Как варить чугун, инструкция
Чугун. Сварку следует начинать с наплавления первых плакирующих слоёв в разделке. Далее, возможно продолжать сварку электродами ОК 46.00.
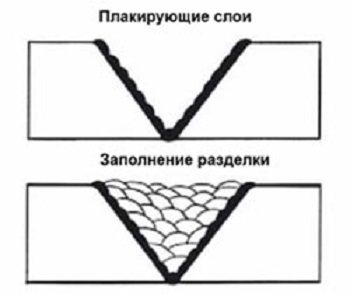
Плакирующие слои наплавляются специальными электродами марки ЦЧ-4. С целью сокращения материальных затрат, возможно применение самодельного медно-железного электрода. Его изготавливают из дешёвого стального электрода (например: УОНИ 13/45, АНО-4 и т. п.)
Для этого прямо на покрытие электрода наматывается спираль из медной проволоки (обратите внимание: нельзя использовать латунную проволоку – при нагревании в воздух будет активно выделяться ядовитый цинк и его оксид) диаметром Ø 1,5…2 мм. Количество медного провода следует рассчитывать таким образом, что бы масса меди в 4…5 раз превосходила массу стального стержня
Допускается медную проволоку не наматывать, а использовать в качестве присадочного прутка. Полученный шов будет иметь приемлемое качество.
Причины популярности
Специалисты при использовании этих электродов отмечают легкость зажигания первичной дуги. Повторная дуга также возникает без лишних сложностей. Работая с ними, можно легко заваривать прихватки, а также создавать корневые и короткие сварочные швы.
Многие специалисты выбирают изделия этой марки еще и за то, что они обеспечивают комфорт при выполнении работ, особенно когда появляется необходимость заварить широкие зазоры. Такая задача часто возникает при выполнении работ по монтажу металлоконструкций. Во время сварочных работ этими электродами возникает шлак. Однако он без каких-либо затруднений удаляется с поверхности шва.
Сварочный электрод ESAB ОК 46.00
Тип покрытия – рутилово-целлюлозное.
Уникальный в своем классе электрод ESAB 46 00, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод ок 46 отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, корневых проходов, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00
позволяют выполнять сварку тонкостенных изделий, а также применять этот электрод для сварки деталей с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников. Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже. Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций. Ток: ~ / = (+ / — ) Пространственные положения при сварке: 1, 2, 3, 4, 5, 6 Напряжение холостого хода: 50В Режимы прокалки: 70-90°С, 1 час
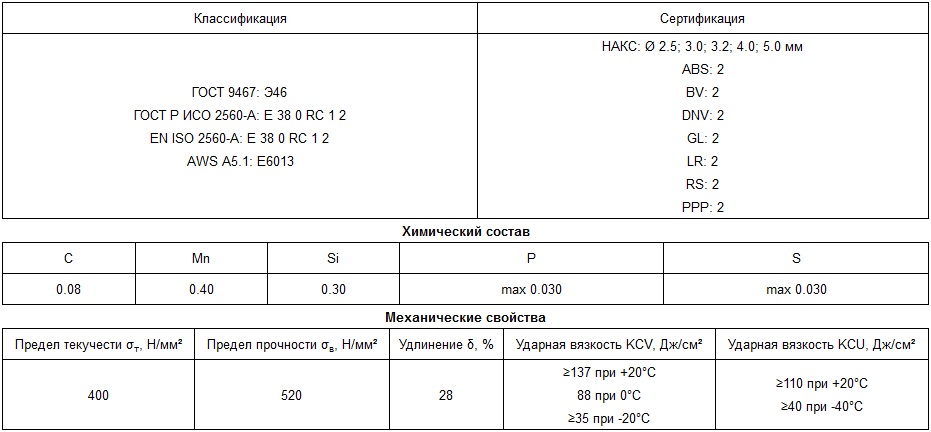
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5, 3.0, 3.2, 4.0, 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности ,σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 ,при +20°С 88 ,при 0°С ≥35 ,при -20°С | ≥110 ,при +20°С ≥40 ,при -40°С |
Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB OK 46.00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ,ОК 46.00 2,0х300 (СВЭЛ) — упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ,ОК 46.00 2,5х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ) ,- упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,4,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,5,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Плюсы и минусы
Преимущества:
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
Недостатки:
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.
 Сварка возможна по ржавчине и загрязненному металлу.
Сварка возможна по ржавчине и загрязненному металлу.
Расшифровка аббревиатуры/маркировки/названия, что означает ОК и другие сведения
Отличительной чертой маркировки электродов ЭСАБ является наличие в ней буквосочетания «ОК». Таким образом, компания увековечила своего отца-основателя Оскара Кьелберга, добавив в маркировку первые буквы его имени и фамилии. Со временем менялись обозначения многих марок электродов, но буквосочетание ОК оставалось неизменным.
Так, например, вместо старого названия ОК 92.05 (электрод для сварки никелевых сплавов) появилось новое, более удобное для понимания, ОК Ni-1. Подобного рода изменений произведено большое количество, все названия (старое и новое) имеются на официальном сайте компании ЭСАБ.
Особенности применения
Применяя расходный материал этой марки, можно выполнять сварочные работы на вертикальных участках, а также внизу. Эти изделия используют для работ с изделиями из низколегированных марок сталей и сплавов, для которых характерен предел текучести на уровне 380 МПа. Применяя эти электроды, необязательно выполнять предварительную зачистку поверхностей изделий и конструкций, их сушку, поскольку такие факторы, как влажность и ржавчина не оказывают большого влияния на качественные характеристики создаваемого сварного шва. Первичный поджиг при сварке этими электродами легкий. Это исключает снижение темпов скорости выполнения сварочных работ при:
- создании коротких швов;
- точечном контакте.
Целесообразно использовать расходный материал этой марки для сварочных работ тогда, когда высок риск прожига металла. Например, когда стоит задача обеспечить надежное соединение изделий, имеющих небольшую толщину, или при сварке деталей, которые имеют гальваническое покрытие. Используя этот расходный материал на холостом ходу, значение напряжения находится на низком уровне, что дает возможность выполнять сварку от простых источников питания, которые предназначены для бытового использования.
Таблица количества электродов в пачке по диаметру
Кроме веса, при расчетах объемов сварочных работ важную роль играет число элементов в коробке. Опытные мастера знают все тонкости выбора на глаз, без изучения надписей на упаковке. Начинающим сварщикам и неопытным людям требуется больше информации. В таблице приведены стандартные данные по количеству электродов в пачке.
Рекомендуем к прочтению Как пользоваться электродами ОК 46
| Диаметр, мм | Длина, см | Вес, г | Вместимость в коробке, шт. | Вес брутто, кг |
| 3 | 35 | 26,4 | 95 | 3 |
| 4 | 45 | 59,9 | 82 | 5 |
| 5 | 45 | 95 | 52 | 5 |
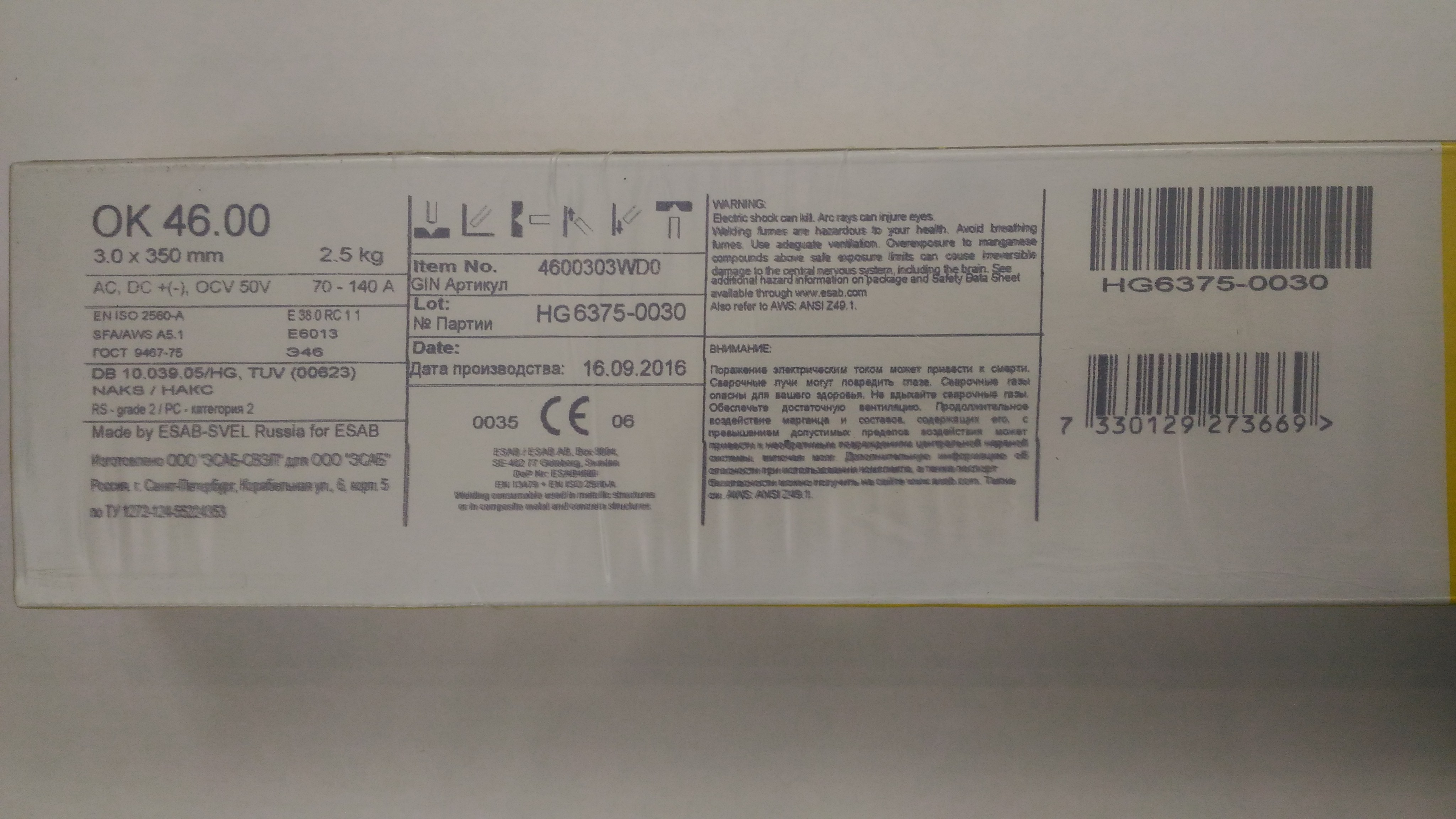
На упаковке сварочных элементов ММА обозначены основные технические параметры изделия. Среди них:
- изготовитель;
- марка продукции;
- номер партии;
- длина и диаметр стержней;
- отрасль предназначения;
- дата производства.
Также на коробке указаны прочие профильные сведения (режимы сварки, температура прокаливания, особенности изготовления, меры безопасности, общие рекомендации).
Назначение и тонкости применения
Электроды ОК-46 могут служить основным присадочным материалом для заполнения стыков и пустот в металлических изделиях, а также дополнительным – для прихваток и предварительной сборки конструкции.
Рисунок 3 — Самоочищение сварного шва
Электроды ОК-46 не рекомендуется применять при сварке длинных швов. Они предназначены для накладывания коротких валиков.







Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом к основной поверхности. Металл при сваривании почти не разбрызгивается, происходит самоотделение небольшого количества шлака. Преимущества данных электродов лучше всего проявляются при проваривании швов с глубоким расположением корня.
Расходные материалы упакованы в герметичный пакет и картонную коробку. Таким образом они надежно защищены от воздействия влаги и механических повреждений. Выдержат несколько перевозок и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, пишите: нам будет интересно услышать ваш отзыв.
Поиск записей с помощью фильтра:
Это интересно: Остатки и огарки стальных сварочных электродов — как утилизировать?
Характеристика электродов разного диаметра
Чтобы знать, какая разновидность электродов ОК вам необходима, стоит учесть не только вид основного металла и оборудования. Предлагаем вашему вниманию описание качеств электродов на основе отзывов пользователей.
- ОК диаметром 2 мм не могут использоваться при ремонте трубопроводов. Устойчивы к воздействию высоких температур.
- 2,5 мм. Такие электроды лучше всего применять при варке нержавеющей и углеродистой стали, причем переменным током. Рабочую поверхность перед началом сварки стоит тщательно очистить от грязи и пыли.
- 3 мм. Хорошо проявляют себя при работе, проводимой на трубопроводе. Вязкие.
- 4 мм. Перед сваркой нужно удалить с металлических поверхностей всю ржавчину. Напряжение должно быть постоянным.
- 5 мм. Нельзя применять при сварке короткой дугой. Очень хорошо наплавляют металл, при этом расходуются экономно.
Характеристики электродов ОК 46
Электроды ESAB ОК 46.00 отличаются хорошими сварочно-технологичными показателями. Они обладают плотной обмазкой и держат при работе стабильную дугу, что способствует защите сварочной ванны от взаимодействия с атмосферными химическими элементами. Электроды одинаково хорошо поджигаются при нормальных условиях, при низкой силе тока и при повторном розжиге дуги, когда часть стержня уже использована.
Электроды ОК 46 «демократичны» в плане размещения сварочного шва в пространстве: горизонтальный, вертикальный или потолочный в руках специалиста получаются одинаково хорошо. Они способны варить даже на окрашенной поверхности или в очень узких местах. Они отлично подходят для наложения установочных прихваток, формирования косметических или корневых швов. Продукция отлично зарекомендовала себя в случаях, когда неизбежны периодические обрывы дуги.
Наиболее важные особенности электродов ОК 46:
- применяются в работах по свариванию оцинкованного металла с гальваническими покрытиями иного рода;
- отлично соединяют тонкостенные заготовки;
- легко поджигаются и в начале работа, и повторно;
- из-за низкого тепловложения являются отличным инструментом для заполнения широких зазоров;
- можно использовать для формирования вертикального шва по направлению сверху-вниз;
- низкая чувствительность к загрязнению кромок, что уменьшает требования по предварительно подготовке поверхности.
Производитель рекомендует наплавлять металл небольшими участками. В случаях необходимости наложения длинного шва – разбивать его на несколько отрезков.
Применение
Электроды ОК-46 предназначены для соединения конструкций, изготовленных из различных видов сталей, в том числе, цветных металлов.
Отсутствие чувствительности к ржавчине, позволяет проводить операции в любых местах, не обращая внимания на их загрязнение, отсутствие предварительной зачистки.
Прутки ОК-46 обеспечивают хорошую свариваемость, устойчивое горение электрической дуги, качественное соединение тех же алюминиевых деталей.
Любая полярность тока и пространственное положение шва значительно облегчает работу сварщика.
Это интересно: Каким электродом варить 2 мм металл, что нужно знать для выбора нужного электрода?
Диаметр, длина, вес прутка и пачки, количество, сколько штук в упаковке, таблицы
Информация с сайта производителя:
| Амперы | В | Время плавления на электрод при 90%, сек. | Диаметрхдлина электрода, мм. | кг наплавленного металла/кг электродов | Количество электродов на килограмм наплавленного металла | Коэфф. наплавки, кг/час |
| 30-60 | 26 | 36 | 1.6 x 300 | 0.63 | 263 | 0.38 |
| 50-70 | 25 | 38 | 2.0 x 300 | 0.60 | 172 | 0.55 |
| 60-100 | 22 | 50 | 2.5 x 350 | 0.65 | 86 | 0.80 |
| 70-140 | 32 | 46 | 3.0 x 350 | 0.51 | 77 | 1.0 |
| 80-150 | 22 | 57 | 3.2 x 350 | 0.65 | 53 | 1.30 |
| 80-150 | 22 | 63 | 3.2 x 450 | 0.64 | 43 | 1.33 |
| 100-200 | 26 | 64 | 4.0 x 400 | 0.60 | 33 | 1.69 |
| 100-200 | 23 | 76 | 4.0 x 450 | 0.58 | 33 | 1.94 |
| 150-290 | 24 | 87 | 5.0 x 350 | 0.60 | 24 | 2.30 |
| 150-290 | 30 | 71 | 5.0 x 400 | 0.56 | 22 | 2.2 |
| 150-290 | 24 | 114 | 5.0 x 450 | 0.60 | 31 | 2.30 |
Параметры сварки, информация с сайтов поставщиков:
1)
| Диаметр, мм | Длина, мм | Сварочный ток, A | Напряжение дуги, В | Масса (кг) наплавленного металла / масса (кг) электродов | Количество электродов / масса наплавленного металла (шт/1 кг) | Масса (кг) наплавленного металла/ время работы дуги (час) | Время сгорания, сек/электрод |
| 1.6 | 300 | 30-60 | 20 | 0.63 | 263 | 0.38 | 36 |
| 2.0 | 300 | 50-70 | 21 | 0.60 | 172 | 0.55 | 38 |
| 2.5 | 350 | 60-100 | 22 | 0.65 | 86.0 | 0.8 | 50 |
| 3.2 | 350 | 80-150 | 22 | 0.65 | 53.0 | 1.3 | 57 |
| 4.0 | 450 | 100-200 | 22 | 0.60 | 39.0 | 1.6 | 65 |
| 5.0 | 450 | 150-290 | 24 | 0.60 | 24.0 | 2.3 | 87 |
| 5.0 | 450 | 170-220 | 24 | 0.60 | 31.0 | 2.3 | 114 |
2)
| Диаметр, мм/Сила тока, А | Нижнее | Вертикальное | Потолочное | Длина, мм | Количество электродов в 1 кг, шт |
| 2,0 | 40…80 | 40…60 | 50…70 | 300 | 50 |
| 2,5 | 60…110 | 60…90 | 60…110 | 350 | 45 |
| 3,0 | 80…160 | 80…140 | 80…180 | 350 | 39 |
| 4,0 | 110…210 | 110…200 | 90…220 | 450 | 19 |
| 5,0 | 150…300 | 150…280 | 150…270 | 350 | 13 |
Химический состав наплавленного металла
Упаковка электродов ЭСАБ-СВЭЛ ОК 46.00
Для надежного хранения электроды ОК 46.00 упакованы в пачку из микрогофрированного картона, запаянную в пластиковую пленку. Пачка желтого цвета в соответствии со стандартами ESAB. Количество электродов ЭСАБ в упаковках и пачках приведено в следующей таблице:
| Диаметр электродов, мм | Длина электродов, мм | Масса пачки электродов, кг | Масса паллета, кг | Количество пачек на паллете, шт |
| 1.6 | 300 | 24,0 | 1848 | 77 |
| 2.0 | 300 | 2,0 | 640 | 320 |
| 2.5 | 300 | 5,3 | 954 | 180 |
| 3.2 | 350 | 5,3 | 954 | 180 |
| 3.2 | 350 | 2,5 | 900 | 360 |
| 4.0 | 450 | 6,6 | 950,4 | 144 |
| 5.0 | 450 | 6,6 | 950,4 | 144 |
| 1,6-2 мм. | Подходят для работы с углеродистой сталью. В случае возникновения трещин на швах, поддаются легкой зачистке. Не боятся большого перегрева. Не подходит для работы на трубопроводе. |
| 2,5 мм | Подходит для работы с углеродистой сталью и нержавейкой. Используют для наплавки металла, при этом расход небольшой. Средняя чувствительность к ржавчине и сильная чувствительность к загрязнениям. Для сварки постоянным током лучше не использовать. |
| 3 мм | Отличаются повышенной вязкостью. Подходят для работы на трубопроводе и различными металлическими конструкциями. |
| 4 мм | Данный диаметр позволяет выполнять работы повышенной сложности. Расход при наплавке металла в пределах нормы. Часто используют для работы на трубопроводах. Не используется при переменном напряжении. Чувствительны к ржавчине. Ударная вязкость примерно 77 Дж. |
| 5 мм | Отлично подходит для наплавки металла. Не подходит для сварки короткой дугой. Максимальный угол наклона 75 градусов. Умеренный расход. |
Характеристики некоторых электродов ОК
- Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепло вложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.
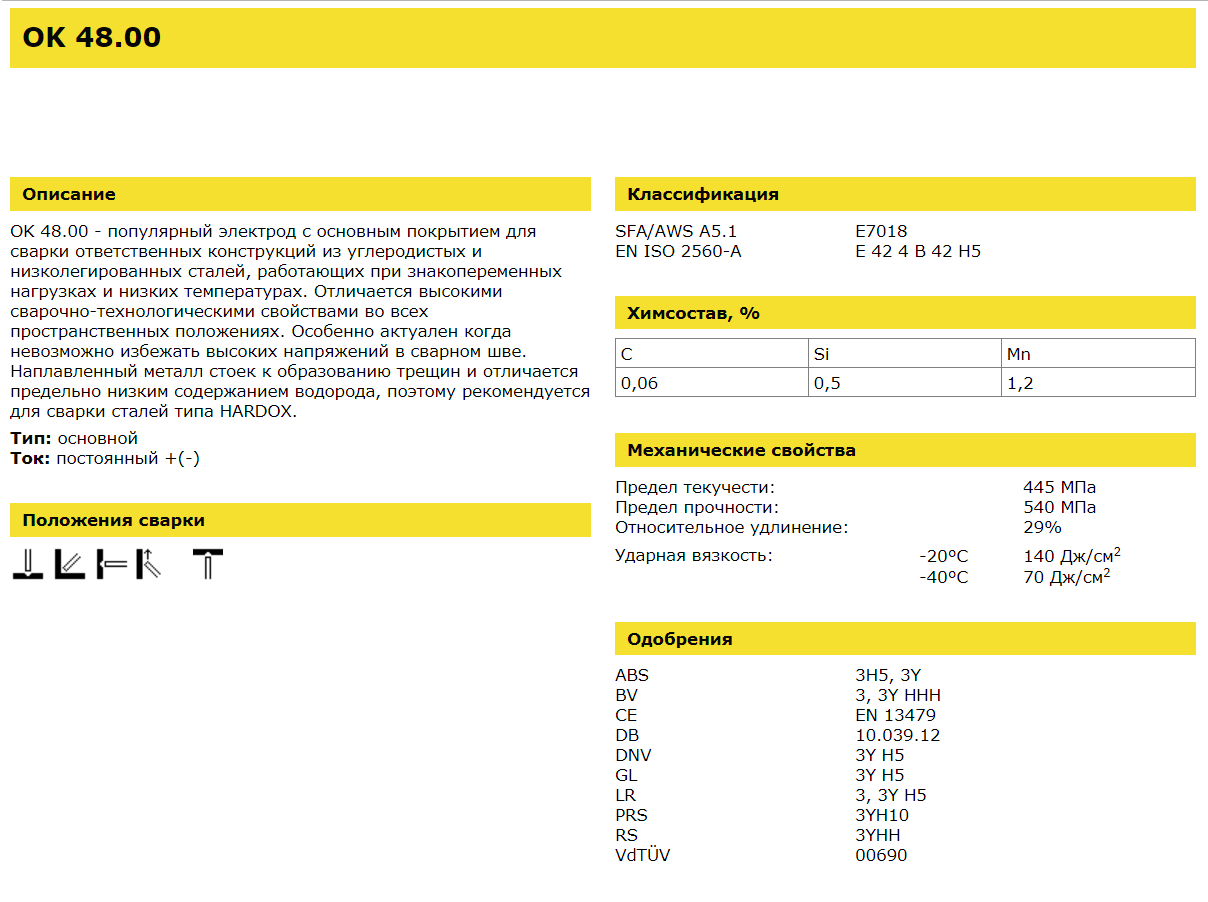
- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
Это интересно: Электроды марки МТГ 01К — что необходимо знать?
Для чугуна
- OK 92.18 – изготовлен на никелевой основе. Применяется для холодной сварки с минимальным нагревом материала. Отлично подходит для ремонта, заделки трещин. Сформированный шов подвергается механической обработке.
- OK 92.58 – считается более функциональным. Он применяется для сварки чугуна, а также при соединении чугуна и стали. Наплавленный металл имеет относительно высокие показатели вязкости, поэтому хорошо обрабатывается. При работе с тонкостенными чугунными заготовками не требуется предварительный подогрев.
- OK 92.78 – медно-никелевый электрод. Применяется для любого типа чугуна.

Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
С недавнего времени компания Esab перешла на иной стандарт маркировки. Соответствие индексов или целых названий необходимо узнавать на официальном сайте.







Что же касается самого приобретения, то здесь также рекомендуется иметь дело только с официальными поставщиками, которые зарекомендовали себя на протяжении многих лет безупречной работы. В противном случае можно купить некачественные электроды. Даже если они будут выпущены самой компанией, никто, кроме официального представителя, не гарантирует должной транспортировки или хранения.
Назначение и применение электродов
Среди модельной линейки электродов ОК имеются изделия, предназначенные для самых разных целей. Например, для резки металла, варки, строжки, подготовительных работ и т. д. Также имеются модели, применяемые для работы с нержавейкой и составами с разной степенью легирования.
Сварочные электроды ОК производятся с разными видами покрытия. В основном это рутиловый состав. Многие производства и мастера с большим опытом, стараются купить именно эти электроды, поскольку они обеспечивают наивысшее качество сварки и надежность шва. Многие клиенты стали постоянными потребителями уже после первых проб, но кто-то до сих пор сомневается в качестве ОК.
Все современные промышленные производства не могут обойтись без сварочных работ. В особенности это касается автомобилестроения, судостроения, трубопроводов и т. д. Сварка необходима на каждом этапе создания того или иного оборудования и техники. Примечательно, что многие производители закупают именно электроды ОК. Оптовые поставки гарантируют им хорошие скидки. Таким образом можно приобрести качественные электроды по небольшой цене.
Кроме промышленных предприятий, сварка может понадобиться и дома. В особенности это касается тех, кто живет в частном доме. Вы всегда можете сварить себе рамку для винограда или бак для уличного душа. Имея навыки сварщика, любой хозяин найдет им применение.
Если вы работаете на себя, вам также потребуется качественное оборудование и электроды. Чтобы клиенты оставались довольны вашей работой, необходимо делать все быстро и качественно. Даже будучи новичком, вы сможете легко и быстро сварить нужные детали при помощи электродов ОК.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД ———————————— Е432(5)
-Б 1 0
Цифра 4
указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3
относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2
— предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
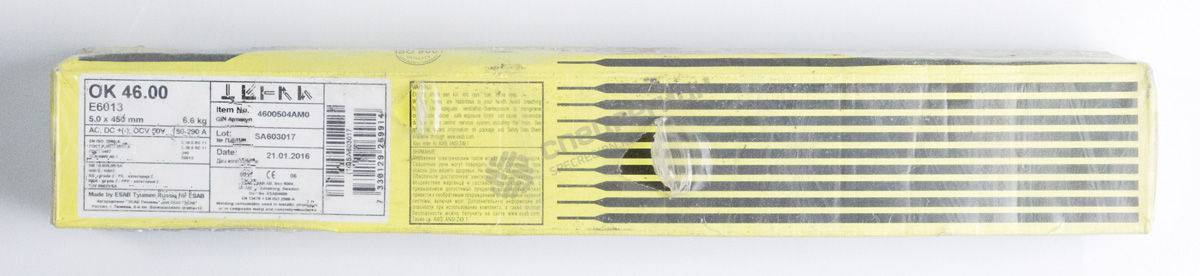
Технические характеристики
Основные характеристики, необходимые сварщику в работе, указываются в таблице на коробке. В ней отображаются:
- марка электродов-ОК 46.00;
- международная классификация – Е6013;
- диаметр – ø4 и длина – 450 мм;
- вес пачки – 6,6 кг;
- род, полярность и диапазон изменений сварочного тока: АС -переменный, DC – постоянный +(-) – ;
- способы сварки – ;
- другая сопутствующая информация: ГОСТы, по которым изготовлны, серийный номер, номер партии, дата изготовления.
Для настройки оборудования и подбора сварочного тока, в зависимости от диаметра стержня и положения шва, можно воспользоваться следующей таблицей
Э50А
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).






Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.