
Способы скоростной электрошлаковой сварки
Необходимость в увеличении скорости электрошлаковой сварки вызвана не столько соображениями повышения производительности, сколько стремлением повысить качество сварного соединения за счёт снижения тепловложения при увеличении скорости сварки.
Сварка с использованием порошкообразного присадочного материала
Появление неблагоприятной структуры в металле сварного шва и зоны термического влияния связано с низкой скоростью сварки, из-за чего сварное соединение подвергается высокотемпературному воздействию.
Добавление в шлаковую ванну «холодной» порошковой присадки забирает значительную часть тепла на её плавление. Такая присадка снижает тепловложение и повышает допустимую скорость сварки почти в 2 раза. Оптимальный размер гранул присадочного порошка составляет 0,2-1,6мм. Масса присадочного порошка, подаваемого в сварочную ванну, примерно равна массе электродной проволоки, подаваемой в зону сварки.
Наибольшая экономическая эффективность способа достигается при толщине свариваемого металла не более 100мм.
Способ с сопутствующим принудительным охлаждением
Этот способ разработан для сварки толстого проката из термоупрочнённых сталей повышенной прочности. При толщине металла 40-60мм, электрошлаковая сварка наиболее экономична. Но длительное воздействие высоких температур на металл шва и зоны термического влияния значительно снижают прочность и ударную вязкость сварного соединения, особенно при воздействии отрицательных температур.
Можно снизить это негативное влияние путём высокотемпературной термообработки, но если готовое сварное изделие обладает большими габаритами, то провести подобную термообработку практически невозможно.
Для снижения негативного влияния высоких температур в процессе сварки термоупрочнённых сталей применяют сопутствующее охлаждение шва и околошовной зоны водяным душем. При сопутствующем охлаждении скорость сварки увеличивается в 1,5-2 раза по сравнению с обычными способами электрошлаковой сварки. Наиболее эффективен этот метод при толщине свариваемого металла до 120мм.
Сварка при увеличенном вылете сварочной проволоки
При ЭШС с обычным вылетом сварочной проволоки порядка 70-80мм и скоростью сварки 200-250 м/ч, проволока с диаметром 3мм нагревается до 400-500°C, что позволяет проволоке погрузиться на достаточно большую глубину в сварочную ванну прежде, чем она расплавится.
Если увеличить вылет до 180-200мм, то можно увеличить нагрев проволоки электрическим током до 1200°C и более перед её подходом к сварочной ванне. Нагретая до таких температур проволока достаточно быстро плавится при погружении в ванну на 16-18мм. При этом, сила тока уменьшается на 20-30%.
Данный технологический приём позволяет повысить скорость сварки в 2-3 раза. Способ подходит для сварки металла толщиной до 300мм, но улучшение свойств замечено только при сварке низколегированных сталей с толщиной не более 80мм. Для электрошлаковой сварки при вылете проволоки более 120мм существует специальный мундштук, у которого ниже токоподвода находится неэлектропроводная направляющая.
Способы сваривания
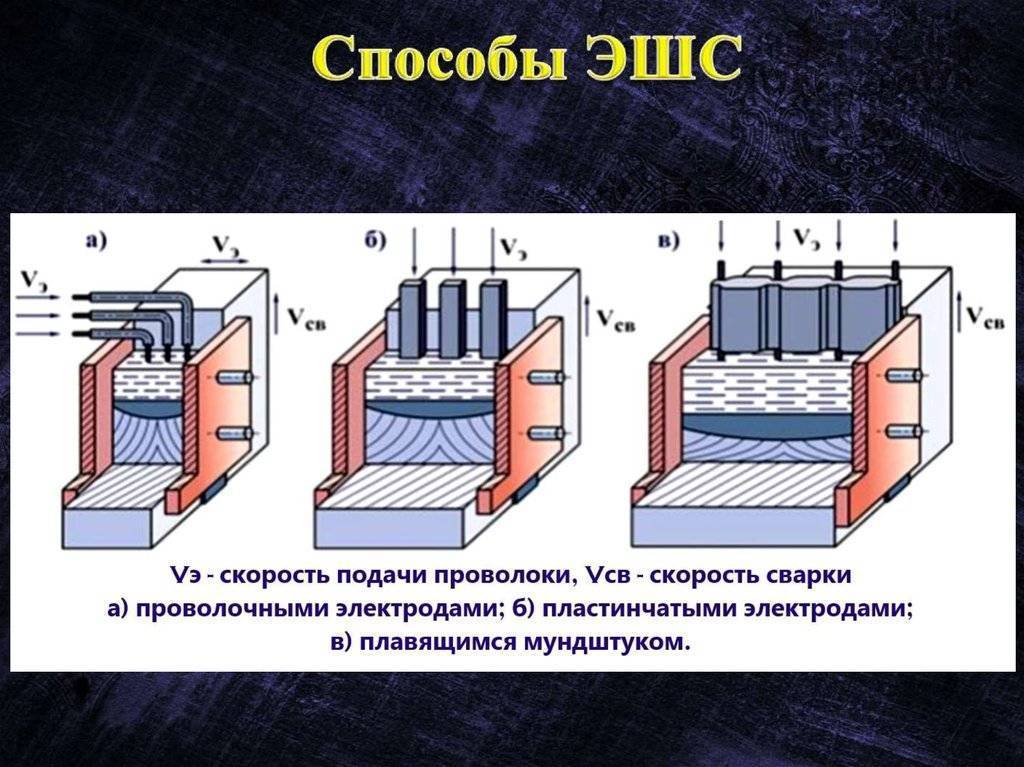
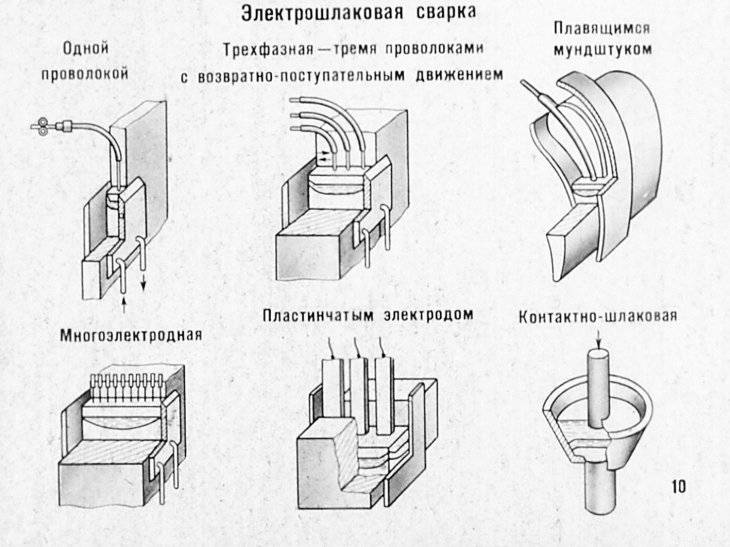
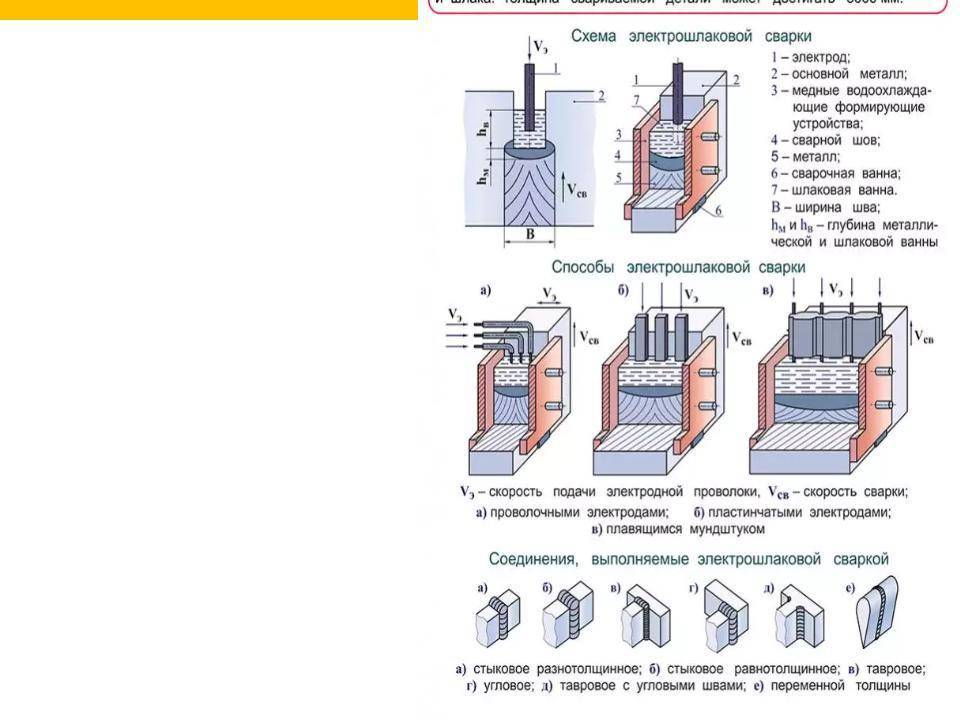
Методы электрошлаковой сварки зависят от типа применяемых электродов и подразделяются:
- электродными проволоками;
- электродами большого сечения;
- плавящимся мундштуком.
С помощью электродных проволок
Процесс выполняется с применением проволочного электрода с диаметром сечения 2-3 мм без поперечных колебаний.
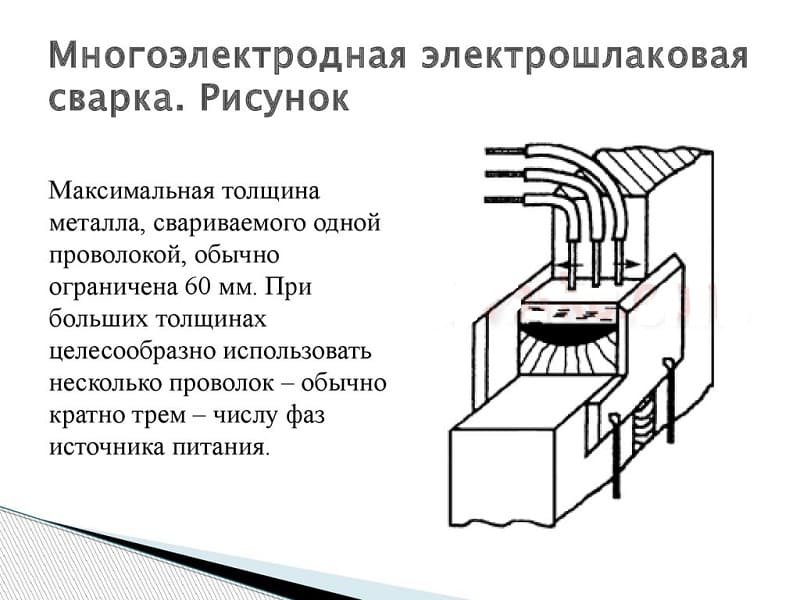
Для сваривания металла большей толщины используется несколько электродных проволок. Электроды перемещаются возвратно-поступательным способом в перпендикулярном направлении к продольной оси свариваемого шва.
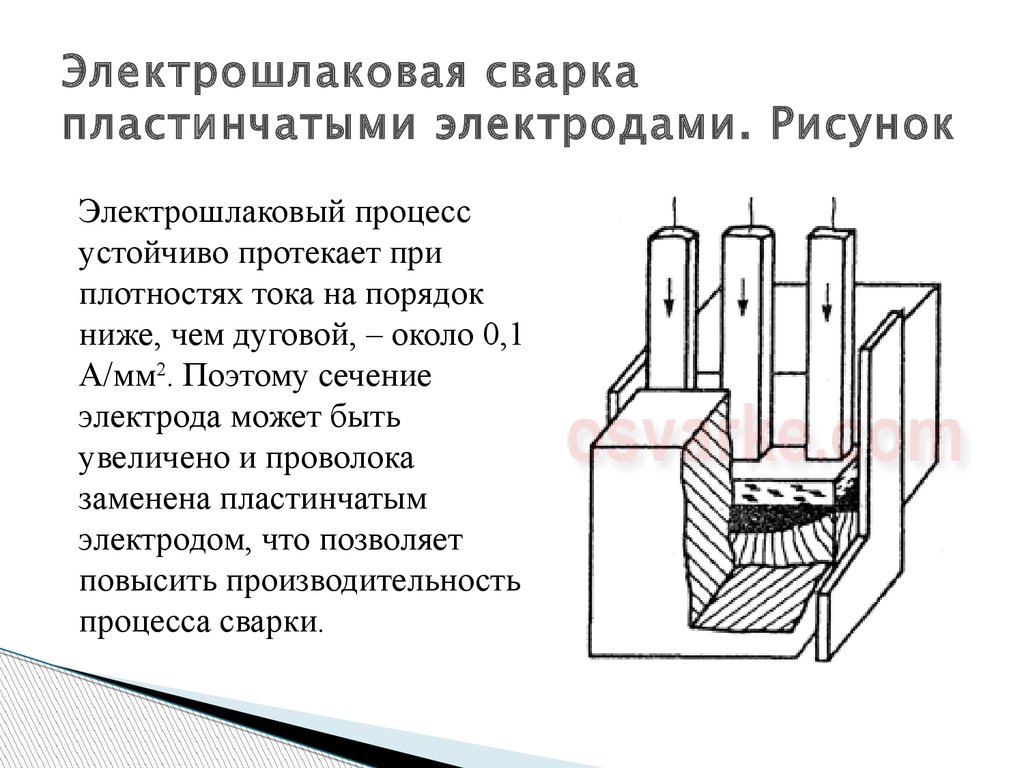
Использование электродов большого сечения
Применяют стержни и пластины круглого, квадратного или другого сечения. Размеры и количество электродов зависят от размеров соединяемых деталей, формы и величины завариваемых отверстий и полостей.
Пластинчатый электрод по мере его оплавления опускается в шлаковую ванну, глубина которой составляет 20-25 мм. Образование шва происходит в результате соединения расплавления основного металла с расплавленным материалом пластин.
Применение плавящегося мундштука
Метод соединяет в себе сварку электродными проволоками и электродов большого сечения. В зазор между соединяемыми деталями устанавливается неподвижно стальная пластина (мундштук). Она имеет трубки или пазы, через которые пропускаются электродные проволоки.
Мундштук в процессе сварки остается неподвижным. В шлаковую ванну подаются электродные проволоки, которые расплавляются и заполняют зазор между соединяемыми элементами. Одновременно с проволокой происходит оплавление той части мундштука, которая находится в шлаковой ванне.
 Механизм электрошлаковой сварки
Механизм электрошлаковой сварки
Размер мундштука и количество проволок выбираются в соответствии с размерами свариваемых деталей. Этот метод применяют при соединении элементов со сложным сечением и небольшой высотой швов. Плавящийся мундштук изготавливают с сечением такой же формы, как у соединяемых частей.
Понятие процесса
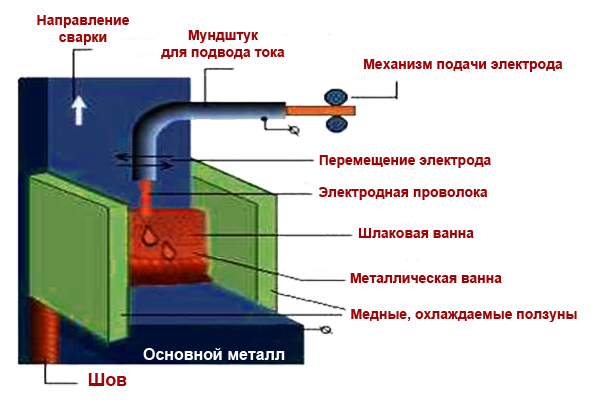
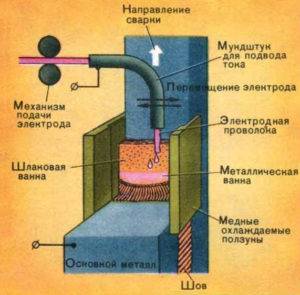
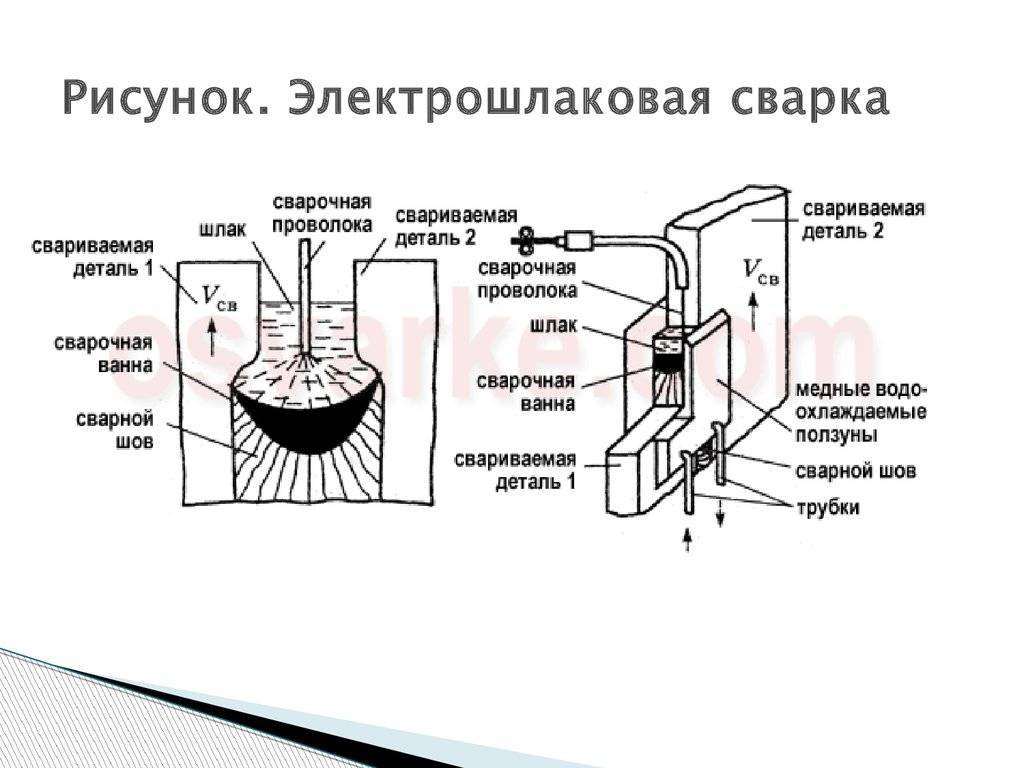
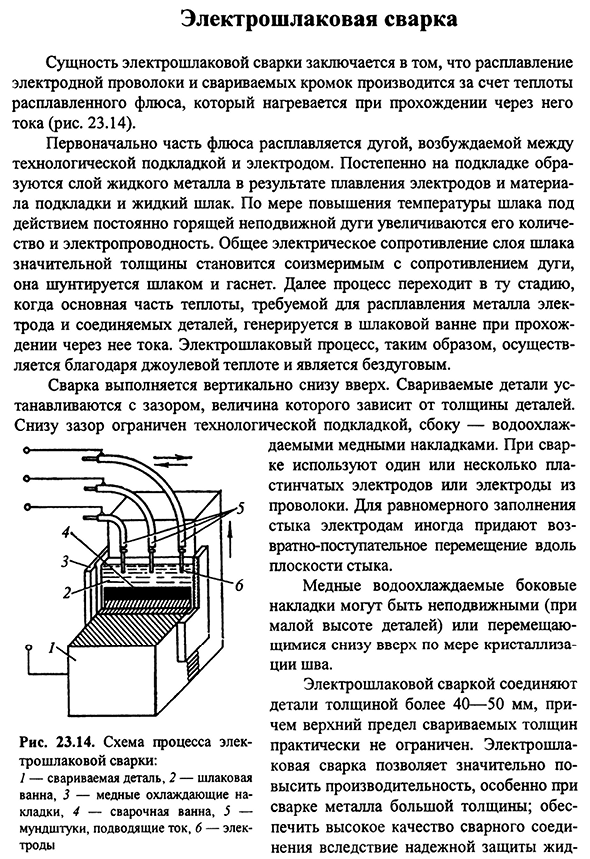
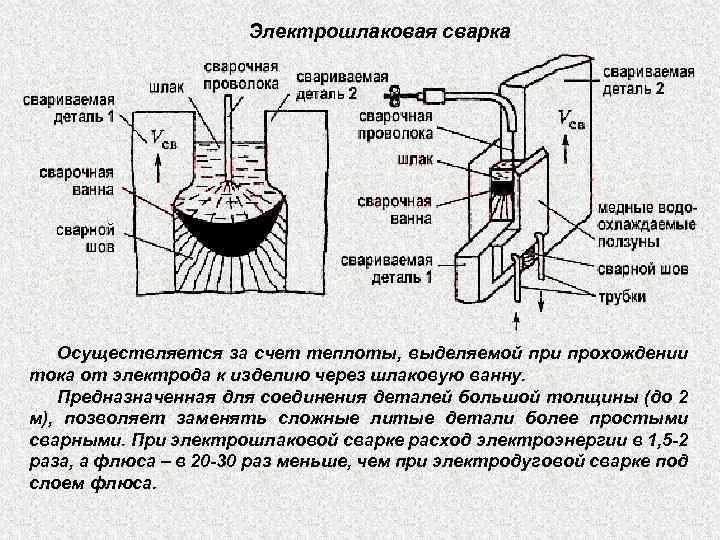
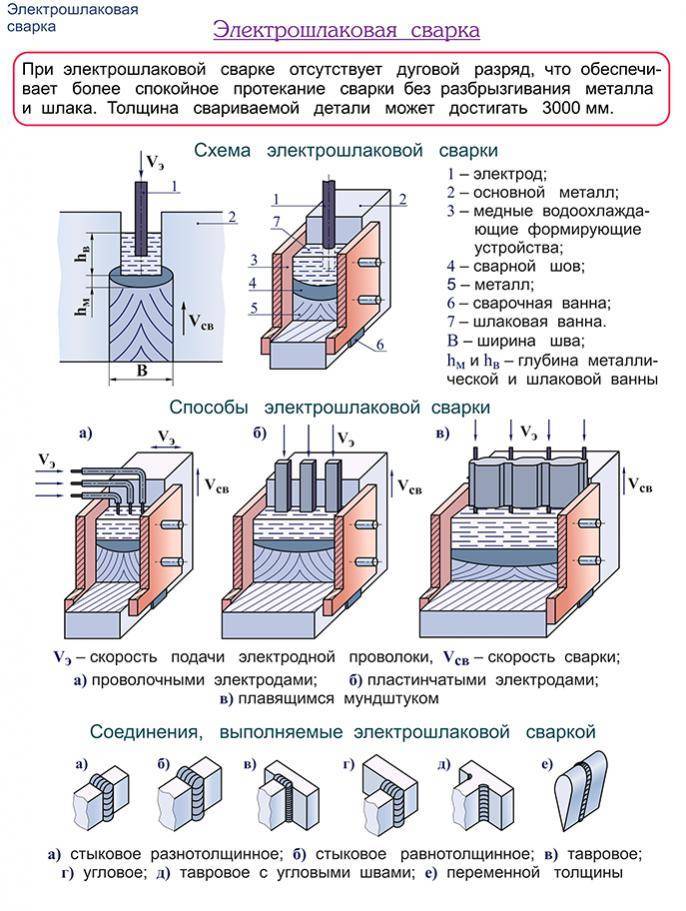
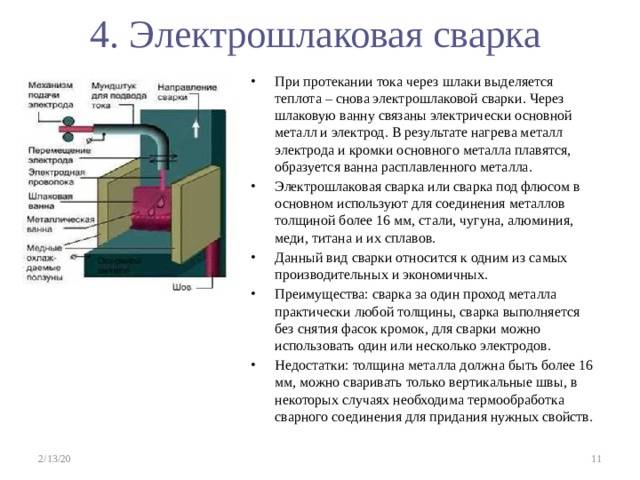
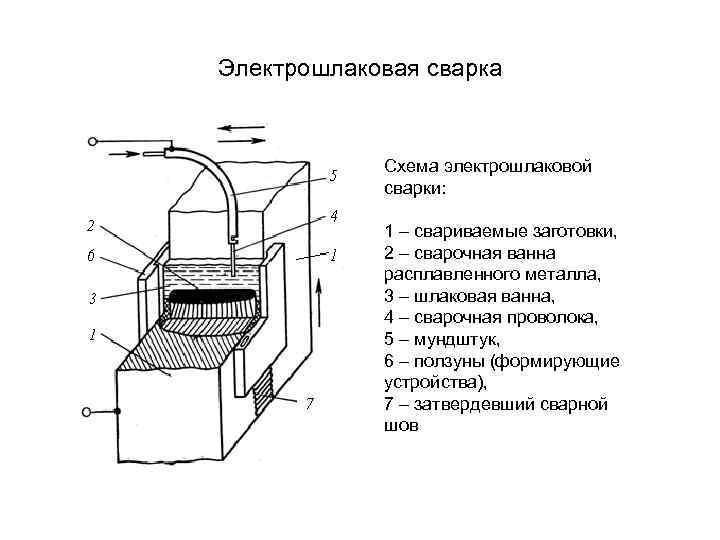
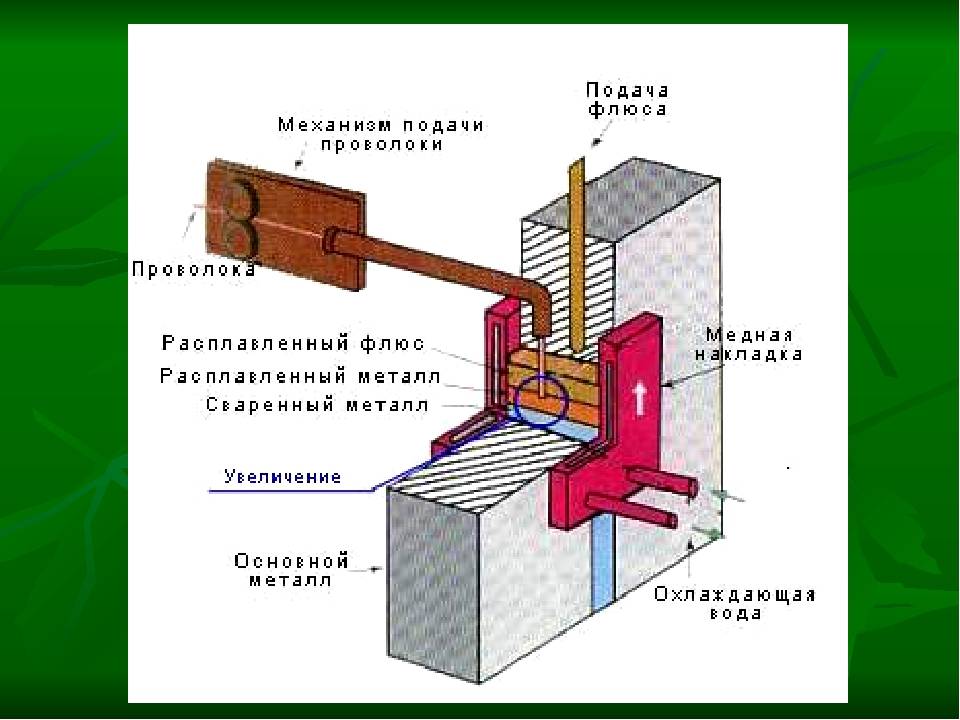
Сущность процесса электрошлаковой сварки (ЭШС) состоит в том, что в зазор между торцами соединяемых деталей помещают шлаковую массу, которую расплавляют путем включения электрической дуги между электродом и самой деталью.
В расплавленную массу шлака подается присадочный металл, который, в свою очередь, начинает плавиться вместе с металлом по краям соединяемых деталей.

Жидкий металл тяжелее жидкого шлака, поэтому он опускается вниз, вытесняя шлаковую массу. В нижней части зазора он застывает, а расплавленная масса поднимается вверх — так заваривается вертикальный шов.
В отличие от более традиционных видов электросварки здесь первоначальному нагреву и расплавлению электрической дугой подвергается именно шлак, а не присадочный и основной металл. Температура плавления шлака должна быть существенно выше температуры плавления металла.
 После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
Отличить шлак от металла очень легко по его цвету и консистенции. В конце процесса сварки он легко отделяется от монолитного соединения.
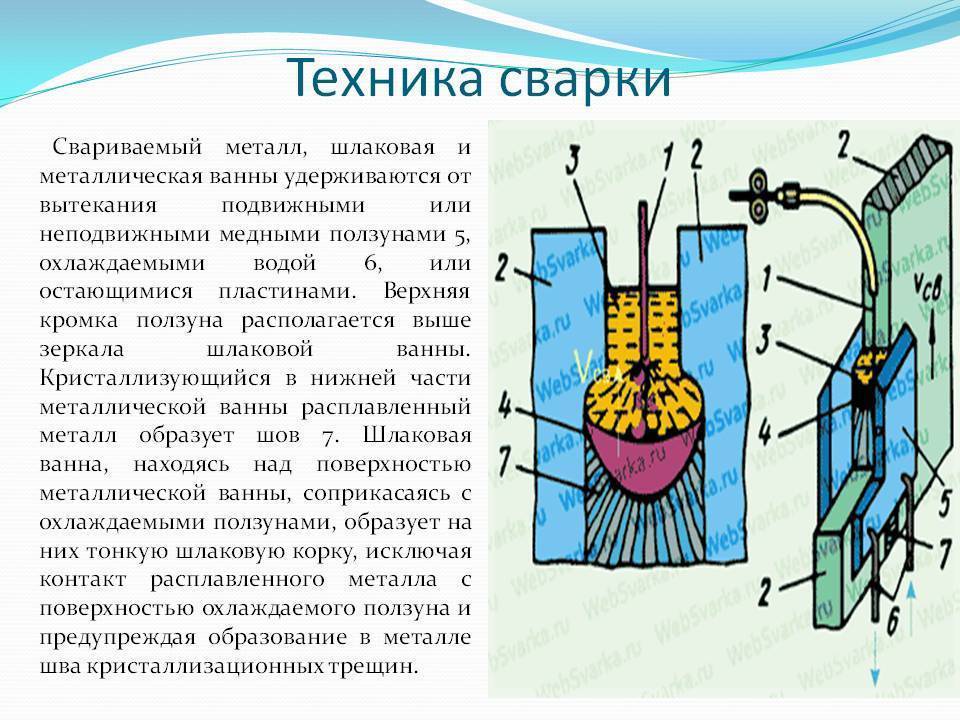
Во избежание вытекания расплава на зазоры ставят защитное ограждение — ползуны, постоянно охлаждаемые водой. Во время электрошлакового сварочного процесса они медленно поднимаются вверх.




Классификация типов электрошлаковой сварки
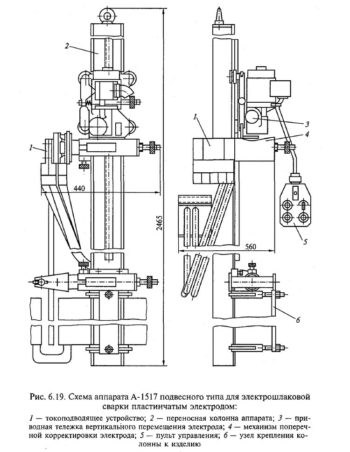 Схема аппарата для электрошлаковой сварки.
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
Данная технология может применяться при сварке кромок любой толщины, а шов может достигать в длину трех метров и даже больше. С ее помощью можно варить сложные криволинейные швы.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
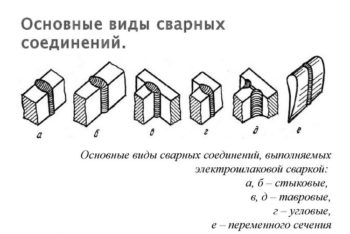 Виды сварных соединений.
Виды сварных соединений.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.
В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см. Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины. Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм. Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
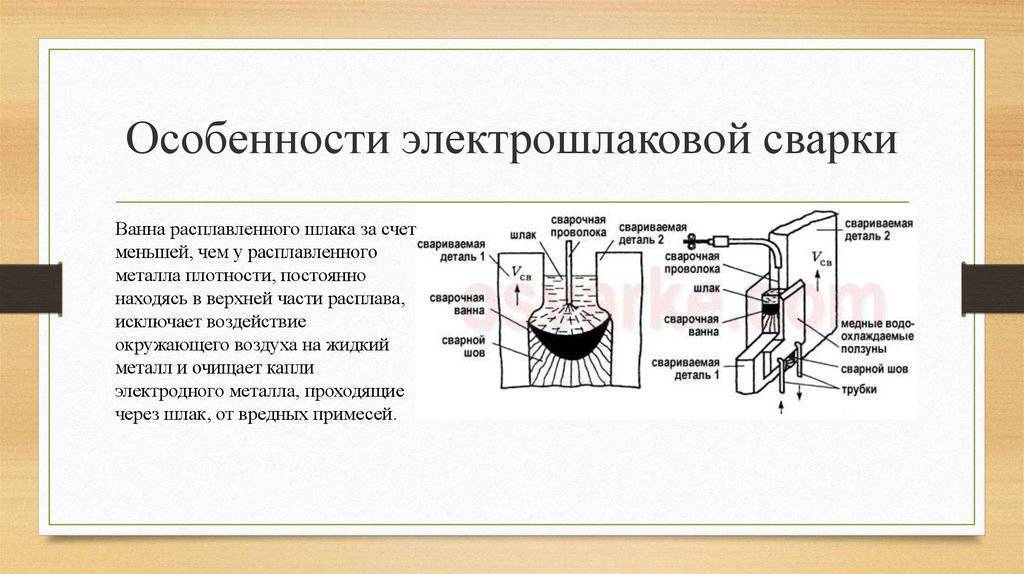
Уникальные свойства
Примененный принцип «косвенного расплава» определяет уникальные свойства процесса. Особенности, являющиеся преимуществами, состоят в следующем:
защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
- изменение плотности тока при сварке этим способом меньше влияет на качество шва, чем при сварке дугой;
- некритичность кратковременного прерывания подачи тока в процессе;
- возможность варить швы любой толщины за один проход;
- возможность подвергать сварке необработанные края деталей;
- малый расход электроэнергии;
- небольшая стоимость расходников — шлаков;
- высокий КПД.
Кроме того, стоит отметить, что электрошлаковая сварка производится на переменном, а не постоянном токе.
Но у ЭШС есть и недостатки. Этим способом варят только вертикальные швы, либо швы под острым углом к вертикали (основная причина малой распространенности электрошлакового метода).
Начатый процесс нельзя прекращать на середине, иначе возникают дефекты, которые могут быть устранены только разрывом шва и проведением работ заново.
Металл шва имеет крупнозернистую структуру, поэтому детали с таким соединением не предназначены для использования при отрицательных температурах — они становятся ломкими.
Сварочный электрошлаковый процесс требует большого количества оборудования, начиная от медных ползунов, которые должны максимально плотно прижиматься к шву (их отхода допускать нельзя) до иных вспомогательных деталей стартового кармана. Минимальная толщина стыков составляет 20 мм.




Где и зачем нужна ЭШС
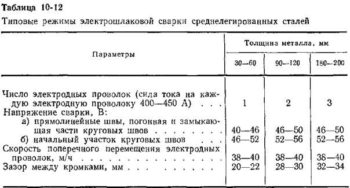 Режимы электрошлаковой сварки.
Режимы электрошлаковой сварки.
Экономия металлов, их долговечность и надежность, снижение металлоёмкости конструкций с одновременным повышением их прочности – только часть задач постоянного характера, которые стоят в отраслях, связанных с современным машиностроением.
Давно высчитано, что при производстве сварных металлических конструкций затраты на промежуточные ресурсы и расходные материалы составляют больше половины общих расходов. Особенно это актуально для отраслей, касающихся массивного крупногабаритного оборудования разного толка, но больше всего газовой, нефтяной и энергетической.
Если с самого начала электрошлаковая технология была изобретена исключительно для сварки в вертикальном положении, то в последующем обнаружились серьезные преимущества этого способа с точки зрения экономии ресурсов.
Теперь ЭШС – главный метод в работе с металлическими деталями большой толщины. Более того, на сегодняшний день ЭШС используется не только в сварке. Этот процесс отлично подходит в производстве слитков и отливок.
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Применяемое оборудование и материалы
Оборудование для электрошлаковой сварки стоит недорого и состоит из сварочного аппарата и приборов, выполняющих вспомогательные функции. Обычно оборудование для ЭШС продается в комплекте, что очень удобно. Такой комплект называется сварочной установкой для электрошлаковой сварки. Это, пожалуй, все, что можно сказать про применяемое оборудование.
А вот с флюсами все гораздо интереснее. Для ЭШС нужно применять плавленые флюсы. Если вы собираетесь варить углеродистую или низколегированную сталь, то мы рекомендуем использовать флюсы АН-8, АН-8М, АН-22. Также отдельно отметим флюс АН-47, при его применении швы получаются качественными, а процесс сварки всегда устойчив.

Если вам предстоит сварка легированной стали с повышенной прочностью, то лучше применять флюс АН-9. Для сварки высоколегированной стали отлично подходят флюсы АНФ-1, АНФ-7, 48-ОФ-6. Не забывайте и о флюсе АН-45, с его помощью можно очень качественно сварить стали с антикоррозийными свойствами. Если нужно сварить чугун, то мы рекомендуем флюсы АНФ-14 и АН-75.
Вы можете применять и другие флюсы, если посчитаете нужным, но учитывайте что они должны соответствовать следующим требованиям:
- Выполнять свои функции при любом значении сварочного тока или напряжения, а также беспроблемно устанавливать ЭШС процесс.
- В достаточной степени плавить кромки деталей и способствовать улучшению качества шва, не образуя подрезы или наплывы, трещины, включения и прочие дефекты.
- Выбранный вами флюс не должен стекать через зазор между деталями.
- Флюс должен образовывать шлак, который можно потом легко удалить с металла.
Перед сваркой флюс нужно обязательно прокалить в печи. Температура прогрева может варьироваться от 300 до 700 градусов по Цельсию. Температура зависит от типа флюса и подбирается индивидуально, но в любом случае время прокаливая не должно превышать двух часов.
Негативные особенности
Стоит помнить, что технология ЭШС имеет негативные качества, сварка позволяет осуществить только вертикальные сварные соединения или швы под острым углом к вертикали. Именно это является основной причиной низкой распространенности этого метода.
Процесс сварки, который уже начат, нельзя останавливать на середине, иначе могут возникнуть дефекты, неточности. Их можно будет устранить только при полном разрыве шва и произведении сварочных работ заново. Металл соединения обладает крупнозернистой структурой. По этой причине заготовки с данным соединением не рекомендуется применять при отрицательных температурах, их основа становится хрупкой и ломкой.
Обратите внимание! Электрошлаковый сварочный процесс требует применения большого количества оборудования. Во время него часто используются медные ползуны, которые плотно прижимаются к области соединения, а также другие вспомогательные детали
Немного физики и шлака
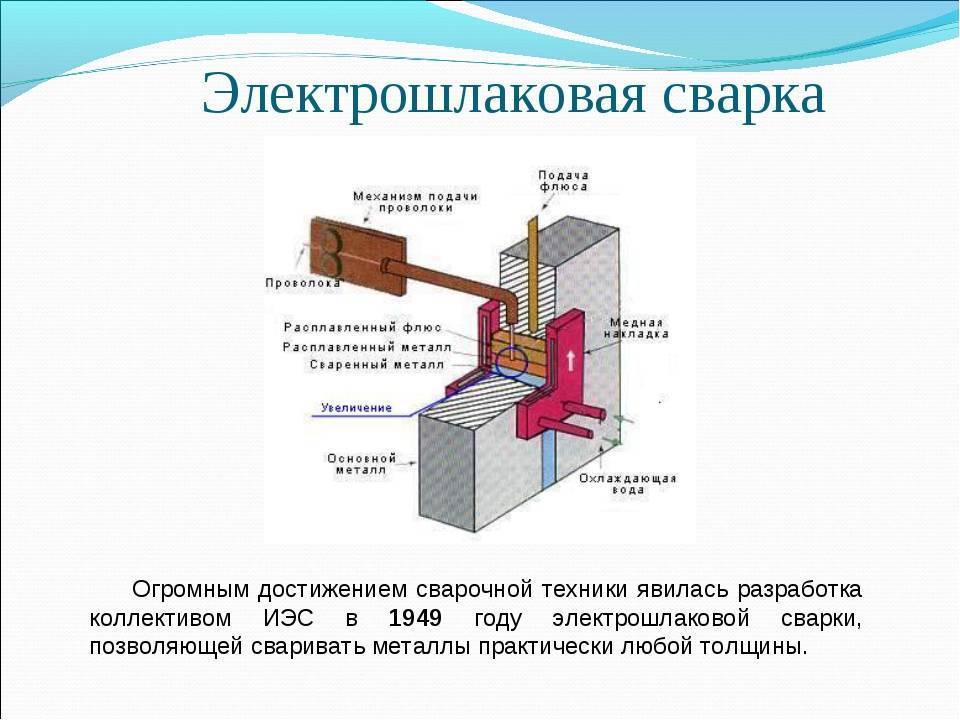
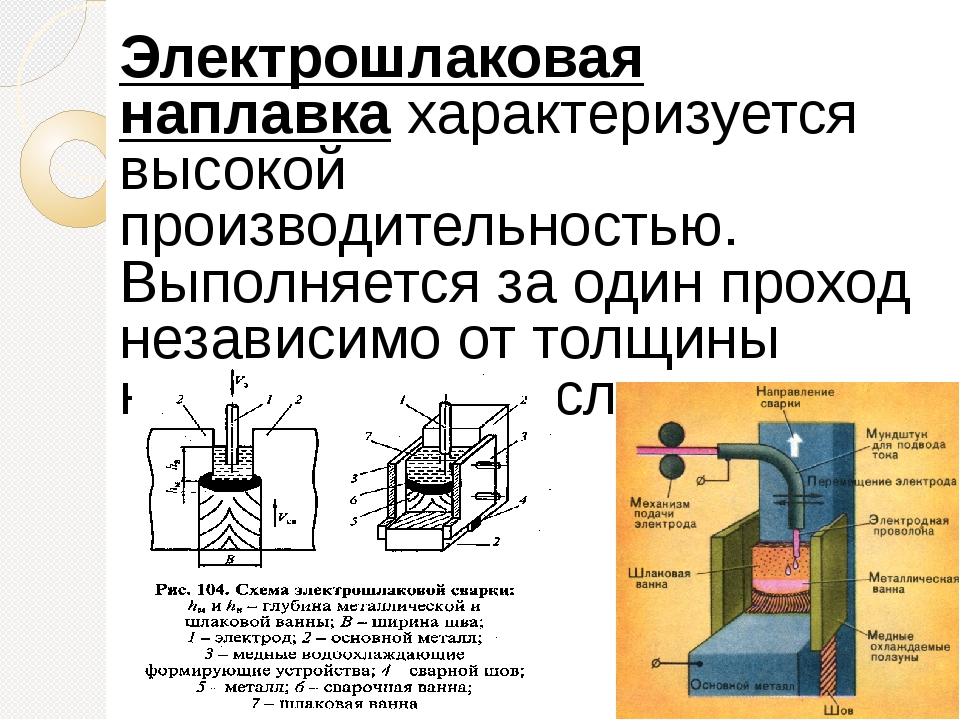
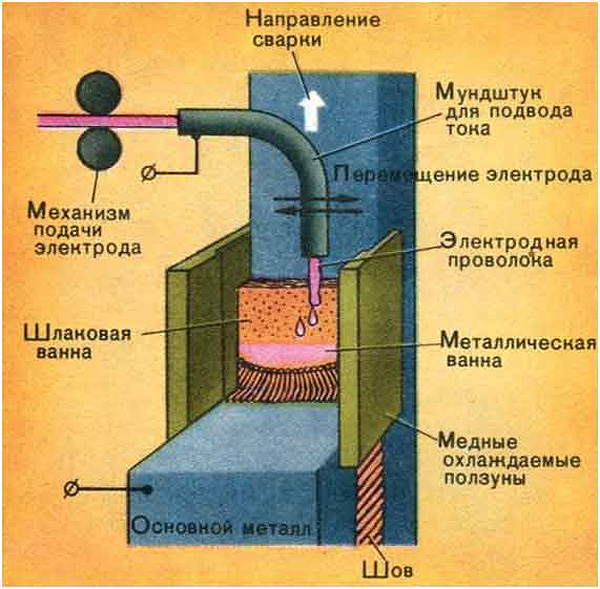
Схема электрошлаковой сварки в принципе несложная: когда в шлаке плавится электрод и кромка заготовки, расплавленный металл оседает на дно, формируя новую – металлическую ванну. Эта ванна твердеет и формирует в итоге сварочный шов. Электрод в таком процессе всегда подается сверху вниз.
Это технология принудительного образования сварочной ванны, которая отлично подходит при вертикальных осях швов. Суть этой технологии – искусственное охлаждение той самой «новой» металлической ванны.
Причем здесь шлак? Главная его функция – превращение энергии электрической в тепловую. Поэтому сам шлак должен быть электропроводным. Проводимость шлака – величина, к сожалению, не постоянная. Она резко повышается с ростом температуры, особенно в состоянии плавления. А при понижении температуры шлак вовсе перестает проводить ток.
Этот фактор никак не облегчает рабочий процесс. Главное условие стабильности сварки – это постоянная температура в шлаковой ванне.
Фтористый кальций также является весьма желанной составной частью шлака: электропроводность с ним просто отличная, она помогает сэкономить и время, и энергию, которые нужна для трансформации дугового этапа плавления в электрошлаковому.
Недостатки
Электрошлаковая сварка обладает определенными недостатками. Технически она может проводиться, только если толщина металла составляет от 1,6 см и выше. Наиболее выгодным процесс сварки становится только при 4 см толщине, что далеко не всегда осуществимо в промышленной сфере. Иногда требуется совершать дополнительную термообработку, чтобы металл шва и возле него принял те свойства, которые нужны для работы, так как они меняются под действием ЭШС.
Разновидности
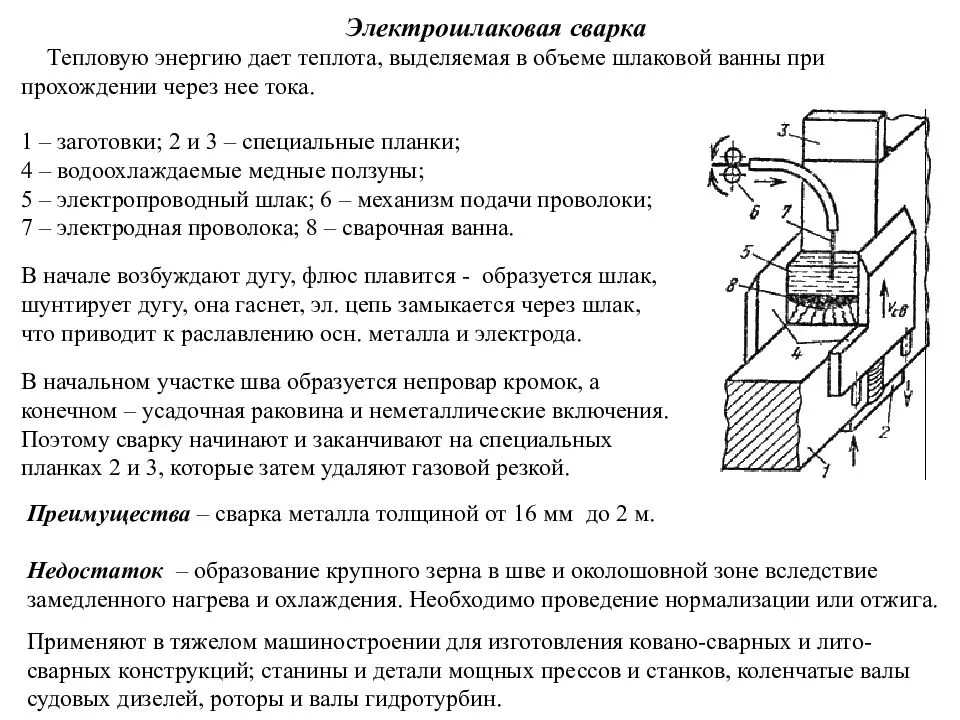
Существует несколько основных разновидностей данного процесса, которые отличаются по своим особенностям. Если рассматривать различия по типу используемого электрода, то выделяют сварку с проволочным электродом, плавящимся мундштуком и пластинчатым электродом. Но это не единственные параметры, по которым происходит различие. По наличию колебаний, которые совершаются электродом, выделяют:
- С колебаниями, которые происходят как в ручной дуговой сварке;
- Без колебаний, подобно некоторым разновидностям полуавтоматической сварке в газовой среде.
Также процесс может различаться по количеству используемых электродов:
- Одноэлектродная сварка;
- Двухэлектродная;
- Многоэлектродная.
Так же, электрошлаковую сварку разделяют на разновидности, изображенные на схеме ниже:
Схема электрошлаковой сварки
Технология
Сущность электрошлаковой сварки заключается в искусственном охлаждении поверхности свариваемого металла. Шлак пропорционально преобразовывает электрическую энергию в тепловую на месте своего нахождения. Главное здесь подобрать требуемый уровень напряжения, который бы смог обеспечить требуемую температуру, с учетом сопротивления металла и прочих факторов. Настройки режима являются одним из самых сложных моментов работы. Чем выше температура окружающей среды, а также внутренняя в расплавленном металле, тем выше проводимость шлаков. Исходя из этого, можно вычислить, что при снижении температуры до определенного значения, шлаки перестают быть проводниками или их сопротивление становится настолько высоким, что весь процесс становится невыгодным.



Технология электрошлаковой сварки
Одним из самых сложных моментов, которые возникают во время практического применения, является возможность возникновения дугового разряда между поверхностью металла и электродом. Электрошлаковая сварка должна проводиться без применения дуги, но если она возникает в глубине шлаковой поверхности, то это может привести к появлению дефектов внутри шва. Дуга отличается неустойчивостью и во время сварки может появляться неоднократно, что сильно ухудшает целостность шва. Чтобы не возникала дуга, следует задавать такие условия, которые в нормальном состоянии сделали бы ее максимально нестабильной, а при идеальных – вовсе не дали ей возникнуть. Она с меньшей вероятностью возникает в глубине шлаковой ванны. Также переменный ток делает дугу менее стабильной. При снижении напряжения холостого хода, в комплексе с другими методами, создаются именно те условия, которые не дадут образоваться электродуге.
Иногда процесс расплавления может стать нестабильным и тогда кристаллизация начнется раньше, чем это нужно. После этого нужно будет вновь расплавлять все, а при повторном воздействии может случиться образование дефектов.
Если во время расплавления, кромки металла расплавляются выше, чем находится сварочная ванна, то они быстрее остывают. Все это приводит к наплавлением. Это означает, что кромки оплавились от температуры, но не смешались с другими металлом, что не привело к появлению надежного соединения. Это может случиться при слишком высоком напряжении или когда ванная залегает слишком глубоко и параметры режима оказываются недостаточными для такой толщины. Правильно подобранный режим делает электрошлаковую прослойку, которая делает шов более стабильным и надежным.
Большая часть выделяемого тепла переходит в сварочную ванну. Одним из главных проводников здесь является электрод. Если превысить допустимое напряжение, то кромки будут оплавляться сильнее. В таком случае не возникает опасности не сплавления, но пропалить деталь вполне возможно.
Заключение
Сварка данным методом обладает очень оригинальной технологией, которая достаточно сложна, если разбирать ее подробно. Но при поверхностном изучении можно сделать массу ошибок, которые приведут к появлению бракованных изделий. Сложность проведения работ делает ее востребованной только в самых ответственных областях применения.
Станки точны, броня крепка!
Даже с учётом всех специфических особенностей, достоинств и недостатков, область применения ЭШС широка. Более того, благодаря разработке современного оборудования этой технологии находят даже в тех областях производства, где об этом ранее не помышляли.
- В тяжёлом машиностроении, где благодаря электрошлаковой сварке удаётся упростить производство сложных фундаментов и оснований. Раньше станину паровой турбины или высокоточного станка приходилось отливать, а иногда и ковать, тратя драгоценное время на длительную последующую обработку, при которой шла в отходы значительная часть материала. Сегодня подобную деталь можно заранее разбить на несколько более простых для изготовления и обработки частей, соединив их воедино с помощью ЭШС.
- В строительстве, когда необходимо надёжно срастить массивные балки несущих конструкций. Возведённые с помощью такой методики небоскрёбы стоят долго.
- При производстве бронетехники. Ведь, как уже было отмечено выше, именно электрошлаковая сварка используется для сваривания толстых броневых листов, защищающих экипажи и агрегаты боевых машин. Прочность такого соединения практически не отличается от прошедшего сложную обработку материала, способного противостоять различным средствам поражения.
Проверенная годами технология постоянно совершенствуется и, вполне возможно, что когда вы прочитаете эту статью, она уже выйдет на новый уровень!
источник





