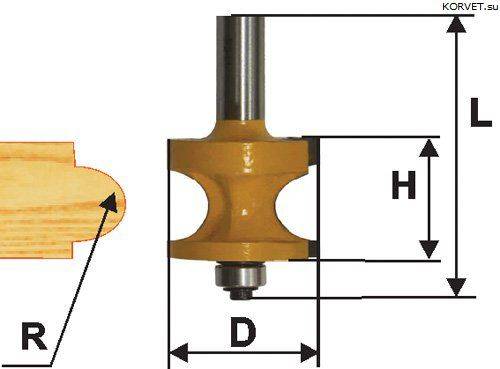
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
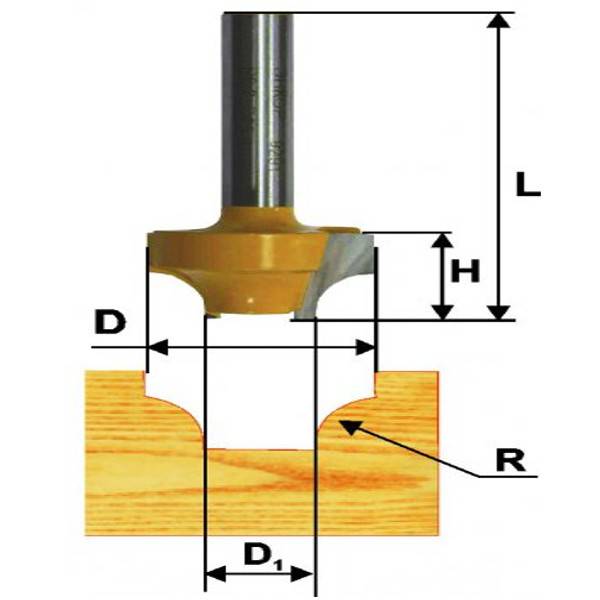
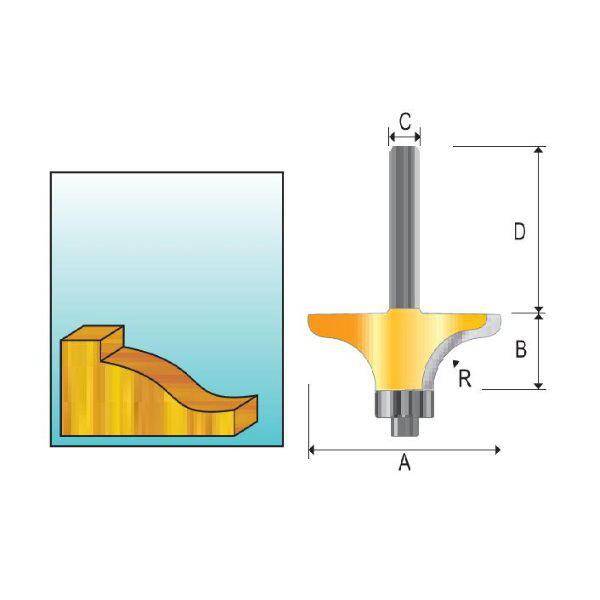
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.
Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
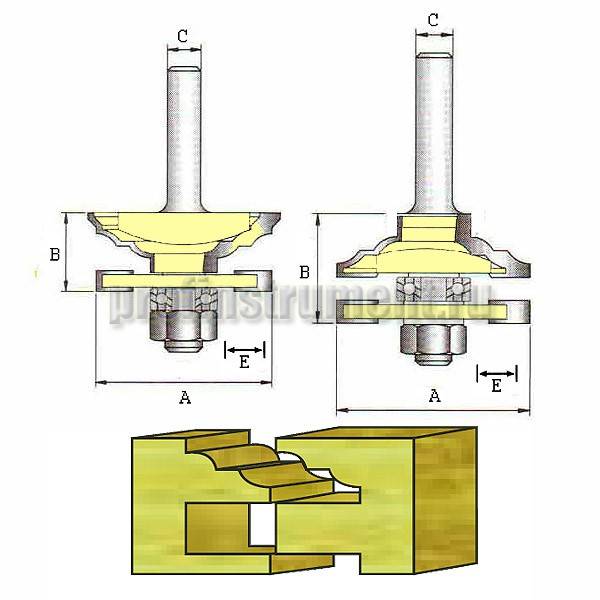
Комбинированные
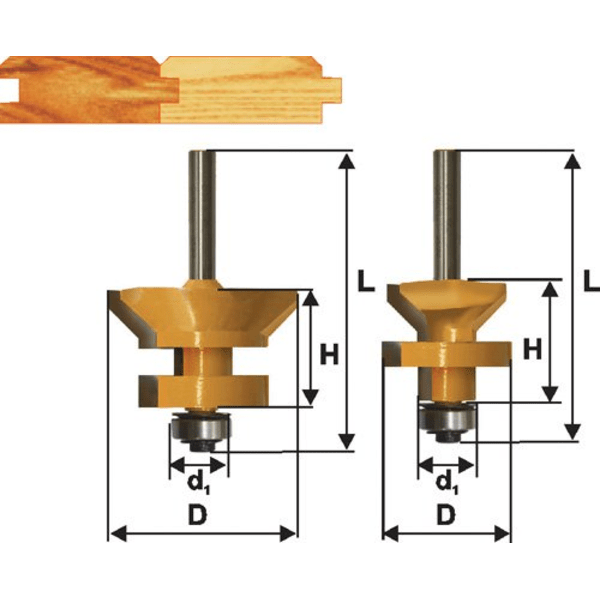
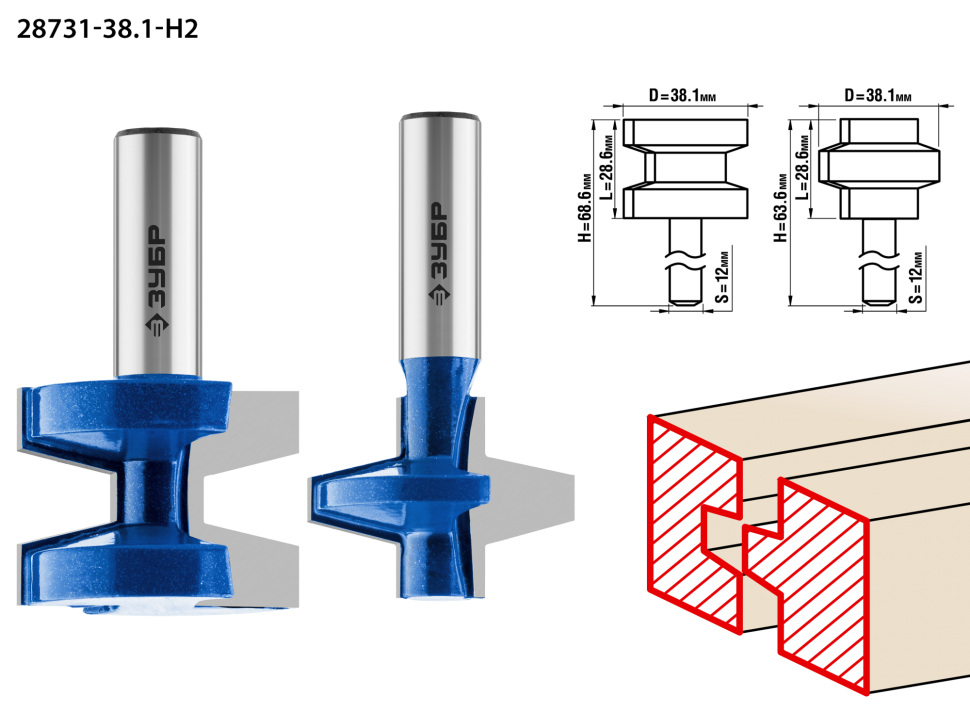
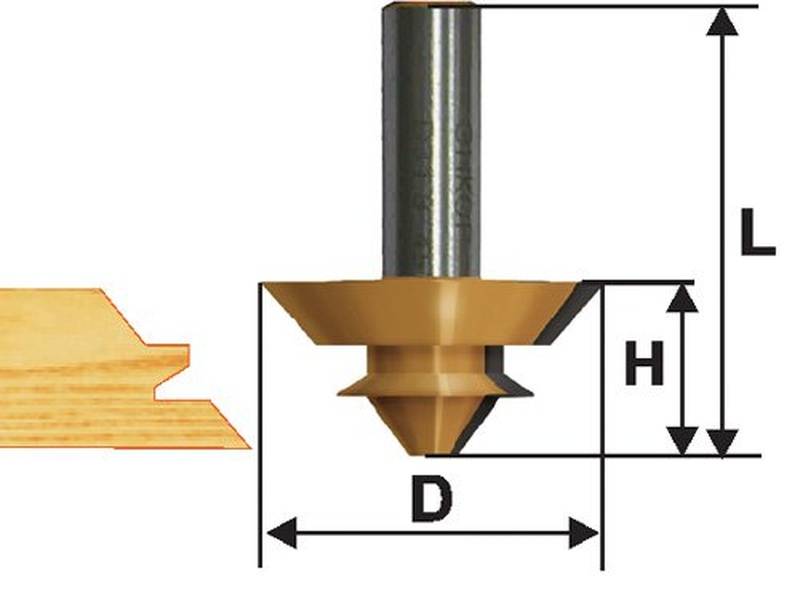
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
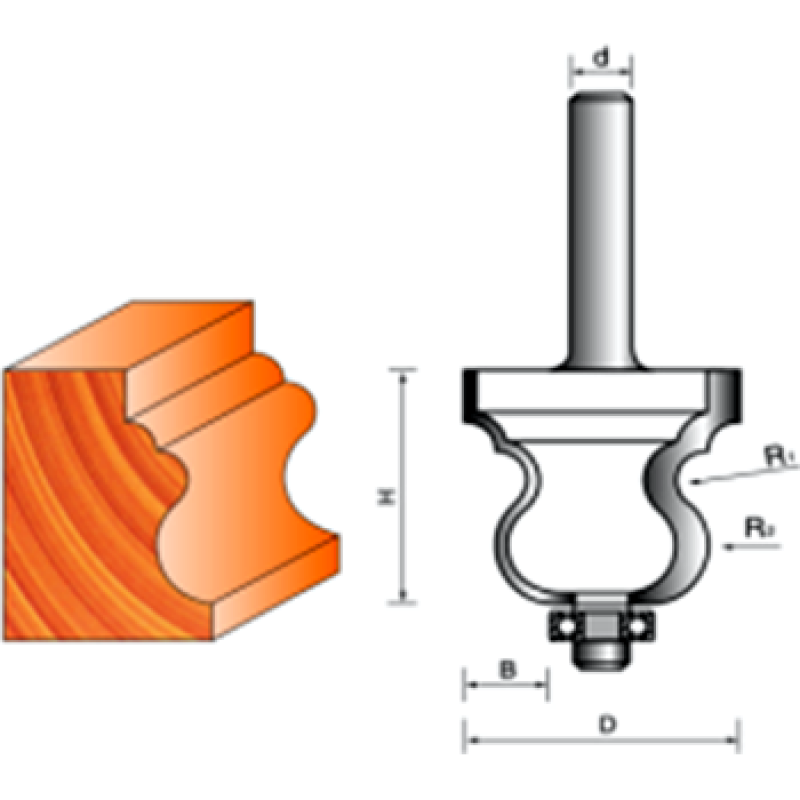
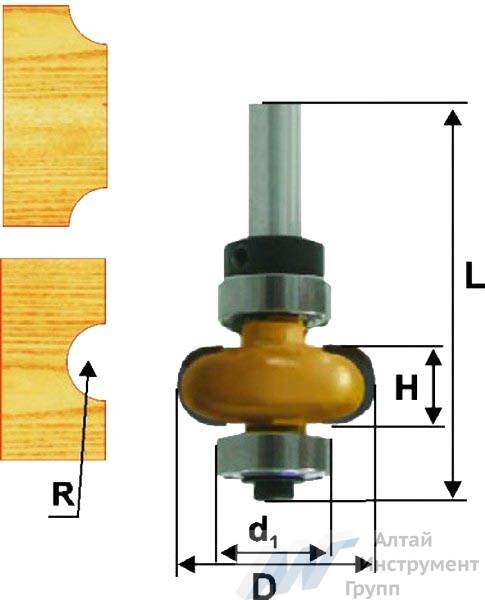
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.
Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).

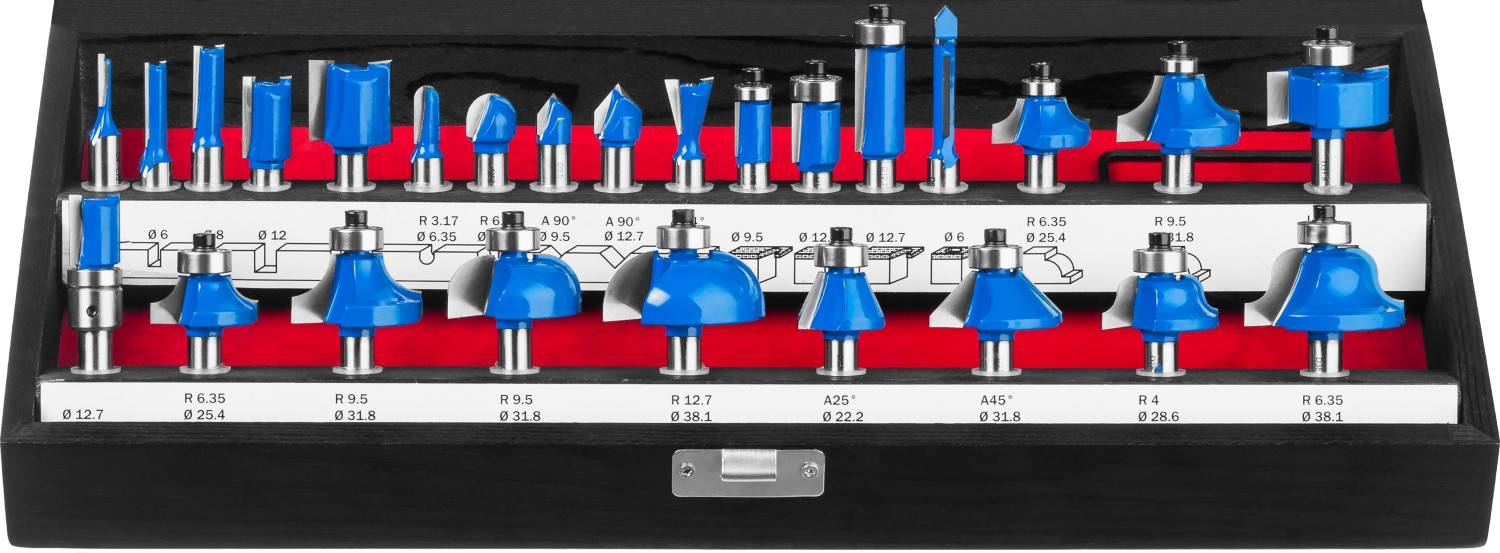


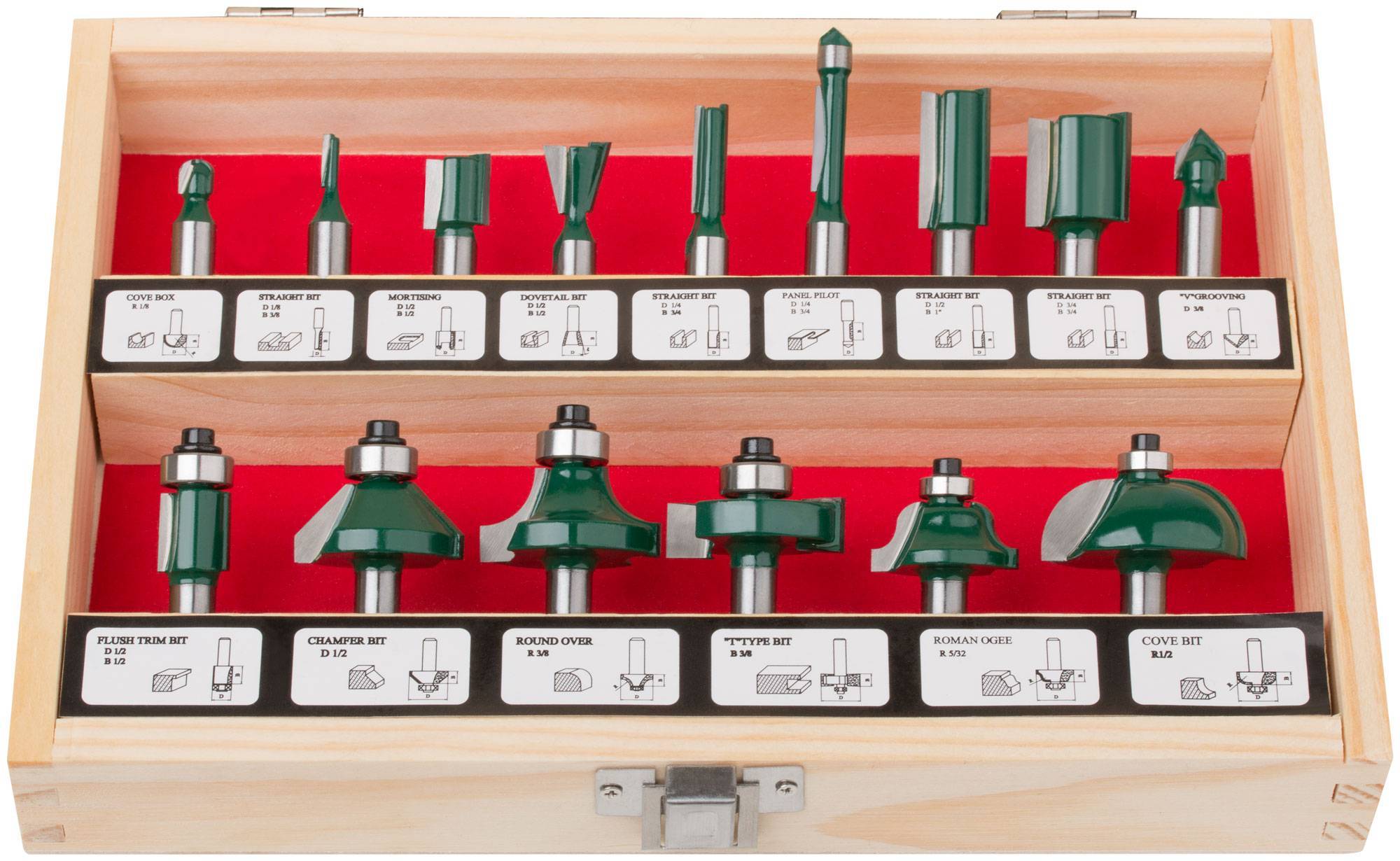

Пример классической фигирейной фрезы именно для ручного фрезера на изображении:
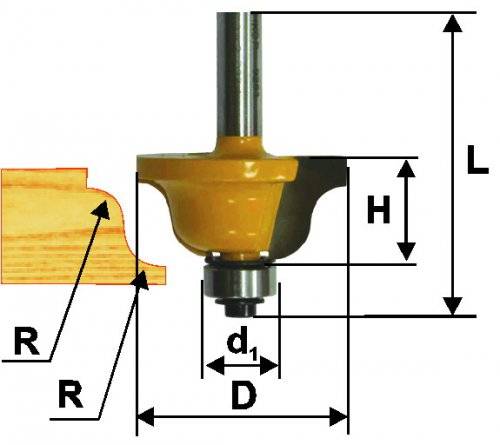
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия
Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д
На изображении – сверло Форстнера:
Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов. К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам
Как правило, для таких фрез используются ножи из более твердых сплавов
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Разновидности ручных фрезерных станков
 Для простых работ с ручным фрезером не нужно иметь огромный опыт. Чтобы отфрезеровать плинтус или рейку, потребуются буквально несколько секунд.
Для простых работ с ручным фрезером не нужно иметь огромный опыт. Чтобы отфрезеровать плинтус или рейку, потребуются буквально несколько секунд.
Ручные фрезерные станки немного отличаются от своих стационарных «собратов» их часто используют для более простых работ: монтажа дверей, окон, беседок, срезании лишних слоев, проточке досок, обтачивании планок, пазов и резьб разных вариаций.
Фрезерные станки могут быть трех типов:
- Неподвижного типа.
- Погружные.
- Кромочные.
В первом случае режущий инструмент не может перемещаться относительно корпуса устройства. И для регулировки глубины приходиться производить некоторые манипуляции вручную. Это не очень удобно, так как вся конструкция может иметь солидный вес.
 Станок неподвижного типа включает в себя электродвигатель, соединенный с патроном, в котором закрепляется фреза.
Станок неподвижного типа включает в себя электродвигатель, соединенный с патроном, в котором закрепляется фреза.
Намного более удобным в использовании является погружной фрезер. В этом случае двигатель инструмента крепится на специальных направляющих, что позволяет ему двигаться по ним вместе с рабочей насадкой. Кроме того, конструкция станка позволяет выполнять ее подъем после завершения работ.
 Кромочный фрезер, оснащенный рабочими насадками, позволяет выполнить обработку кромок изделий и снятия с них фасок. Кроме того, с помощью такого фрезера можно выполнять обработку фигурных дверных филенок.
Кромочный фрезер, оснащенный рабочими насадками, позволяет выполнить обработку кромок изделий и снятия с них фасок. Кроме того, с помощью такого фрезера можно выполнять обработку фигурных дверных филенок.
Фрезы комбинированные
Используют модели для объединения двух заготовок. Сделать это возможно по торцу или кромке. Сочетают преимущества шаровых и пазовых, при этом дополнительно шлифуют и расширяют плоскость.
Комбинированные универсальные
Получают паз-шип, которые находятся напротив. Не сменяются, как это бы было в случае работы стандартными методиками.
Пазо-шиповые
Конкретно такие вариации нужны для произведения паза в заготовке первой, а шипа во второй. Размеры подгоняются идентичными, дополнительных манипуляций не требуется.
Для изготовления вагонки
Принцип действия похож на предыдущий, но оснастка позволяет получить фигурные выемки паза и шипа с увеличенной рамой соприкосновения. Это в результате улучшает соединение деталей.
Комбинированные рамочные
Включают упорные подшипники, режущие ножи, фиксатор и шайбу, установленные на общей платформе. Исполняются в мультикомплексных работах. Не вынимаются деталь фреза, достаточно выставить настройки.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.
Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.
Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.
Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Что нужно учитывать, если вы хотите превратить дрель во фрезер?
- Подшипники вала рассчитаны только на продольную нагрузку, вдоль оси. Некоторые виды фрез подразумевают приложение поперечного усилия – это изнашивает механизмы дрели.
- Обороты вала дрели, как правило, ниже оборотов фрезерного станка (иногда различие доходит до 10 раз). Поэтому высокоскоростные фрезы однозначно не подходят.
- Режим охлаждения (точнее вентиляционные отверстия) могут быть не защищены от попадания стружки и опилок при фрезеровании.
- Мотор не рассчитан на длительную работу (по причине перегрева), требуется периодически давать время на отдых (охлаждение).
- Рукоятки дрели не приспособлены для точного позиционирования относительно обрабатываемой детали.
Кроме того, патроны у дрели и традиционного станка отличаются. Фреза должна быть очень прочно зафиксирована, иначе под нагрузкой возможно выпадение наконечника. Помимо риска получить травму, можно банально испортить заготовку.
Разумеется, дрель должна быть оснащена держателем, который зафиксирует ее на рабочем столе, или хотя бы направляющей.
Работать с фрезой, удерживая инструмент на весу руками, опасно.
Виды фрез по дереву по назначению, обработке, конструкции и материалу
Если исходить из области, в которой используются фрезы, то они бывают:
1. Для предварительной (черновой) обработки. 2. Для высверливания отверстий. 3. Для фрезеровки в местах, в которых необходима максимальная аккуратность. 4. Для создания художественных акцентов. 5. Для окончательной (чистовой) обработки.





Первыми фрезами, для предварительной (черновой) обработки, проводятся такие операции, как резка, раскраивание, снятие толстого слоя, придание начальной формы.
Вторые фрезы, для высверливания отверстий, задействуются для того, чтобы сделать разнообразные вырезы.
К третьим фрезам, для фрезеровки в местах, в которых необходима максимальная аккуратность, прибегают для вытачивания углов и кромок.
Четвертые фрезы, для создания художественных акцентов, позволяют создавать самые что на есть настоящие произведения искусства.
А благодаря этому виду фрез по дереву, для окончательной (чистовой обработки), объект становится завершенным. Все, что остается — это смахнуть стружку.
По обработке фрезы делятся на десять групп:
1. С одним заходом. Отделяют стружку по направлению вверх. С их помощью фрезеруют изделия из пластмассы и других веществ со схожей, вязкой структурой. 2. С двумя заходами. Удаляют стружку также, по направлению вверх. Их выбирают для неплавких и легких материалов, в том числе дерева. 3. С тремя и четырьмя заходами. Отлетает стружка тоже вверх. Им отдают предпочтение, если стоит задача выполнить работу в большом объеме за малое время. 4. С обрезкой стружки по направлению вниз. Используются для совсем небольших по толщине деталей и для того, чтобы резать несколько листов за один раз. Плюс — надавливание сверху. 5. «Кукуруза». Подходят для стеклотекстолита и всех остальных твердых материалов. 6. С ровными лезвиями. Применяются для резки фанеры и всех остальных многослойных материалов. 7. С наконечником сферической формы. Сконструированы для придания предмету рельефности и создания на нем 3D-рисунка. 8. Граверы. Нетрудно понять, что ими гравируются изделия. 9. Компрессионные. Ими обрабатывается дерево тех пород, которые восприимчивы к повреждениям механического характера (сколам, трещинам) и появлению ворсинок. 10. Фасонные. Ими формируются фасонные поверхности.
По конструкции фрезы могут быть:
1. Цельными. 2. Сварными. 3. Напайными. 4. Сборными.
Первые, цельные фрезы, на 100% делаются из одного материала.
Вторые, сварные фрезы, изготавливаются из двух материалов: хвостовая часть из одного, а режущая — из другого, после чего они соединяются методом сварки.
У третьих, напайных фрез, режущая часть прикрепляются методом пайки.
Четвертые, сборные фрезы, имеют крепежи.
Производятся фрезы из:
1. Быстрорежущей стали. 2. Твердых сплавов металлов. 3. Металлокерамики и др.
Можно ли сделать своими руками
Несмотря на внешнюю простоту, производство этих изделий требует совершенного высокоточного и высокотехнологичного оборудования. Фреза должна быть:
- идеально сбалансирована по весу, чтобы не было эксцентричных биений на высоких оборотах;
- профили ножей и их расположение должны повторять друг друга с высокой точностью, до сотых долей мм;
- режущие кромки (ножи) должны быть выполнены из твердых сплавов, придать которым профиль и заточить можно только ещё более прочным инструментом.
По этим причинам сделать фрезу самому без оборудования практически невозможно. Исключение составляют простые прямые ножи на оснастке со сменными лезвиями. В теории, можно вырезать нужный размер из, например, ножей от рубанка. Но и тут есть проблемы с балансировкой по весу и сверлением отверстий под крепления в твердом металле.
Заточку проводят плоским алмазным надфилем. Но эффективнее — на точильном станке, тонком или чашеобразном круге, который входит по размеру в нишу фрезы и достает до затачиваемой поверхности.
Сильный перегрев при заточке недопустим, так как это изменит заводские характеристик закалки (термообработки) металла. Заточку проводят до появления небольшой фаски с обратной стороны. Затем фаску аккуратно снимают наждачной бумагой «нулевкой», легкими движениями, чтобы не затупить острие.
Как выбрать
Определить качество и долговечность фрезы можно только при реальной работе. Сделать это до покупки осмотром либо другими способами невозможно. Если требуется покупать большой комплект разных профилей за значительную сумму, можно проверить качество без продолжительных работ следующим способом:
- покупается одна фреза выбранного производителя;
- обратная сторона режущей кромки пробно затачивается обычным напильником с мелкой насечкой;
- если снимаются опилки, сплав недостаточно прочный. (Легко точится – легко тупится).
Покупать большое количество фрез такого качества не стоит. Твердосплавные кромки затачиваются только абразивными кругами точильных станков либо алмазными надфилями, обычный напильник их не берёт.
Представление о качестве может дать репутация бренда. Большинство брендов выпускают для бытового применения «массовый ширпотреб», однако достаточно хорошего качества, чтобы выполнять нужные работы.
Средним и достаточным для работы качеством обладают фрезы вышеперечисленных брендов – Бош, Энкор, Фит и т.д.
Цена не всегда показатель качества. Дело в том, что цена зависит не только от применяемых дорогих или дешевых сплавов, стоимости оборудования, но и от профиля фрезы. Сложный профиль большего размера стоит дороже, чем простой.
Хорошие фрезы выпускают немецкие производители. Гарантия качества, если изделие произведено не, например, «в КНР под контролем и т.д.», а именно на территории Германии. Поэтому при поиске в сетевых магазинах следует кликнуть страну-производитель «Германия». В выдаче будет только продукция, произведенная в этой стране.
Немецкие фрезы идеально сбалансированы, не создают вибраций и биений на больших оборотах, обрабатывают древесину максимально чисто и очень долго сохраняют рабочие качества без заточки.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.
Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Это интересно! Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
- Следует всегда использовать только острый инструмент. Насколько острая фреза можно судить по качеству обработки поверхности. К тому же, в таких условиях начинает сильно греться мотор.
- Материал, который требуется обработать, должен быть надежно закреплен, иначе нормальной работы не будет.
- Не рекомендуется снимать всю поверхность за один проход, так как это увеличивает нагрузку на фрезу и на инструмент (двигатель). Это влечет за собой снижение скорости обработки, а значит и к снижению качества. Поэтому, если глубина приличная, то лишнее лучше убрать за несколько раз.
- Заменяется фреза только на обесточенном агрегате, причем одного отключения выключателем мало. Необходимо вытащить вилку из розетки.
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности
И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины
Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.




Что такое фрезер?
Фрезер – это инструмент для фрезерования: резания материала вращающейся фрезой, направленной перпендикулярно обрабатываемой поверхности. С помощью фрезерования в материале можно получить прямые и фигурные пазы, отверстия сложной формы; можно профилировать прямые и фигурные кромки. Все перечисленное в полной мере относится и к ручным фрезерам – инструменту, о котором пойдет речь в этой статье.
Конструктивно ручной вертикальный фрезер устроен очень просто – цанговый патрон закреплен прямо на валу электродвигателя, сам электродвигатель помещен в корпус, который может перемещаться вверх-вниз по направляющим штангам, жестко закрепленным на опорной площадке (подошве).
Кроме наиболее распространенного и универсального вертикального ручного фрезера, на рынке представлено также насколько узкоспециализированных видов:
Кромочный фрезер (триммер) – как следует из названия, предназначен для обработки кромок. В сущности, является вертикальным фрезером, оптимизированным для обработки исключительно кромок
Применяется профессиональными мебельщиками, домашнему мастеру лучше обратить внимание на более универсальные вертикальные фрезеры
Ламельный фрезер – еще один узкоспециальный инструмент мебельщиков для выборки овальных пазов под ламели.
Ротационный или плиточный фрезер – а этот инструмент обычно приобретается мастерами-отделочниками для тонкой работы по керамической плитке.
Хотя первоначально ручные фрезеры создавались для работ по дереву, современные фрезеры способны обрабатывать также искусственный камень, пластики и мягкие металлы. Фрезер сложно назвать универсальным инструментом, но многие операции, которые выполняются фрезером, практически невозможно сделать чем-то другим. Все это делает фрезер незаменимым инструментом для любого мастера. Вот краткий перечень возможностей ручного фрезера:
- выборка четверти (открытого паза – «ступеньки» — с края доски)
- фигурное или прямое профилирование кромки (мебельный фасад, крышка стола)
- выполнение пазов, шлицев, фальцев, гнезд (для соединения деталей друг с другом)
- изготовление посадочных мест для дверных замков и петель
- вырезание плоских деталей различной формы
- вырезание отверстий различной формы в плоских деталях
- декоративная резьба и гравировка
Некоторые модели позволяют производить шлифование поверхностей, изготовление парных отверстий, фрезерование керамической плитки. Но, хотя перечень обрабатываемых ручными фрезерами материалов достаточно велик, основным рабочим материалом для фрезеров остается дерево. И, соответственно, основными его пользователями являются столяра, мастера-отделочники и мебельщики.
Критерии качества
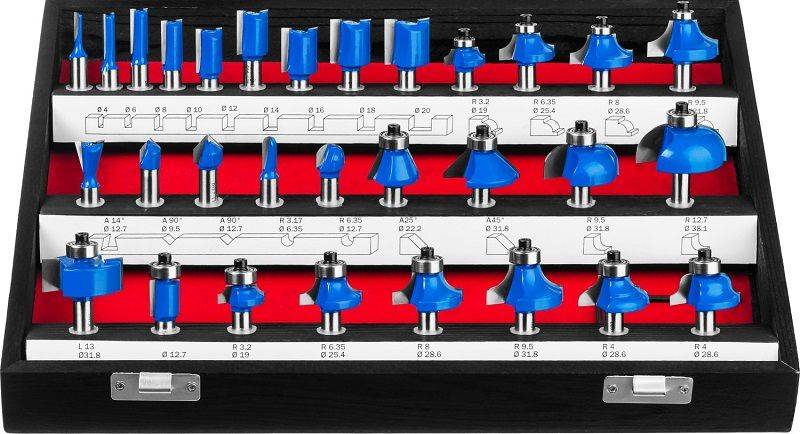
При выборе набора деревообрабатывающих насадок следует обращать внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке. Особенно это актуально, если заготовкой служат изделия из граба, груши, дуба и других твердых пород древесины.
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком.
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200 — 250ºС. Инструмент после такой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм.
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Применение такой оснастки недопустимо.
Важный параметр — твердость материалов, из которых изготавливаются фрезы. Чаще, это касается монолитных образцов. Проверку можно выполнить и в домашних условиях. Для этого рекомендуется использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твердости 58 — 62 HRC.
Долговечность инструмента определяется интенсивностью его применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущей стали обладают наилучшей стойкостью, а монолитные, выполненные из инструментальной стали – наименьшей.
Приобретение подходящего деревообрабатывающего станка не решит всех проблем. Для осуществления полноценной обработки изделий, потребуется подобрать качественную оснастку. Рассмотренные в обзоре виды фрез по дереву помогут определиться и доукомплектовать ваш ручной фрезер. Ведь, в выполнении каждой конкретной операции, участвует определенная конфигурация приспособлений.